Обработка кромок некруглых отверстий

Автор: Прилуцкий Ванцетти Александрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.20, 2018 года.
Бесплатный доступ
Излагаются два новых способа обработки кромок: одновременно двумя резцами и двумя прошивками. Описан цикл работы полуавтомата для реализации второго способа.
Кромка, некруглые отверстия, резцы, инструмент-прошивка, полуавтомат
Короткий адрес: https://sciup.org/148312480
IDR: 148312480 | УДК: 621.919
Machining of edge out of round bore
Two processing technique of arris are stated: simultaneously by two bit and two broach bits. The cycle of work of the semiautomatic machine for realisation of the second processing technique is described.
Текст научной статьи Обработка кромок некруглых отверстий
Кромки поверхностей деталей, например, сепараторов подшипников качения играют отрицательную роль в процессах: эксплуатации деталей и изготовления их. В первом случае они могут быть причиной повышенного износа соединений и даже задиров; во втором - представляют собой источник повреждений с точки зрения техники безопасности.
Стыки-кромки названных поверхностей являются также зонами образования заусенцев на предыдущих операциях. По техническим требованиям даже мельчайшие заусенцы на указанных кромках не допускаются. Известны методы удаления заусенцев: химико-механические, центробежно-ударные. лезвийным инструментам и др. Ни один из известных методов эффективно не мог применяться при обработке сепараторов, т.к. их изготавливают из цветных металлов и сплавов с высокими требованиями к поверхностям, образующим кромки. Поэтому объемные технологические методы не применимы из-за вероятности повреждения поверхностей окон. Ряд предприятий вынуждены применять даже ручную-слесарную обработку кромок некруглых отверстий - окон.
Предлагаются два метода обработки кромок некруглых отверстий сложной формы, например, прямоугольной. Первый метод основан на использовании двух резцов 8 и 14 (рис. 1), работающих по двум контурам кромок 4, 5 и 7. Резцы контактируют одновременно с внешней и внутренней сторонами заготовки 1. Им сообщают несколько формообразующих движений. Ось поворота резцов 8, 14 располагают на оси симметрии окон сепараторов I - I. Резцы перемещают (со скоростью резания) возвратно-поступательно вдоль, например, продольной оси некруглого отверстия, параллельной торцу сепаратора. Одновременно огибают их кромки по окружности, совпадающей с центром оси сепаратора, а также огибая профиль: а, б, а, г, д, е, ж, з и т.д. Все эти движения осуществляют от копиров с помощью двух резцовых головок.
Недостатком описанного способа обработки является необходимость наличия большого количества копиров при значительной номенклатуре сепараторов, а также недостаточная производительность в следствие малой скорости резания и большой длины траектории инструмента. Однако для крупногабаритных деталей единичного и мелкосерийного производства он единственно возможный.
Второй метод обработки кромок отверстий позволяет устранить недостатки первого метода. Сущность его заключается в использовании гибких разрезанных вдоль продольной оси четырех лепестковых прошивок. Прошивка обрабатывает кромки и устраняет заусенцы за один свой ход вдоль окна. При этом могут применять одновременно две прошивки: одну, работающую с наружной кромкой, вторую - с внутренней. Для этого длина внутренней прошивки должна быть меньше величины внутреннего диаметра сепаратора на величину технологического зазора.
Другая особенность конструкции инструмента: зубья его располагают по спирали вдоль длины инструмента, а в середины длины внутри его центрального отверстия устанавливают упругий расширитель, например, из резины. В результате перья имеют возможность отклоняться от оси симметрии на некоторый угол μ. При этом образуется пирамида с большим основанием на заборной части или две пирамиды с общим большим основанием в середине длины перьев.
Для реализации способа обработки спроектированы полуавтоматы ПЗС-1 и ПЗС-2. Заготовки 1 на них базируют и закрепляют в приспособлении 2 (рис. 2). Приспособление 2 устанавливают на столе с автоматическим делительным механизмом, который включается от системы управления. Инструменты 11, 12 устанавливают в замок стоек 13, 14. Упругая втулка 16 позволяет инструментам самоустанавливать-ся относительно соосных отверстий 3 - 6, когда заходная часть входит в эти отверстия. Конструкция ключа 17 с центральной сферой допускает поворот инструментов 11, 12 относитель-
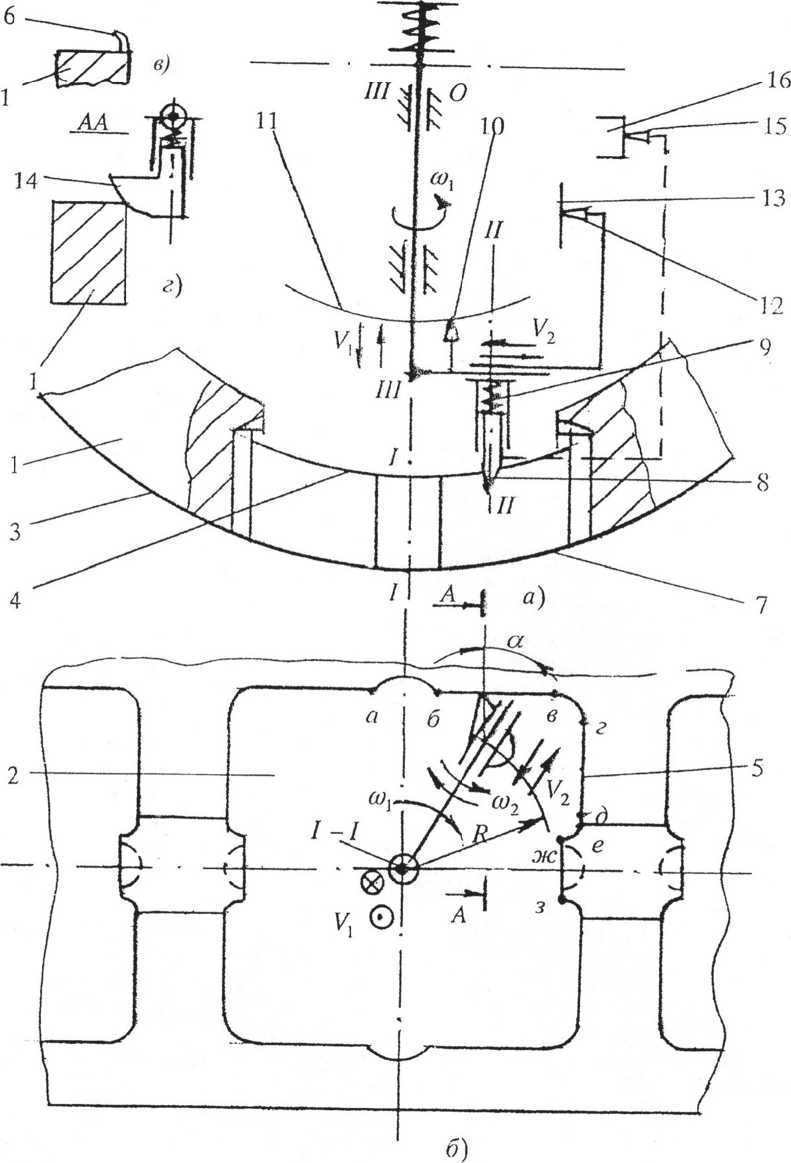
Рис. 1. Схема обработки кромок резцами в фасонном окне сепаратора (А.С. 181 6555)
но точки их установки в стойках 13, 14, сохраняя при этом силовое замыкание с ними в осевом направлении. Таким образом, инструментам 11, 12 сообщают пять степеней свободы, лишая их лишь одной степени свободы - перемещения вдоль их оси. Инструментам 11, 12 сообщают рабочее возвратно-поступательное движение со скоростью резания V за счет перемещения ползуна 15 - через передаточные звенья от привода. Инструменты 11, 12 заходной частью 1 входят в соосные отверстия 3, 4. Далее перья 18 приобретают форму двух пирамид с наибольшим основанием их в районе расширителя 21. Это позволяет снимать заусенцы на кромках первого контура 7, 10, не касаясь поверхностей самих отверстий. Как только зубья 18 самоуста-
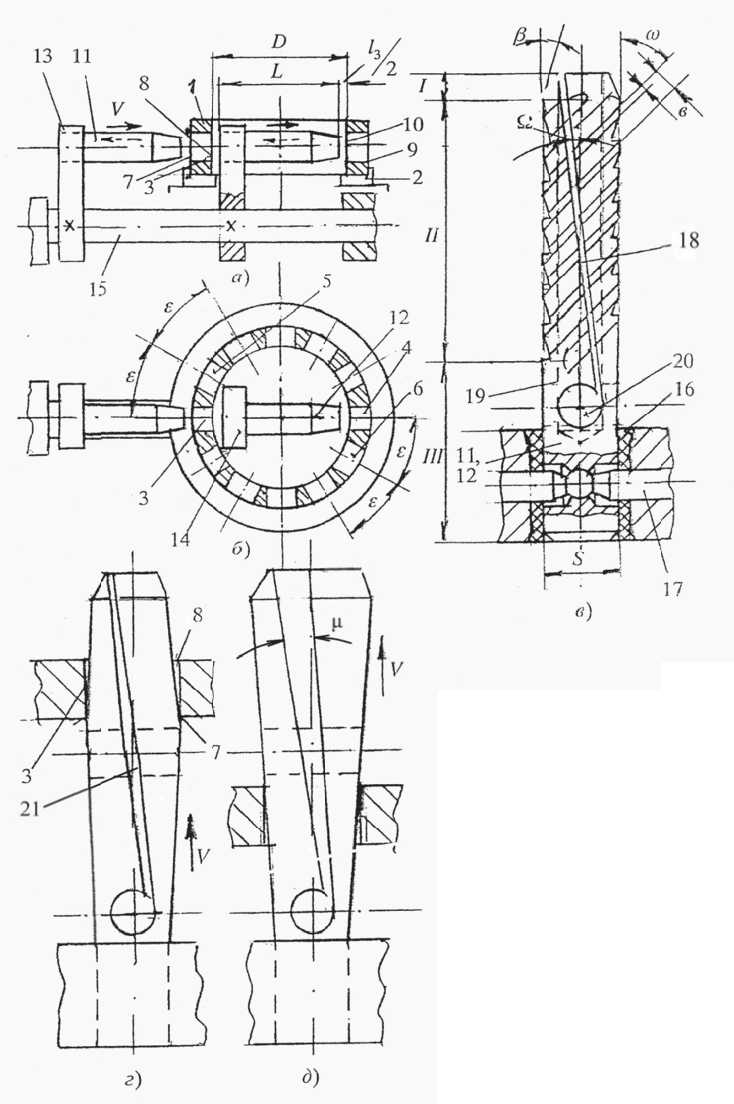
Рис. 2. Схема обработки кромок окон заготовки сепаратора (а, б) подшипника, конструкция и схема установки инструмента - прошивки (в);
схема положения прошивки при обработке передней кромки (г); задней кромки (д) [Пат. 1811442]
новились, они равномерно удаляют заусенцы на кромках 7, 10. Равномерность и плавность процесса удаления заусенцев обеспечивается наклоном зубьев 18 по углом ω и выполнением их в виде непрерывной спирали, переходящей с одной грани инструмента на другую. Выполнение инструмента 11, 12 с повышенной радиальной податливостью заходной I и рабочей II частей позволяет перьям 18 деформироваться в радиальном направлении. Ограничителем деформаций перьев 18 является расширитель 21.
Как только расширитель 21 минует всю длину отверстий 3, 4, инструмент под действием расширителя приобретает форму усеченной пирамиды с наибольшим основание у заборной части 1 и обрабатывает кромки второго контура 8, 9. Обратный холостой ход инструмента 11, 12 осуществляется также автоматически. Затем подается команда на расфиксацию детали 1 и поворот - позиционирование ее вместе с приспособлением на угол ε. После позиционирования заготовки 1 и фиксации ее положения рабочее поступательное движение инструмента 11, 12 повторяется.
На одном из предприятий подшипниковой промышленности на участке по обработке кромок отверстий сепараторов работало 40 рабочих. Они были заменены после установки полуавтоматов ПЗС-2. Например, обрабатывались массивные сепараторы подшипника 32118. Материал сепараторов - латунь 62. Размер окон 12,25 ±0,15 мм, а внутренний диаметр отверстия сепаратора D = 104 мм. Размер поперечника прошивки 12,25 -0,05 мм при длине режущей части 80 мм. Размеры режущей части инструмента - прошивки: l = 5 мм., L = 50 мм, ω = 45º, γ = 5º, β = 15 º. Рабочие (слесари) заменены несколькими полуавтоматами - в соответствии с номенкла- турой. Кромки обрабатывались с удалением заусенцев полностью по всему контуру отверстий без повреждения основных поверхностей. Производительность увеличилась в несколько раз. Способ обработки можно использовать при обработке разнообразных деталей, в том числе и корпусных.
Список литературы Обработка кромок некруглых отверстий
- Маталин А.А.Технология машиностроения: Учебник. 2-е изд., испр. СПб: Издательство «Лань», 2008. 512 с.
- Димов Ю.В., Подашев Д.Б. Шероховатость кромок деталей машин при их округлении // Вестник машиностроения. 2015. № 12.
