Обработка расплава аргоном при кристаллизации и качество полунепрерывнолитых стальных слитков

Автор: Аникеев Владимир Викторович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-2 т.17, 2015 года.
Бесплатный доступ
Приведены результаты освоения технологии полунепрерывного литья стальных слитков с продувкой аргоном при разливке и кристаллизации. Показаны конструктивные и технологические особенности литья. Приведены данные по качеству слитков.
Полунепрерывное литье, сталь, слиток, технология, аргон, продувка, качество
Короткий адрес: https://sciup.org/148204275
IDR: 148204275 | УДК: 621.74.046
Melt processing by argon at crystallization and quality of semi-continuous casting of steel ingots
Results of development the technology of semi-continuous casting of steel ingots with argon blowing during casting and crystallization are given. Design and technological features of casting are shown. Data on ingots quality are provided.
Текст научной статьи Обработка расплава аргоном при кристаллизации и качество полунепрерывнолитых стальных слитков
Непрерывная и полунепрерывная разливка стали получила широкое применение благодаря высокой степени механизации производства слитков. В настоящее время имеется тенденция увеличения массы и сечения непрерывно- и полунепрерывнолитых слитков, предназначенных для прокатного и кузнечного производства, элек-трошлакового и вакуумнодугового переплава, при общем повышении требований к качеству металла. Широкое развитие непрерывной и полунепрерывной разливки легированной стали сдерживается специфическими особенностями затвердевания, при которых наличие осевой пористости и осевой ликвации, особенно при высоком содержании углерода, приводит к несоответствию качества получаемых заготовок предъявляемым требованиям. Варьирование традиционными параметрами выплавки и разливки (температурой металла, скоростью разливки, интенсивностью вторичного охлаждения) не улучшает макроструктуры литых заготовок из легированной и высокоуглеродистой стали.
Дефекты литого металла связаны с особенностями кристаллизации слитков и вызваны следующими причинами:
-
- малой скоростью охлаждения стали при переходе жидкого в твердое состояние, которая приводит к развитию диффузии и зональной ликвации;
-
- наличием температурного градиента по сечению слитков, вызывающим образование различных кристаллических зон и различных видов физической и структурной неоднородности литого металла;
-
- интенсивностью теплоотвода, оказывающего влияние на градиент температур по сечению слитка.
Основными направлениями активного
воздействия на формирование структуры слитков являются: интенсификация тепло- и массо-обмена в объеме затвердевающего металла, выравнивание градиента температур и усреднение химического состава внутри слитков, интенсификация теплообмена с окружающей средой, разрушение фронта кристаллизации. Указанные цели могут быть достигнуты с помощью внешних воздействий на кристаллизующийся металл: механическое и электромагнитное перемешивание, продувка кристаллизующегося металла инертными газами, низкочастотная и ультразвуковая вибрация, электроимпульсная обработка и др. [15]. Среди простых и эффективных способов воздействия на кристаллизующийся непрерывно- и полунепрерывнолитой слиток находит применение способ продувки металла инертным газом (аргоном) в процессе разливки и кристаллизации стали.
Цель работы: исследование влияния продувки аргоном при разливке и кристаллизации на качество полунепрерывнолитых стальных слитков.
При выполнении работы решались следующие задачи: разработано и изготовлено устройство для подачи аргона в кристаллизатор машины полунепрерывного литья, исследовано влияние продувки аргоном на качество получаемых слитков (геометрические размеры, качество поверхности, макроструктура, ликвация элементов, содержание неметаллических и газовых включений, плотность) и качество поковок.
Исследования выполняли на промышленных полунепрерывнолитых слитках диаметром 500 мм массой 3,0-3,2 т стали марок 12ХН3А и 9Х2МФ в Краматорском НИИПТмаш.
Продувку аргоном осуществляли с помощью специально изготовленного устройства (рис. 1), состоящего из баллона 1 с аргоном марки «А» ГОСТ 10157-79), редуктора высокого давления 2, магистрального провода 3, запорного крана 4, редуктора низкого давления 5, игольчатого клапана 6, ротаметра 7 и погружного устройства -фурмы 8. Подачу аргона регулировали редуктором низкого давления 5 и игольчатым клапаном 6 так, чтобы обеспечить максимально возможный расход газа, при котором шлаковый покров поверхности металла не разрывался. Расход газа контролировали ротаметром РМ063.
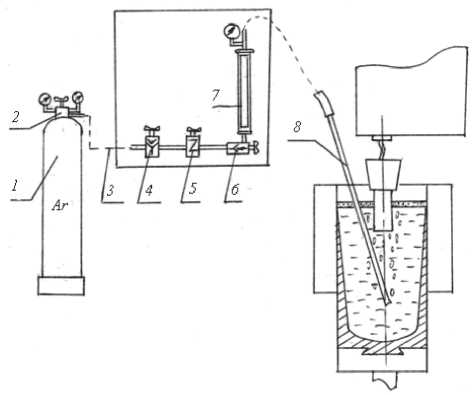
Рис. 1. Устройство подачи аргона в кристаллизатор машины полунепрерывного литья
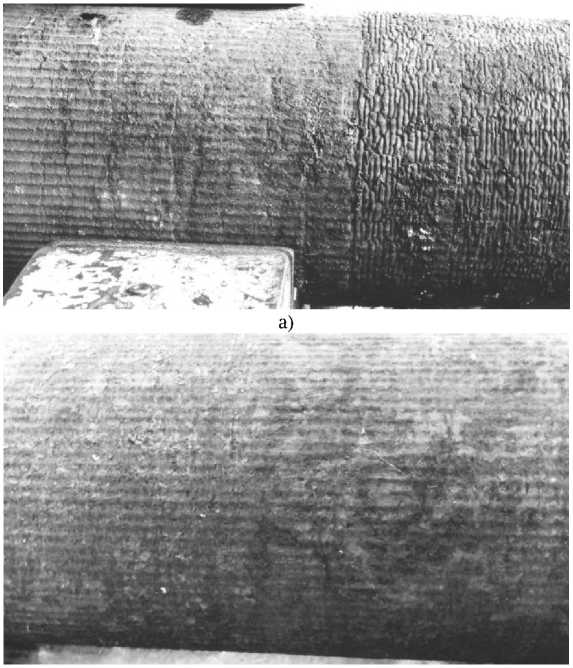
Продувку аргоном начинали с началом вытягивания слитка из кристаллизатора и продолжали в течение ≈ 0,7 времени затвердевания слитка по окончании разливки. Влияние продувки аргоном при разливке и кристаллизации стали на качество слитков характеризовали геометрическими параметрами поперечного сечения слитков, качеством поверхности, макроструктурой, химической однородностью, содержанием неметаллических, газовых включений и плотностью по высоте и сечению слитков. Анализ полученных результатов показывает, что точность поперечного сечения слитков, независимо от марки разливаемой стали, отлитых с продувкой аргоном, сохраняется по всей их высоте; овальность не превышает 0,2%; изгиб слитков отсутствует. Поверхность слитков, отлитых с продувкой аргоном, также независимо от марки разливаемой стали, характеризуется отсутствием видимых дефектов: заворотов корки, плен и шлаковых включений. Дополнительной обработки поверхности слитков (зачистки, вырубки по дефектам) перед дальнейшими переделами (ковкой, прессованием) не требовалось. Характерная поверхность слитков из стали марок 12ХН3А и 9Х2МФ, отлитых с продувкой аргоном, представлена на рис. 2.
б)
Рис. 2. Поверхность слитков диаметром 500 мм из стали марок:
а - 12ХН3А (справа – поверхность слитка, отлитого по обычной технологии без применения аргона);
б - 9Х2МФ
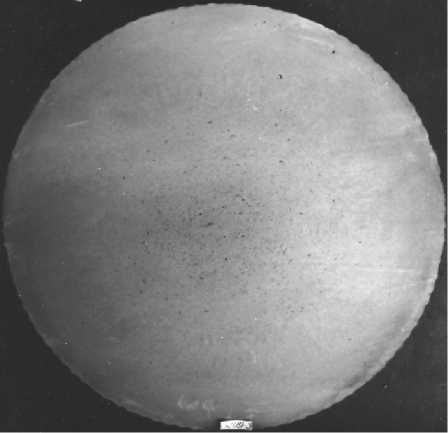
При переходе с обычной технологии на литьё слитков с продувкой аргоном, качество их поверхности улучшается. Макроструктура слитков и серный отпечаток по Бауману (поперечное сечение) из стали марки 9Х2МФ, отлитого с продувкой аргоном, представлены на рис. 3. Макроструктура слитков, плотная, без видимых дефектов, со слабо выраженной несплошностью в осевой зоне. Ликвация серы на серных отпечатках по Бауману не выявлена. Химический состав по высоте и сечению слитков из стали марок 12ХН3А и 9Х2МФ по основным элементам: углероду, марганцу, кремнию, хрому, никелю, молибдену, ванадию, однороден.
а)
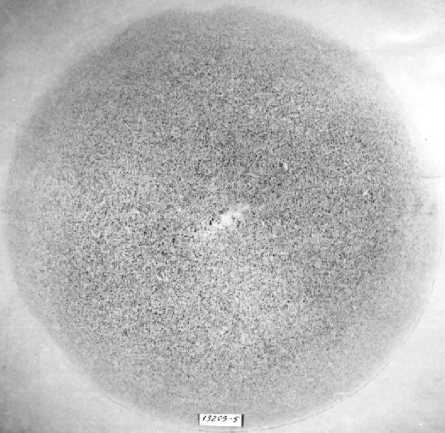
Рис. 3. Макроструктура слитка диаметром 500 мм (а) и серный отпечаток по Бауману (б) слитка диаметром 500 мм из стали марки 9Х2МФ
Основным видом неметаллических включений в слитках из стали марок 12ХН3А и 9Х2МФ, отлитых с продувкой аргоном, являются оксиды и сульфиды размером до 20 мкм, равномерно распределенные по высоте и сечению слитков. Отмечается некоторое увеличение объемного процента включений в осевой зоне слитков. Включения более крупных размеров в металле практически не встречаются. Данные по содержанию неметаллических, газовых включений и плотности в слитках из стали марки 9Х2МФ приведены в табл. 1.
Таблица 1. Содержание неметаллических включений, газов и плотность по высоте и сечению слитков диаметром 500 мм из стали марки 9Х2МФ, отлитых с продувкой аргоном
|
Марка стали |
Уровень отбора образцов от верха слитка, мм |
Место отбора образцов по сечению |
Содержание неметаллических включений, % объемн., в т.ч. |
Содержание газов, % в т.ч. |
Плотность, г/см3 |
||
|
оксиды |
сульфиды |
кислород |
азот |
||||
|
9Х2МФ |
350 |
край |
0,0224 |
0,0263 |
0,0029 |
0,0061 |
7,767 |
|
1/2R |
не опр. |
не опр. |
0,0026 |
0,0054 |
7,753 |
||
|
центр |
0,0387 |
0,0291 |
0,0033 |
0,0110 |
7,710 |
||
|
1100 |
край |
0,0210 |
0,0256 |
0,0031 |
0,0075 |
7,771 |
|
|
1/2R |
не опр. |
не опр. |
0,0016 |
0,0077 |
7,749 |
||
|
центр |
0,0355 |
0,0283 |
0,0030 |
0,0136 |
7.733 |
||
Кислород и азот по высоте и сечению слитков, отлитых с продувкой аргоном, распределены равномерно: их общее содержание находится в пределах 0,0016-0,0033% для кислорода и 0,00540,013% для азота. Плотность металла по высоте и сечению слитков, в том числе, в осевой зоне, отлитых с продувкой аргоном, находится в пределах 7,733-7,771 г/см3. Следует отметить, что продувка металла аргоном благотворно влияет на качество отливаемых слитков : при переходе с обычной технологии на литьё слитков с продувкой аргоном содержание неметаллических включений снижается на 15-25%, содержание газов – в 1,5-2,0 раза, плотность повышается на 10-15%.
Из слитков стали марки 12ХН3А, отлитых с продувкой аргоном, были изготовлены поковки номенклатуры опытного завода НИИПТмаш (плиты УСП - универсальных сборных приспособлений). Данные по переделу (ковке) слитков представлены в табл. 2-4.
Таблица 2. Результаты ковки слитков диаметром 500 мм из стали марки 12ХН3А, отлитых с продувкой аргоном
|
Количество проконтролированных слитков, щт |
Масса слитка, т |
Отходы, % |
Выход годного поковок, % |
|
|
верх |
низ |
|||
|
47 |
3,2 |
13,6-13,9 |
4,3-4,7 |
72,0-75,5 |
Таблица 3. Характеристика макроструктуры поковок из слитков стали марки 12ХН3А, отлитых с продувкой аргоном
|
Характеристика макроструктуры |
Результаты контроля |
|
|
шт. |
% |
|
|
бездефектная |
7 |
21,8 |
|
точечная неоднородность 1 – 2 баллов |
9 |
28,1 |
|
остатки дендритной структуры |
12 |
37,5 |
|
пятно темной травимости в центре |
2 |
6,3 |
|
пятно светлой травимости в центре |
3 |
9,4 |
|
остатки усадочной раковины |
3 |
9,4 |
|
послойная кристаллизация у поверхности |
1 |
3,1 |
|
центральная пористость 1 балла |
1 |
3,1 |
|
флокены |
1 |
3,1 |
Анализ представленных данных показывает, что выход годного поковок (плит УСП) из слитков, отлитых с продувкой аргоном, находится в пределах 72,0-75,5%, что в среднем на 10% выше в сравнении со слитками, отлитыми по обычной технологии (без продувки аргоном). Кованый металл стали марки 12ХН3А, отлитых с продувкой аргоном отличается, прежде всего, отсутствием пятнистой ликвации, шлаковых включений по сечению слитков, резким снижением количества темплетов с пятнами повышенной травимости в центре. Количество слитков с бездефектной макроструктурой возросло на 20%. Результаты механических испытаний кованого металла стали марки 12ХН3А показывают, что уровень механических свойств поковок из слитков, отлитых с продувкой аргоном, превышает на 14-20% свойства поковок из слитков, отлитых по обычной технологии (без продувки аргоном).
Таблица 4. Механические свойства поковок из слитков стали марки 12ХН3А, отлитых с продувкой аргоном
|
Механические свойства |
Среднее значение |
|
предел текучести σ т , МПа |
389 |
|
временное сопротивление разрыву σ в, МПа |
556 |
|
относительное удлинение δ, % |
24 |
|
относительное сужение ψ, % |
57 |
|
ударная вязкость KCU, кДж/м2 |
1674 |
Примечание: вид термической обработки - изотермический (противофлокенный) отжиг; направление образцов – поперечное; место отбора образцов – 1/3 радиуса от поверхности поковки; количество проконтролированных поковок – 18.
Выводы: обработка расплава аргоном при разливке и кристаллизации полунепрерывнолитых стальных слитков позволяет получать слитки правильной формы, с бездефектной поверхностью, плотной макроструктурой, без ликвации элементов. Содержание неметаллических включений (оксиды, сульфиды) снижается на 15-25%, содержание газов (кислород, азот) – в 1,5-2,0 раза, плотность повышается на 10-15%. Выход годного поковок повышается в среднем на 10% до 72,0-75,5%; кованый металл по макроструктуре и механическим свойствам удовлетворяет предъявляемым требованиям.
Список литературы Обработка расплава аргоном при кристаллизации и качество полунепрерывнолитых стальных слитков
- Ефимов, В.А. Физические методы воздействия на процессы затвердевания сплавов/В.А. Ефимов, А.С. Эльдарханов. -М.: Металлургия, 1995. 272 с.
- Ефимов, В.А. Технологии современной металлургии/В.А. Ефимов, А.С. Эльдарханов. -М.: Новые технологии, 2004. 784 с.
- Бровман, М.Я. Непрерывная разливка металлов. -М.: «ЭКОМЕТ», 2007. 484 с.
- Суворов, В.В. Улучшение качества крупных слитков, отлитых на МПНЛЗ с перемешиванием аргоном/В.В. Суворов, И.К., Марченко, Г.А. Хасин, Б.Я. Скорняков//Сталь. 1980. №4. С. 288-289.
- Марченко, И.К. Новые технологические процессы в полунепрерывном литье/И.К. Марченко, В.В. Аникеев, М.Я. Бровман и др.//Механизация и автоматизация работ в литейном производстве: сб. науч. тр. -Краматорск: НПО «НИИПТмаш», 1988. -С. 25-34.
