Обработка конструкционных сталей комбинированным воздействием экструзией и винтовым прессованием

Автор: Коваленко Нюргуяна Дмитриевна, Сыромятникова Айталина Степановна, Лепов Валерий Валерьевич, Иванов Афанасий Михайлович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-2 т.18, 2016 года.
Бесплатный доступ
Рассмотрено влияние комбинированной обработки экструзией и винтовым прессованием на структуру, механические свойства и механизм разрушения конструкционных сталей. Показано, что указанный вид обработки приводит к повышению прочностных характеристик, что связано с измельчением зерен и повышением плотности дислокаций. Установлено, что рельефы изломов образцов сталей после комбинированного деформирования не имеют значительных отличий по сравнению с исходным состоянием, и разрушение образцов произошло по вязкому механизму.
Экструзия, винтовое прессование, сталь, структура, механические свойства, механизм разрушения
Короткий адрес: https://sciup.org/148204372
IDR: 148204372 | УДК: 539.4.016.2
Constructional steels processing by combine impact of extrusion and screw pressing
Impact of combined processing by extrusion and screw pressing on structure, mechanical properties and fracture mechanism in constructional steels is considered. It is shown that the specified type of processing leads to increase the strength characteristics that is connected with grains crushing and increase the density of dislocations. It is established that reliefs of breaks of steel samples after the combined deformation have no considerable differences in comparison with an initial state, and fracture of samples has happened on the viscous mechanism.
Текст научной статьи Обработка конструкционных сталей комбинированным воздействием экструзией и винтовым прессованием
В настоящее время применение комбинированных методов деформационной обработки, в особенности методов интенсивной пластической деформации, вызывает все больший интерес исследователей в связи с возможностью достижения высоких физикомеханических свойств металлов и их сплавов [1, 2]. Отдельный интерес представляет получение заготовок сложной формы, в частности, максимально приближенной к будущему изделию, непосредственно в процессе интенсивной пластической деформации. Одним из перспективных методов в этом направлении является винтовая экструзия [3-6]. Теоретические основы винтовой экструзии отражены в [3]. Там же представлены примеры применения этого метода. Работа [4] посвящена подбору оптимальных технологических параметров изотермической экструзии, позволяющих получить мелкозернистую структуру в полуфабрикатах, получить оптимальное сочетание прочностных и пластических характеристик конструкционных титановых сплавов ВТ6 и ВТ16. Для низкоуглеродистой стали 20Г2С в [5] показано, что при теплой винтовой экструзии наблюдается неоднородность структуры: в продольном сечении превалируют вытянутые зерна (с фактором формы равным 2), в поперечном – равноосные. В результате винтового прессования до степени деформации e =4 при комнатной температуре отожженной низкоуглеродистой стали Ст3 в [6] достигнуто значительное измельчение зеренной структуры, повышение прочности и снижение пластичности. Таким образом, задача разработки новых и развития известных методов интенсивной пластической деформации, в том числе комбинированных методов, актуальна и имеет перспективу практического применения.
Цель работы: изучение влияния комбинированной обработки экструзией и винтовым прессованием на структуру, механические свойства и механизм разрушения конструкционных сталей.
Материал и методика исследований. Объекты исследования - конструкционные стали:
низколегированная сталь 09Г2С (в % - 0,1 С, 0,85 Si, 1,41 Mn, 0,17 Cr, 0,18 Ni, 0,35 Cu, остальное Fe) и низкоуглеродистая сталь Ст3сп (в % - 0,18 С, 0,28 Si, 0,60 Mn, 0,01 Cr, < 0,003 Ni, 0,01 P, 0,01 S, 0,05 Cu, 0,05 Al, 0,012 W, остальное Fe). Химический анализ проведен на атомно-эмиссионном спектрометре «Foundry-Master» (WAS AG).
Описание способа комбинированной обработки объемных заготовок методами экструзии и винтового прессования (ЭВП) приведено в [7]. В основу метода положен запатентованный способ комбинированной интенсивной пластической деформации заготовок [8]. В настоящей работе осуществлялась обработка объемных заготовок размером 0 12 x 60 мм в один проход при температуре 673 и 773 К . Согласно разработанной схеме объемная заготовка вначале экструдируется, а затем продавливается через винтовой канал. Весь процесс осуществляется в одном устройстве.
Механические испытания на одноосное растяжение цилиндрических образцов проводились при комнатной температуре на универсальной машине «Инстрон-1195». Образцы для испытаний на одноосное растяжение из заготовок после ЭВП были вырезаны из центральной части. Микроструктурные исследования проводились на оптическом микроскопе «Neophot-32», фрактографические – на сканирующем электронном микроскопе HITACHI TM 3030 в режиме вторичных электронов.
Результаты исследований и их обсуж-дение. Вид винтового профиля, полученного в результате комбинированной обработки цилиндрической стальной заготовки, приведен на рис. 1. Механические свойства сталей до и после обработки приведены в табл. 1.

Рис. 1. Стальные заготовки до (а) и после (б) комбинированной обработки
Таблица 1. Механические характеристики сталей 09Г2С и СтЗсп в различных состояниях
|
Марка стали |
Состояние материала |
а т , МПа |
а в , МПа |
8 , % |
|
09Г2C |
исходное (состояние поставки) |
361 |
521 |
36,65 |
|
экструзия + винтовое прессование в n =1 проход при 673 К |
741 |
793 |
20,85 |
|
|
экструзия + винтовое прессование в n =1 проход при 773 К |
645 |
725 |
22,65 |
|
|
Ст3сп |
исходное (состояние поставки) |
333 |
485 |
35,1 |
|
экструзия + винтовое прессование в n =1 проход при 673 К |
660 |
731 |
19,1 |
|
|
экструзия + винтовое прессование в n =1 проход при 773 К |
565 |
655 |
20,4 |
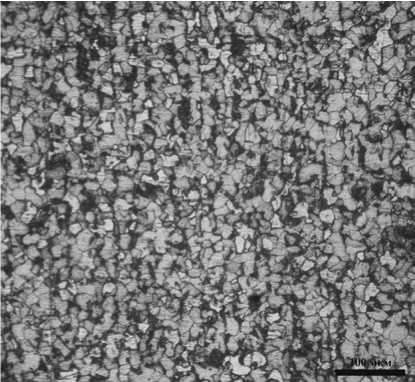
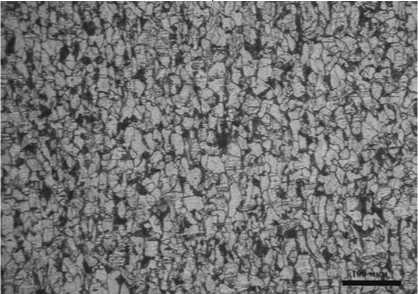
Комбинированная обработка посредством ЭВП приводит к повышению предела текучести в 1,8-2 раза, предела прочности 1,4-1,5 раза и снижению пластичности в 1,6-1,75 раза для стали 09Г2С. Для стали Ст3сп эти показатели следующие: повышение предела текучести в 1,7-2 раза, предела прочности в 1,35-1,5 раза, понижение пластичности в 1,7-1,8 раза. При более низкой температуре ЭВП достигнуты более высокие значения характеристик прочности и более низкая пластичность для обеих марок сталей, что ранее наблюдалось и при равноканальном угловом прессовании. В качестве примера на рис. 2 приведена микроструктура стали 09Г2С. В результате комбинированной обработки ферритные зерна несколько измельчаются: если средний размер зерна стали 09Г2C в исходном состоянии составлял 11,97 мкм, то в результате ЭВП формируется фрагментированная структура со средним размером зерна 7,8 мкм. Также в обработанных образцах стали наблюдается вытянутость ферритных зерен вдоль оси прессования, что объясняется воздействием экструзии. Поскольку, как показали исследования, рельефы изломов образцов сталей в исходном состоянии и после экструзии в исследованных участках не имеют значительных отличий, ограничимся описанием фракто-грамм для сталей 09Г2С и Ст3сп при температуре обработки методом ЭВП 773 К.
Состояние поставки. Макрорельеф разрушения при одноосном статическом растяжении цилиндрических образцов из сталей в исходном состоянии показывает вязкое разрушение с образованием «чашечного» излома в шейке растянутого образца (рис. 3а, рис. 4а).
б)
Рис. 2. Микроструктура стали 09Г2С: а) в состоянии поставки; б) после ЭВП в n =1 проход при 773 К
а) б) в)
г) д) е)
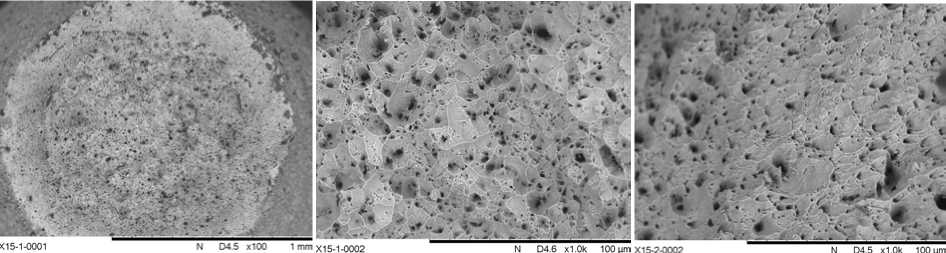
Рис. 3. Макро- и микрорельеф изломов образцов из стали 09Г2С:
а) в состоянии поставки, х 100; б) в зоне 1 (в центре), х 1000; в) в зоне 2 (на периферии), х 1000; г) после ЭВП в 1 проход при 773 К, х 80; д) в зоне 1 , х 1000; е) в зоне 2, х 1000).
Л
Х13-1-О001
г)
д)
N 052 хЮк 100цт Х1У2-0002
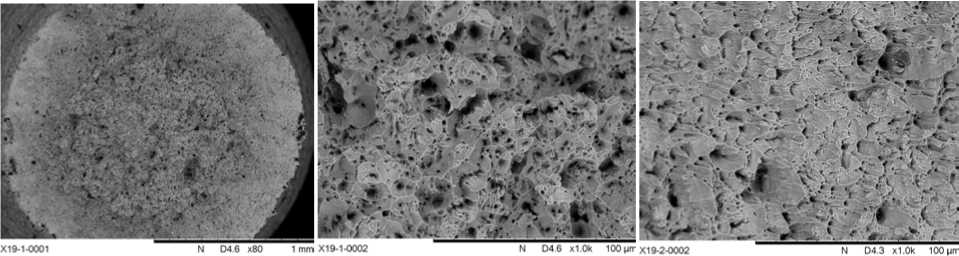
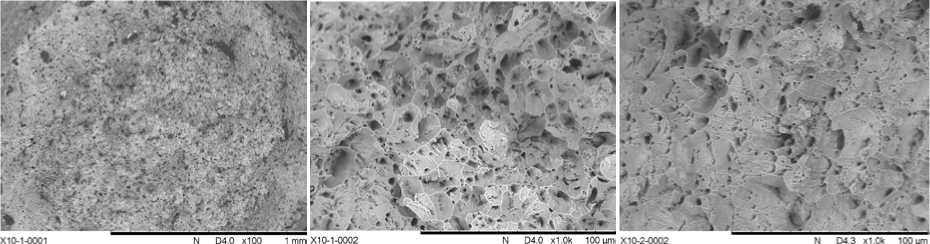
Рис. 4. Макро- и микрорельеф изломов образцов из стали Ст3сп: а) в состоянии поставки, х 100; б) в зоне 1 х 1000; в) в зоне 2 , х 1000;
е)
N 048 х1О 100 ixr
г) после ЭВП в 1 проход при 773 К, х 60; д) в зоне 1 , х 1000; е) в зоне 2 , х 1000
Вязкий разрыв образцов произошел после значительной утяжки. Изломы обеих половинок разрушенного образца характеризуются как излом типа «чашечка – конус». Разрушение образцов произошло с образованием губ среза. Структура поверхности разрушения матовая, неровная. Развитие трещины внут-ризеренное (транскристаллитное). При этом механизм разрушения определяется образованием ямок путем слияния микропор (рис. 3б, рис. 4б). В центральной части шейки образцов (зона 1 ) вязкое разрушение характеризуется наличием равноосных ямок нормального отрыва, разделенных гребнями с острыми краями (рис. 3б, рис. 4б). В изломе стали 09Г2C наблюдаются единичные фасетки хрупкого скола. Размеры ямок для обеих марок сталей меняются в широком диапазоне, что обусловлено значительными колебаниями размеров и дисперсных включений в исследуемых сталях. Максимальные размеры ямок в изломе стали 09Г2C порядка 10 мкм, а Ст3сп - 25 мкм.
Излом периферийной части шейки (зона 2) образцов сталей также сформирован по механизму вязкого разрушения и характеризуется вытя-нутыми ямками сдвига, изолированными мелкими ямками отрыва, которые сформировались при разрушении перемычек сдвигом, а также плоскими гладкими плоскостями расслоения, обра-зованными при сдвиге (рис. 3в, рис. 4в). Формирование последнего из указанных микрорельефов является следствием сильной локализации пластического течения в области действия касательных напряжений, приводящего к разделению материала по плоскости скольжения.
Состояние после ЭВП. Изломы разрушенных образцов из сталей 09Г2С и Ст3сп, подвергнутых ЭВП, представляют собой качественно такую же картину, что и излом образцов в состоянии поставки. В изломе упрочненной стали 09Г2C также наблюдаются единичные фасетки хрупкого скола. Вязкое разрушение произошло при меньшей утяжке образцов, чем для состояния поставки. Таким образом, рельефы изломов образцов сталей 09Г2С и Ст3сп после комбинированного деформирования экструзией и винтовым прессованием в исследованных участках не имеют значительных отличий по сравнению с исходным состоянием. Анализ результатов микроструктурных и фрактографических исследований позволяют предположить, что упрочнение сталей при обработке произошло за счет уменьшения размера зерен и повышения плотности дислокаций, так как существенного отличия в механизме разрушения сталей до и после обработки не наблюдается.
Выводы: разработанный комбинированный метод экструзии и винтового прессования эффективен для упрочнения сталей и получения профилей. В результате экструзии и винтового прессования объемных заготовок из конструкционных сталей 09Г2С и Ст3сп достигнуто повышение предела текучести в 1,8-2 раза, предела прочности 1,4-1,5 раза и снижение пластичности в 1,6-1,75 раза для стали 09Г2С. Для стали Ст3сп эти показатели следующие: повышение предела текучести в 1,7-2 раза, предела прочности в 1,35-1,5 раза, понижение пластичности в 1,7-1,8 раза. При более низкой температуре ЭВП достигнуты более высокие значения характеристик прочности и более низкая пластичность для обеих марок сталей. Повышение прочности сталей связано с измельчением зерен и повышением плотности дислокаций в результате комбинированной обработки.
Исследование выполнено в рамках научного проекта № III.28.1.1 по программе III.28.1 СО РАН.
Список литературы Обработка конструкционных сталей комбинированным воздействием экструзией и винтовым прессованием
- Сегал, В.М. Процессы пластического структурообразования металлов/В.М. Сегал, В.И. Резников, В.И. Копылов и др. -Минск: Наука и техника, 1994. 231 с.
- Валиев, Р.З. Объемные наноструктурные металлические материалы: получение, структура и свойства/Р.З. Валиев, И.В. Александров. -М.: ИКЦ «Академкнига», 2007. 398 с.
- Бейгельзимер, Я.Е. Винтовая экструзия -процесс накопления деформации/Я.Е. Бейгельзимер, В.Н. Варюхин, Д.В. Орлов, С.Г. Сынков. -Донецк: Фирма ТЕАН, 2003. 87 с.
- Моисеев, Н.В. Энергоэффективная технология получения длинномерных полуфабрикатов методом изотермической экструзии из конструкционных титановых сплавов ВТ6, ВТ16/Н.В. Моисеев, Б.Р. Некрасов, С.В. Выдумкина//Кузнечно-штамповочное производство. Обработка металлов давлением. 2015. №8. С. 35-38.
- Завдовеев, А.В. Особенности формирования структуры и свойств малоуглеродистой стали при теплой винтовой экструзии//Физика и техника высоких давлений. 2013. Т. 23. № 4. С. 100-106.
- Пашинская, Е.Г. Влияние деформации со сдвигом на микроструктуру и механические свойства стали Ст3/Е.Г. Пашинская, М.М. Мышляев, С.Ю. Миронов, В.Н. Варюхин//Физика металлов и металловедение. 2008. Т. 105. №1. С. 86-94.
- Иванов, А.М. Влияние экструзии и винтового прессования на структуру и механические свойства низколегированной стали/А.М. Иванов, Н.Д. Петрова, В.В. Лепов//Наука и образование. 2015. №4 (80). С. 87-90.
- Иванов, А.М. Способ комбинированной интенсивной пластической деформации заготовки/А.М. Иванов, Г.И. Рааб, Н.Д. Петрова. Пат. 2570271 (РФ). 2015.
