Общая технология производства порошково-констукционных материалов

Автор: Саидмахамадов Н., Давронова М., Юлдашева Ф., Шарипов М.
Журнал: Экономика и социум @ekonomika-socium
Рубрика: Основной раздел
Статья в выпуске: 4 (59), 2019 года.
Бесплатный доступ
В данной статье представлена технология производства высококачественных частиц с использованием одного или двух методов просеивания порошковых материалов, а также термических и химических методов твердых частиц порошкового металла с целью уменьшения пористости деталей. Термическая обработка, основанная на их марках, гранулах и способах прессования, имеет свои особенности.
Пресс, пресс-брикеты, углерод, структура, феррит, перлит, цементит
Короткий адрес: https://sciup.org/140242007
IDR: 140242007 | УДК: 062
General technology for the production of powder materials
This article introduces the technology of producing high-quality particles by using one or two sieving methods of powder materials, and thermic and chemical methods of powder metal solids in order to reduce porosity in the details. Thermal treatment, based on their brands, granules and pressing methods, has their tempratures.
Текст научной статьи Общая технология производства порошково-констукционных материалов
Фарғона политехника институти талабаси Аннотация: Ушбу мақолада кукун материалларидан бир ва икки томонлама пресслаш усуллари орқали сифатли деталлар тайёрлаш технологияси келтирилган бўлиб, бундан ташқари деталлардаги ғовакликни камайтириш мақсадида кукун металларини термик ва кимёвий усуллари кўриб чиқилган. Термик ишлов беришда металларнинг маркаларига, донадорлигига ва пресслаш усулларидан келиб чиқиб, уларнинг темпратуралари келтириб ўтилган.
Калит сўзлари: пресс, пресс-брикет, углерод, структура, феррит, перлит, цементит, углерод
Кукун конструкцион материалларни ишлаб чиқариш технологик усулларини танлашда асосан ишлаб чиқарилаётган материалнинг юклама даражасига қараб танланади. Юклама даражаси ортиши билан уни ишлаб чицариш технологияси мураккаблашиб боради. Кукун конструкцион материаллар ишлаб чицаришдаги умумий технологик схемаси 1-расмда келтирилган.
Купгина холатларда кичик юкламалар шароитида ишловчи кукун конструкцион материалларини ишлаб чицариш совуц холда бир томонлама пресслаш йули билан шаклланиб, шаклланган пресс-брикетлар химоя атмосферасида циздириб, пишириш усулида тайёрланади. Оддий ва ўрта юкламалар таъсирида ишлайдиган кукун конструкцион материаллар икки томонлама совуц ёки циздириб шакл бериш орцали ишлаб чицарилади, биринчи усулда шакл берилган пресс-брикет циздириб пишириш жараёнида ўтказилади. Иккала ҳолда ҳам материалга термик ёки кимёвий термик ишлов берилади.
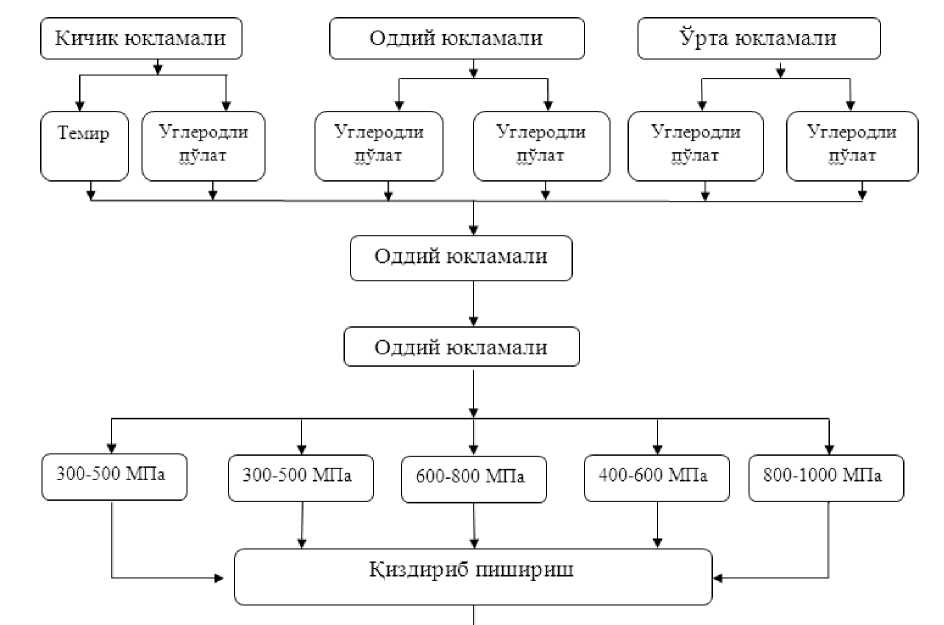
1-расм. Кукун конструкцион материалларни ишлаб чиқариш технологик схемаси.
Кичик ва оддий юкламага эга бўлган кукун конструкцион материаллар ишлаб чиқариш технологияси
Кичик ва оддий юкламали конструкцион кукун материаллари асосан темир ёки углеродли пўлат кукунларини совуқ ҳолда бир ва икки томонлама пресслаш ва прессланган шаклларни қиздириб пишириш орқали ишлаб чиқарилади. Бунда пресслаш босими 300–500 МПа атрофида белгиланиб, қиздириб, пишириш ҳарорати эса кукун таркибига қараб 1050–1200оС да белгиланади.
Кичик юкламали конструкцион деталлар қиздириб пиширилгандан кейин ишчи юзаларига механик ишлов бериб, геометрик аниқликга эришилади. Бунда уларга термик ишлов берилмайди. Таркибидаги углерод миқдорига қараб уларнинг структураси ферритли, феррит-перлитли ёки перлитли бўлиши мумкин. Бундан ташқари уларнинг структурасида қолдиқ ғовакликлар бўлиб, уларнинг геометрик шакли материалнинг механик хоссаларига тубдан таъсир кўрсатади. Масалан: ўткир бурчакга эга бўлган ғовакликлар материални ишлаш давомида дарзлар пайдо бўлишига олиб келади. Шунинг учун улардаги ғовакликлар эллипс шаклида ёки айланасимон булишлигини таъминлаш керак. 2-расмда кукун конструкцион материалларининг структураси кўрсатилаган.
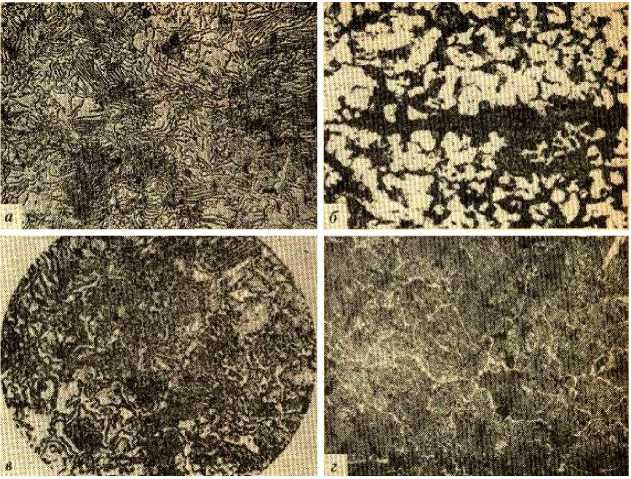
2-расм. Кукун конструкцион материалларнинг структураси: а - перлит; б - ферритли; в - перлит-ферритли; г - перлит ва цементит панжараси.
Структурасидаги колдик Fоваклик шаклини узгартириш материални ишлаб чиқаришда қандай шаклга эга бўлган кукун ишлатилганлигига боғлик. Агар хомашё сифатида майда қириндисимон темир кукунлари ишлатилган бўлса ғоваклик ўткир бурчакли қирралар ҳосил қилади. Бундай материалнинг хоссаси мурт материал хоссасига якинрок булади. Агар хомошё сифатида қайта тикланган усулда ишлаб чиқарилган темир кукунлари ишлатилган булса, пресслаб шакл берилгач, унда говакликларнинг барча турлари киррали х,ам эллипс шаклида ва х,аттоки айланасимон ғовакликларга эга бўлади аммо қиздириб пишириш жараёнида қайта тикланган темир кукунлари ҳосил қилган қирралар ўтмаслашиб бир заррачадан иккинчи заррачага ўтиш жойларида айлана ҳосил бўлиб ўткир бурчаклар йўқолади. Агар материал эритиб сепилган кукунлардан ишлаб чиқарилган бўлса унда мутлақо ўткир қирраларга эга бўлган ғовакликлар бўлмайди. Чунки эритиб сепилган кукун заррачаларнинг шакли сферасимон бўлиб, унда қиррали ғовакликлар ҳосил бўлиш имкони йўқ.
Фақат темир кукунидан ишлаб чиқарилган кичик юкланишлар шароитида ишловчи деталларнинг механик хоссаси жуда паст бўлиб улар 25–16% ғовакликга эга бўладилар. Агар темир кукунга 0,1 дан 0,9% углерод кукуни киритилса, уларнинг механик хоссалари тубдан яхшиланиб қуйидаги хоссаларга эга бўлиб оладилар: чўзилишдаги мустаҳкамлик чегараси 100–120 МПа, қаттиқлиги 500–800 МПа. Кичик юкламали конструкцион деталлар асосан СП1-1, СП30-1, СП7-1 ва СП90-1 маркали кукунлардан ишлаб чиқарилади.
Оддий юкламали конструкцион кукун материаллари асосан углеродли ва кам легирланган пўлат кукунларидан ишлаб чиқарилади. Кукунлар 500–800 МПа босим билан пресслаб шаклланади ва қиздириш ҳарорати 1100–1200оС атрофида белгиланади. Гоҳида оддий юкламаларга эга бўлган деталларга юқори мустаҳкамлик ва қаттиқликни таъминлаш мақсадида улар кетма-кет прессланади ва қиздириб пишириш жараёнидан ўтказилади.
Ўрта ва оғир юкламага эга бўлган кукун конструкцион материаллар ишлаб чиқариш технологияси
Бундай конструкцион кукун материалларни ишлаб чиқариш учун хомашё сифатида асосан углеродли ва легирланган пўлат кукунлари қўлланилади. Ўрта юкламага эга бўлган кукун конструкцион материалларни ишлаб чиқариш, кичик ва оддий юкламалилардан фарқ қилади. Бунда улардан фарқли равишда шаклланиш жараёни икки томонлама бўлади. 3-расмда бир ва икки томонлама пересслаш усули кўрсатилган. Бир томонлама пресслашда ҳаттоки юқори босимларда ҳам ғоваклик миқдори 7% да камайтириш иложи йўк. Шунинг учун икки томонлама пресслаш усулидан фойдаланилади ва пресслаш босимини 600– 800 МПа қийматларда танланилади. Бундан ташқари икки томонлама пресслаб яъни пресслаш жараёнида қиздириш натижасида унинг ғоваклиги мутлақо йўқотиш имкони туғилади. Шунинг учун ўрта ва оғир юкламали деталларни тайёрлашда айнан шу усуллардан фойдаланилади. Тайёр бўлган деталларнинг яна хоссаларини ошириш мақсадида уларга термик ёки кимёвий термик ишлов берилади.
Кукун конструкцион материалларга термик ёки кимёвий термик ишлов бериш анъанавий усулларда ишлаб чиқарилган деталларга термик ёки кимёвий термик ишлов беришдан унчалик фарқ қилмайди, фақат фарқи қиздириш жараёнида ҳимоя атмосфераси бўлишлиги таълаб этилади.
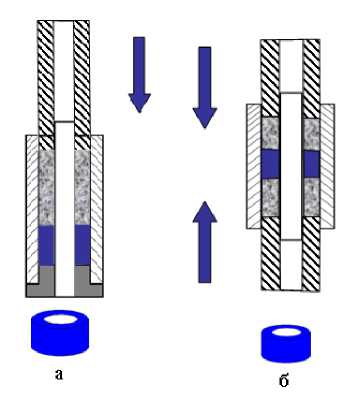
3-расм. Бир (а) ва икки (б) томонлама пресслаш
Ўрта юкламаларга мўлжалланган кукун конструкцион материаллар асосан совуқ ҳолда икки томонлама пресслаш, қиздириб пишириш ва кимёвий термик жараёнидан ўтказилиб ишлаб чиқарилади. Бунда унинг қолдиқ ғоваклиги кўпи билан 2 – 5% ташкил этсада, у талаб этилган юқори физик-механик хоссаларга эга бўлиб олади. Бундай материалларнинг термик ишловдан кейинги структураси мартенсит ёки троостит фазаларидан ташкил топган бўлади. Легирланган пўлат кукунларидан ишлаб чиқарилган ўрта юкламаларга мўлжалланган деталларнинг чўзилишдаги мустаҳкамлик чегараси 200-580 МПа ташкил этиб, қаттиқлиги НRC 45-52 бирлик атрофида бўлади. Бундай технологияда ишлаб чиқарилган ўрта юкламага мўлжалланган деталларнинг ишчи юзалари колибрлаш жараёнидан ўтказилади, бунда деталнинг геометрик ўлчам аниқлиги ошади ва унинг зичлиги яна 1-3% ортади.
Оғир юкламаларга мўлжалланган конструкцион кукун материалларни ишлаб чиқаришда асосан юқори механик хоссаларни берувчи хомашё кукунларида фойдаланилади. Пўлат кукунларидан ишлаб чиқарилган кукун материалларнинг механик хоссалари фақат унинг ғоваклигига боғлиқ эканлигини аниқланди. Демак темир асосли кукунлардан юқори механик хоссаларга эга конструкцион кукун материалларни ишлаб чиқариш учун иложи борича материалда қолдиқ ғоваклик мутлақо бўлмаслигини таъминлаш зарур. Бунга эришишнинг бир нечта усуллари бўлиб, улар қуйида келтирилган:
1-усул: углеродли ва легирланган пўлат кукунларидан, ғоваклиги 1525% га тенг бўлган каркасли (ўзак) ишлаб чиқариш ва уни эриш температураси нисбатан паст бўлган металлар билан тўйинтириш. Бунинг натижасида унинг ғоваклиги мутлақо йуқолиб механик хоссаси кескин ортади. Ғовак каркасни эриган металлга тўйинтиришнинг икки усули топилган бўлиб уларга: эриган металлга ғовак каркасни ботириб яна уларни биргаликда қиздириш ва ғовак каркасни эриган металлга ботириб яна уни пресслаш. Иккала ҳолда ҳам ғовак материалнинг ғоваклиги эриган металл билан тўлдирилади. Аммо бу усулнинг асосий камчилигига жараён ҳимояланган муҳитларда бўлиб ўтиши керак: буни таъминлаш эса технологик жараённинг таннархини ошишига олиб келади.
2-усул: бу усул Украинанинг олими А. Кипорисов томонидан топилган бўлиб, ғовак каркасни ўртача ғоваклик қийматига эга бўлган енгил эрувчан металл бўлаги кесиб олинади ва ғовак каркас устига жойлаштирилиб, бирга печда қиздирилади. Буни натижасида эритилаётган металл хеч қачон оқиб тўкилиб кетмасдан аста секин ғовак каркасга сингиб боради. Ҳозирги пайтда айнан шу усул ишлаб чиқаришда кенг тарқалган. Аммо юқорида кўриб чиқилган усуллар конструкцион кукун материалларни ишлаб чиқаришдаги асосий талабга жавоб бермайди, яъни гомоген структурага эмас, гетроген структура ҳосил бўлишига олиб келади.
3-усул: пресслаб-шакллаш жараёнида кукунларни қиздириш усули бўлиб, ҳозирда бу усул кенг тарқалган усуллардан бири бўлиб келмокда. Бу усулнинг ўзига яраша ютуқлари бўлсада унинг камчилиги жуда кўп. Масалан: қиздириш ҳарорати 1200-1400оС бўлгани учун прессланаётган кукунлар ҳимояланган, пресс-шакл деталлари эса юқори иссиқбардош материаллардан ясалган бўлиши керак. Агар юқоридаги кўрсаткичлар таъминланган бўлсада, унинг унумдорлиги жуда кичик бўлиб қолмокда. Оғир юкламали конструкцион деталларни ишлаб чиқаришдаги қиздириб пресслаш босими 800-1000 МПа ташкил этади.
Аммо юқорида кўриб чиқилган чора тадбирларни қўллаб кукун конструкцион материал ишлаб чиқарилганда ҳам у анъанавий усулда ишлаб чиқарилган деталларнинг таннархидан анча арзон туради.
4-усул: кукунларнинг зичланиш даражасига кукуннинг ўлчами катта таъсир кўрсатади. Шунинг учун юқоридаги муаммоларни бартараф этиш мақсадида кукун металлургиясида иложи борича жуда майда кукунларни ишлатиш анъанага кира бошлади. Бу анъана ўтган асрнинг 80-85 йилларида кўпроқ қўлланила бошлади. Масалан: олдин жуда майда “М” ҳарфи билан белгиланган кукунлар қўллана бошланди. Уларнинг энг йирик ўлчами 0,5-0,1 мкм ёки 10-7 метрга тенг бўлган. Бундай кукунларни қўллаш оддий бир томонлама пресслашдаёқ ғоваклик 7% дан 1% камайтириш имконини туғдирган. Ундан кейин ультра майда “УД” кукунлар, ўлчами кўпи билан 0,05-0,01 мкм ёки 10-8 метр устида ишлар олиб борилди. Олинган натижа кутилаётгандан ҳам ошиб тушди. Оддий усулда прессланган шу кукунлар мутлақо ғоваксиз бўлиб анъанавий усулда ишлаб чиқарилган материалларнинг механик хоссаларидан 2-5 баробаргача юқори натижани берди. Бу дегани анъанавий усулда ишлаб чиқарилган жуда мустаҳкам пўлатнинг чўзилишдаги мустаҳкамлиги 1900 МПа га тенг бўлса, худди шу пўлатнинг ультра майда кукунларидан ишлаб чиқарилган детал материалнинг чўзилишдаги мустаҳкамлиги камида 6650 МПа ташкил этади.
5-усул: кукунни майдалаш шу қадар ривожланиб кетдики: буни натижасида XX-асрга келиб, ўлчами 10-9 метр ёки ҳозирги замон тилида нано кукунлардан материаллар ишлаб чиқариш вужудга келди. Бундай кукундан олинган материалларнинг хоссалари оддий кукундан ишлаб чиқарилган материаллардан кескин ва тубдан фарқ қила бошлади. Бундай материалларга нано структурага эга бўлган материаллар деб ном берилди ва у алоҳида йўналиш бўлиб чиқиб кетди. Нано структура эса алоҳида ўрганиладиган йўналиш бўлиб шаклланди. Қисқача шуни айтиш керакки, нано структурага эга бўлган материалнинг хоссалари оддий кукунлардан ишлаб чиқарилган материаллар хоссаларидан деярли 5-10 баробар фарқ килиши мумкин.
Фойдаланилган адабиётлар
-
1. Peter Beeley, “Foundry Technology”, Butter Worth Heinemann, 2nd ed., 2001 2. R. Monroe, “Porosity in Castings”, American Foundry Society, Paper 05245(04), 2005
-
3. Dr. R.L. Naro, “Porosity Defects in Iron Castings from Mould-Metal Interface Reactions” Paper (99-206) March 15, 1999 http://www.cn-steelpipe.net/stainless-steel-news/IC44D.html Casting Defects in Steels”, Update 2008-7-21
-
4. Бекмирзаев Ш., Саидмахамадов Н., Убайдуллаев М. Теория и практика современной науки №6(1), август, 2016 г. стр 112-115.
"Экономика и социум" №4(59) 2019
Список литературы Общая технология производства порошково-констукционных материалов
- Peter Beeley, "Foundry Technology", Butter Worth Heinemann, 2nd ed., 2001
- R. Monroe, "Porosity in Castings", American Foundry Society, Paper 05-245(04), 2005
- Dr. R.L. Naro, "Porosity Defects in Iron Castings from Mould-Metal Interface Reactions" Paper (99-206) March 15, 1999 http://www.cn-steelpipe.net/stainless-steel-news/IC44D.html Casting Defects in Steels", Update 2008-7-21
- Бекмирзаев Ш., Саидмахамадов Н., Убайдуллаев М. Теория и практика современной науки №6(1), август, 2016 г. стр 112-115.
