Обзор исследований влияния параметров профилирования листовых заготовок и последующей высокочастотной индукционной сварки на геометрию, структуру и свойства сварного шва

Автор: Я.А. Ерисов, А.Н. Судоплатов
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6 т.27, 2025 года.
Бесплатный доступ
Выполнен обзор современных исследований, посвящённых влиянию параметров профилирования и высокочастотной индукционной сварки на структуру и свойства сварных профилей, изготавливаемых из листовых заготовок. Приведены результаты численного моделирования и экспериментальных работ, раскрывающих влияние геометрии кромок, усилия сжатия, частоты и мощности тока, положения индуктора и скорости линии на температурное поле и формирование шва. Например, оптимизация силы сжатия и положения индуктора позволяет снизить энергопотребление на 5-6%, уменьшить ширину зоны термического влияния и повысить однородность структуры. Обобщены закономерности изменения микроструктуры, твердости и прочностных характеристик при варьировании частоты тока и угла схождения кромок. Рассмотрены перспективные подходы к математическому моделированию, включая мультифизические модели и методы машинного обучения, обеспечивающие прогнозирование свойств сварного шва и повышение эффективности процессов формообразования и сварки.
Высокочастотная индукционная сварка, профилирование, параметры формообразования, параметры сварки, сварной шов, механические свойства, микроструктура
Короткий адрес: https://sciup.org/148332839
IDR: 148332839 | УДК: 621.777.2-4 | DOI: 10.37313/1990-5378-2025-27-6-12-20
Review of Studies on the Infl uence of Sheet Workpiece Roll Forming Parameters and Subsequent High-Frequency Induction Welding on the Geometry, Structure, and Properties of the Weld Joint
A review of recent studies is presented on the infl uence of roll forming and high-frequency induction welding parameters on the structure and properties of welded profi les produced from sheet workpieces. The results of numerical simulations and experimental investigations are summarized, revealing the effects of edge geometry, compression force, current frequency and power, inductor position, and line speed on the temperature fi eld and weld formation. For example, optimization of the compression force and inductor position can reduce energy consumption by 5–6%, decrease the width of the heat-affected zone, and improve structural uniformity. The regularities of changes in microstructure, hardness, and mechanical properties with variations in current frequency and edge convergence angle are generalized. Promising approaches to mathematical modeling are discussed, including multiphysics models and machine learning methods that enable prediction of weld properties and improvement of the effi ciency of forming and welding processes.Keywords: High-frequency induction welding, profi ling, forming parameters, welding parameters, weld characteristics.
Текст научной статьи Обзор исследований влияния параметров профилирования листовых заготовок и последующей высокочастотной индукционной сварки на геометрию, структуру и свойства сварного шва
Высокочастотная индукционная сварка – наиболее распространенный процесс сварки, широко используемый в различных отраслях промышленности (автомобильная промышленность, энергетическая промышленность, производство компонентов бытовой техники, металлообработка, строительная промышленность), так как имеет высокую производительность и обеспечивает высокое качество сварного шва [1, 2].
Высокочастотная сварка применяется в производстве прямо- и спиральношовных труб из черных и цветных металлов, оболочек электрических кабелей, в приварке ребер, изготовлении профилей [3], конусных заготовок для различных применений, цилиндрических деталей, компонентов кузова и элементов автомобиля [2], корпусов и деталей для бытовой техники. Последней технологической тенденцией является применении высокочастотной сварки при изготовлении труб больших диаметров до 660 мм и толщины стенок до 25 мм [4].
Свариваемыми материалами являются: углеродистые стали, нержавеющие стали, легированные стали, алюминий и его сплавы, медь и медные сплавы, титан и золото [4].
Наиболее широкое распространение высокочастотная индукционная сварка получила в профилировании и изготовлении труб и профилей [2,5]. В этом случае технологический процесс включает изменение формы листовой заготовки в роликах, далее прохождение заготовки через индукционную катушку и нагрев заготовки, затем смыкание контура прижимными роликами, и сваривание. При этом электрическое напряжение индуцируется на краю кромок заготовки непосредственно перед смыканием контура в узком зазоре прижимных роликов. Это напряжение заставляет ток, индуцированный вдоль кромок, течь к точке соединения кромок, что приводит к быстрому нагреву и расплавлению металла. Сила, создаваемая прижимными роликами, заставляет расплавленный металл соединяться с обеих сторон, формируя сварной шов. Сжимающая сила выталкивает излишки расплавленного металла, содержащие в т.ч. примеси, из сварного шва, что приводит к образованию структуры шва, схожей с микроструктурой, получаемой в результате прокатки, а не с типичной структурой, возникающей в большинстве свароч ных процессов [4].
Преимуществами высокочастотной индукционной сварки являются: высокая скорость сварки, высокая энергоэффективность процесса, слабое термическое воздействие на прилегающие к сварному шву участки заготовки (снижается риск термического повреждения и коробления). Последнее обеспечивается точностью подвода тепла в требуемую область изделия как по толщине, так и по длине [5] и малым временем нагрева, что позволяет получить локальное плавление материала до того, как тепло из области нагрева распространится по всему объему материала [4].
Недостатками высокочастотной индукционной сварки являются: ограничение толщины свариваемой заготовки, высокая стоимость оборудования, тщательная подготовка кромок заготовки, включая их очистку и выравнивание. Не все материалы подходят для индукционной сварки и для некоторых требуется дополнительная предварительная обработка. Кроме того, сварной шов, полученный посредством высокочастотной индукционной сварки, имеет относительно низкую вязкость [6].
Для обеспечения прочности и долговечности соединения, полученного посредством высокочастотной индукционной сварки, важное значение, имеют структура и свойства сварного шва. На качество сварного шва влияют следующие параметры: геометрия кромки заготовки, частота тока при сварке, сила прижимного ролика, мощность сварки, химический состав сплава, теплопроводность материала заготовки, длина и угол V-образного зазора, скорость сварки, форма индуктора, расстояния от индуктора до точки сварки, температура сварки [1, 4-10].
Если при высокочастотной индукционной сварке используются неоптимальные параметры образуются два основных дефекта. Дефект «холодного» шва и проникающие дефекты [11]. «Холодный» шов – это дефект, возникающий при низком тепловом воздействии, когда скорость смыкания V-образного зазора превышает скорость плавления, т.е. сварочная точка формируется близко к точке смыкания. Проникающий дефект образуется при высокой температуре, когда подвод тепла больше оптимального.
В связи с этим большое количество исследований направленно на изучение изменения свойств и структуры листовых заготовок при формообразовании гибкой и последующей индукционной сварке.
Исследования влияния параметров формообразования и сварки на распределение температуры и геометрию сварного шва описаны в публикациях: M. Ghaffarpour и др. [7], A. Bardelcik и др. [1], Z. Techmanski [8], J.I. Asperheim и др. [12], L. Xiaodong и др. [13], W. Ebel и др. [14], C. Egger и др. [15], C. Kang и др. [6]. Исследования влияния параметров формообразования и сварки на структуру и свойства сварного шва описаны в публикациях: M. Ghaffarpour и др. [7], A. Bardelcik и др. [1], M. Sabzi и др. [9], K. Davis и др. [10], Н.В. Джалалзаде и др. [5], Z. Techmanski [4, 8], C. Egger и др. [15, 16], технический обзор NASA [17]. Исследования оптимальных режимов формообразования и высокочастотной индукционной сварки описаны в публикациях: S.W. Cheng и H. Zhang [2], А.Ю. Саламатова [18], M. Sabzi и др. [9], Z. Techmanski [8].
Долгое время процесс высокочастотной индукционной сварки изучался на основе аналитических выражений: посредством расчёта распределения тока внутри трубы [19, 20]. С развитием компьютерных технологий аналитические методы были заменены методом конечных элементов (моделирование тепловых, электромагнитных процессов, упругопластического деформирования металлов) посредством программных продуктов таких как Ansys [13, 16], Comsol Multiphysics [7, 5, 10], MSC Marc/Mentat [15]. Одними из первых кто выполнил численное моделирование процесса профилирования труб являются: M. Masuda и др. [21], C. Wen и R.J. Pick [22], M. Kiuchi и др. [23] и M. Salmani Tehrani и др. [24]. В последние годы в исследовании процесса начинают применять машинное обучение и компьютерное зрение для прогнозирования параметров процесса на основе анализа имеющихся данных [2] и автоматического мониторинга качества сварных швов соответственно.
Данная статья посвящена обзору и систематизации исследований применения процесса высокочастотной индукционной сварки при профилировании.
ВЛИЯНИЯ ПАРАМЕТРОВ ФОРМООБРАЗОВАНИЯ И СВАРКИ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУРЫ И ГЕОМЕТРИЮ СВАРНОГО ШВА
В [8] исследовано влияние сил прижатия кромок и положения индуктора относительно точки сварки при производстве труб диаметром 323,9 мм и толщиной стенки 5,6 мм из стали P235GH. Сила сжатия задавалась через расстояние между прижимными роликами 1,85 мм и 2,35 мм соответственно. При этом индуктор находился на расстоянии 50 мм и 20 мм от точки сварки.
Установлено, что температура в точке сварки повышалась на 54oС за счёт более сильного сжатия кромок, что приводило к снижению расхода электроэнергии. Тот же эффект дало уменьшение расстояния индуктора относительно точки сварки. За счёт оптимизации силы сжатия и положения индуктора удалось снизить потребление энергии примерно на 5,5%. При этом микроструктурные исследования сварных швов не выявили каких-либо негативных последствий оптимизации.
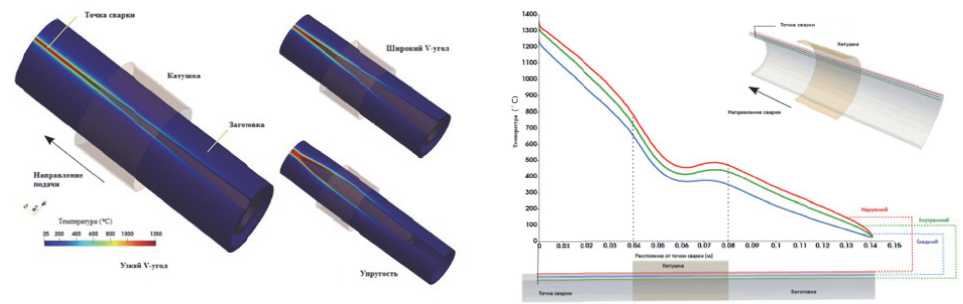
В [12] предложен новый аналитический подход, который позволяет рассчитывать изменяющуюся скорость подачи заготовки в зависимости от угла схождения кромок заготовки, а также учитывает упругую деформацию. Расчёты показали, что сначала нагреваются углы полосы и по мере приближения к точке сварки формируется характерная форма зоны термического влияния в виде песочных часов, при этом снижение температуры в середине заготовки вызвало разделение токов в двух противоположных направлениях (рисунок 1). При уменьшении толщины заготовки форма зоны термического влияния в виде песочных часов менее выражена.
а
б
Рисунок 1 – Распределение температуры вдоль (а) и по толщине кромки (б) [12]
В [13] выполнен тепловой расчёт в программе Ansys, процесса сварки профиля размером 16х2х2 мм, толщиной 0,3 мм, из трехслойного композитного алюминиевого сплава 7072/3003/4343. Установлено, что при сварке формируется стабильное температурное поле за очень короткое время, а зона термического влияния является очень узкой, при этом температура резко возрастает, а затем незначительно снижается, далее достигая «плато».
В [14] проведено конечно-элементное моделирование высокочастотной индукционной сварки плакированных труб. Моделирование проводилось на комбинации плакирующего материала S355 и сплава 625 с сильно различающимися свойствами. В результате определены оптимальные параметры (частота тока, скорость линии) для высокочастотной индукционной сварки как для одночастотной, так и для двухчастотной сварки.
В [15] разработана трехмерная модель для моделирования методом конечных элементов процесса производства труб, состоящего из профилирования и высокочастотной индукционной сварки. Мультифизическая модель основана на методе двойной сетки. Для движущейся трубы в модели моделируется: электромагнитное поле, температурное поле, упругопластическая деформация и фазовые превращения материала. Моделирование выполнялось посредством программы MSC Marc/ Mentat. Рассчитаны индукционные токи и выделяемое тепло на основе реальных свойств трубы. Экспериментальная проверка показала, что наибольшее отклонение значения температуры составляет менее 100oС. Моделирование позволило с погрешностью менее 0,15 мм прогнозировать геометрию профиля трубы в процессе и после сварки.
В [6] проведена оптимизация параметров процесса высокочастотной индукционной сварки и проанализированы причины возникновения дефектов сварки. Установлено, что под действием скин-эффекта распределение температуры при разных углах схождения в электромагнитном поле при одинаковой частоте тока индуктора имеет форму цилиндра, но чем меньше угол, тем выше эффективность нагрева и тем быстрее поднимается температура. В электромагнитном поле с различными частотами тока более высокая частота тока может ускорить нагрев, однако увеличение толщины стенки может привести к дефектам сварки. Регулируя два параметра угол схождения и частоту тока, было проверено, что результаты численного моделирования соответствуют экспериментальным данным.
В [2] на основе машинного обучения определены рабочие диапазоны высокочастотной сварки алюминиевых труб. В исследовании использовались статистические данные, полученные на производственном предприятии в течение полутора лет с использованием однотипных алюминиевых листов. Для анализа сварные швы были разделены на три типа: «норма» - линия шва четкая, тонкая и однородная; «недогрев» - недостаточный нагрев, плохое соединение или даже соединение отсутствует; «перегрев» - слишком большая подача тепла, большая часть металла уходит в виде шлаков и заусенцев, следы подгорания на поверхности. Контролируемыми параметрами процесса являлись скорость линии и мощность тока. Также учитывались дополнительные факторы: регулировка/за- мена индуктора, положение прижимного ролика, смена рулона, температура, рабочая смена и др. Установлено, что дополнительные факторы оказывают основное влияние, но не взаимодействуют друг с другом и параметрами процесса, а только смещают границы зон «перегрев» - «норма», «норма» - «недогрев» вверх или вниз, но не меняют форму границ.
В [5] проведено моделирование методом конечных элементов в программе Comsol Multiphysics сварки цилиндрических алюминиевых изделий. При этом варьировались параметры геометрии индуктора и их влияния на нагрев области сварки. Проведенные исследования позволили рекомендовать конструкцию и геометрию индуктора, обеспечивающую заданный уровень нагрева.
В [7] исследовано влияние геометрии кромки заготовки. Рассматривались три образца из стального листа марки L 210 с разными видами геометрии кромок (рисунок 2). Посредством конечно-элементного моделирования в программе Comsol, исследовано распределение температуры на кромках при формообразовании и сварке труб диаметром 165,2 мм. Параметры сварки (сила тока, частота тока и скорость движения) принимали постоянными. На основании изотермических диаграмм, установлено, что наилучшие формы кромок В и С (рисунок 3), которые обеспечивают наименьший температурный градиент. Таким образом, за счёт изменения формы кромок можно уменьшить ширину сварного шва, снизить температурный градиент, уменьшить зону термического воздействия.

Рисунок 2 - С хема обработки кром о к образцов:
a = 5 мм, b = 1,5 м м , с = 2 мм, d = 1,75 мм, а = 6°, р = 2 4 °, б = 53°, 0 = 14° и ^ = 10° [7]

Рисунок 3 - Распре д еление температуры в виде изоте р мических л иний в об р азце С: мощнос т ь 123 кВт (а) и 179 кВт (b) [7]
В разделе приведены результаты теоретических, численных и экспериментальных исследований, посвящённых влиянию геометрии кромки, силы прижатия, положения индуктора и частоты тока на распределение температуры в зоне сварки. Показано, что оптимизация этих параметров позволяет снизить энергозатраты до 5-6%, уменьшить температурный градиент и зону термического влияния, обеспечивая более равномерное формирование сварного шва. Особое внимание уделено верифицированным моделям на основе метода конечных элементов, демонстрирующим высокую точность прогнозирования температурных полей и геометрии шва.
ВЛИЯНИЕ ПАРАМЕТРОВ ФОРМООБРАЗОВАНИЯ И СВАРКИ НА СТРУКТУРУ И СВОЙСТВА СВАРНОГО ШВА
В [7] показано, что изменение геометрии кромки образца при индукционной сварке приводит к уменьшению размеров зёрен в зоне шва и зоне термического влияния. Ширина шва у образцов без подготовки кромки во внутренней части шва больше, чем в наружной части, тогда как у образцов с подготовкой кромки верхняя и нижняя часть шва имеет одинаковую ширину. Полученная зона сварного шва у образов с подготовкой кромки имеет более равномерную ширину в центре, верхней и нижней частей сварного шва.
В [1] исследовано изменение частоты тока на характеристики сварного шва труб из стали TRIP690, микроструктуру и показатели разрушения. Были исследованы 4 частоты 1,0; 1,17; 1,26; 1,35, где 1,0 соответствует частоте 300 кГц. При этом на относительной частоте 1,35 усилие прижимного ролика было увеличено на 14%. Установлено, что распределение твердости по шву для образцов, изготовленных при низкой и средней частоте, мало отличается, в то время как при высокой частоте наблюдается более узкая ширина сварного шва, что определяется зоной постоянной твердости около 325 HV300. Формирование такой зоны вызвано задержкой превращения мартенсита, из-за более низкой температуры сварки. Увеличение ширины сварного шва наблюдалось при более высоком усилии прижимного ролика, что привело к большей аустенизации на кромке листа и повлияло на кинетику фазового превращения. Сделан вывод, что увеличение частоты приводит к более низкой температуре сварки.
В [9] исследовано влияние частоты тока (150, 200 и 250 кГц), силы сжатия (2, 4 и 6 баллов) и угла схождения (3°, 5° и 7°) при высокочастотной сварке на механические свойства сварного шва труб диаметров 16 дюймов из стали API X52. Установлено, что сварка с частотой тока 150 кГц обеспечивает высокие механические свойства (предел прочности, ударная вязкость, жесткость, пластичность, эластичность), сварка с частотой тока 250 кГц – самые низкие свойства. Сила сжатия 4 балла обеспечивает высокие механические свойства, при силе сжатия 6 баллов наблюдается хрупкое разрушение шва и низкие механические свойства. Угол схождения 5°, обеспечивает высокие механические свойства, тогда как угол 7° - низкие механические свойства. Полученные результаты хорошо коррелируют с макроструктурой образцов: так при угле схождения 5° наблюдаются наиболее однородная структура.
В [10] проведён анализ взаимного влияния частоты тока, мощности тока, скорости линии и химического состава стали на качество сварного шва при высокочастотной индукционной сварке. Данные для исследования были получены от 92 предприятий по всему миру и охватили широкий диапазон марок сталей (от HSLA до легированной стали), а области применения включали трубы, в т.ч. холодильные и автомобильные компоненты, профили и т.д.. Диаграмма на рисунке 4 иллюстрирует тенденцию к использованию меньшей мощности при более высоких скоростях линии и более тонких стенках, но по мере увеличения толщины стенок разброс данных значительно увеличивается.
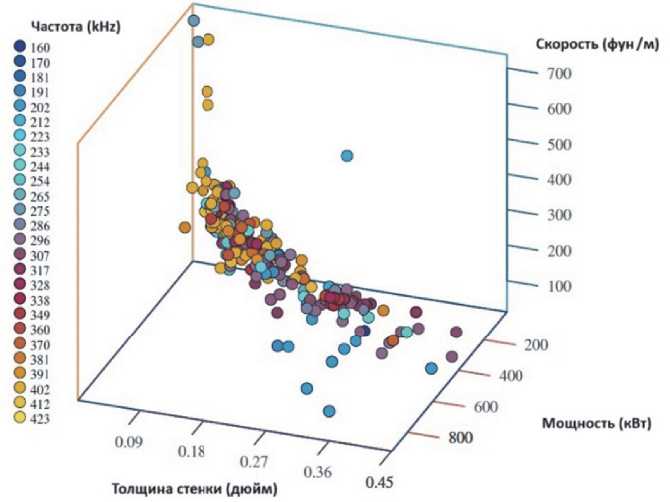
Рисунок 4 - Взаимосвязь параметров высокочастотной индукционной сварки [10]
Установлено, что крупнозернистая зона термического влияния является результатом прямого нагрева токами высокой частоты [10]. При этом ширина крупнозернистой зоны, а также размер термического влияния определяется частотой тока, а не мощностью сварки. Мелкозернистая и двухфазная область зоны термического влияния формируется за счёт отвода тепла от края полосы. Ширина этих областей зависит от длины участка схождения кромок и скорости линии, вне зависимости от частоты и мощности.
В [8] на основании результатов металлографического анализа показано, что при сварке труб из стали P235GH формируется зональная структура, размеры зон которой определяются мощностью тока, усилием сжатия и расстоянием индуктора до точки сварки. Увеличение усилия сжатия увеличивает угол изгиба линии течения металла, что приводит к выдавливанию включений из сварочного шва. Приближение индуктора к точке сварки приводит к уменьшению размеров зоны термического влияния.
В [4] предложена модель расчёта энергии необходимой для сварки труб в диапазоне скоростей от 20 м/мин до 40 м/мин и диаметром от 114,3 мм до 168,3 мм и от 219,1 мм до 323,9 мм из стали P235GH для получения оптимальной микроструктуры и геометрии сварного шва. Модель определяет зависимость коэффициента мощности P/V, где P – мощность [кВт], V – скорость линии [м/мин], от толщины стенки трубы. Отношение P/V увеличивается с увеличением толщины стенки и диаметра трубы (последний оказывает меньшее влияние), увеличение P/V составляет около 2 кВт·мин/м при увеличении толщины стенки на 1 мм [4]. Рассчитанная по модели мощность позволила получить сварной шов без внутренних дефектов, что подтверждено ультразвуковыми исследованиями.
В [15] мультифизическое моделирование процесса сварки и профилирования с учётом фазовых превращений позволило прогнозировать распределение твердости сварного шва. При этом погрешность составляет 40 HV, что объясняется локальными различиями химического состава материала и линиями сегрегации. Однако, используемая модель не позволяет смоделировать снижение твердости сварного шва, вызванное его обезуглероживанием из-за протекания процессов окисления и диффузии при нагреве края полосы.
В [16] моделировалось влияние температуры и контактного нормального напряжения на прочность и структуру сварного шва при высокочастотной сварке плоских образцов из стали 34MnB5. Установлено, что для соединения двух листов 34MnB5 необходима минимальная температура сварки 1320oС и минимальное контактное нормальное напряжение 30 МПа. Коэффициент прочности сварного шва Qws увеличивается с увеличением температуры сварки и контактного нормального напряжения (рисунок 5). При температуре выше 1410oС и контактного нормального напряжения выше 60 МПа коэффициент прочности практически не меняется. Металлографические исследования сварного шва и поверхностей излома после изгиба показали, что коэффициент прочности зависит от количества оксидов в шве: чем больше оксидов, тем меньше коэффициент прочности. При высокочастотной сварке в зоне шва образуется бейнитный феррит трансформирующийся в мартен- ситную структуру во время закалки.
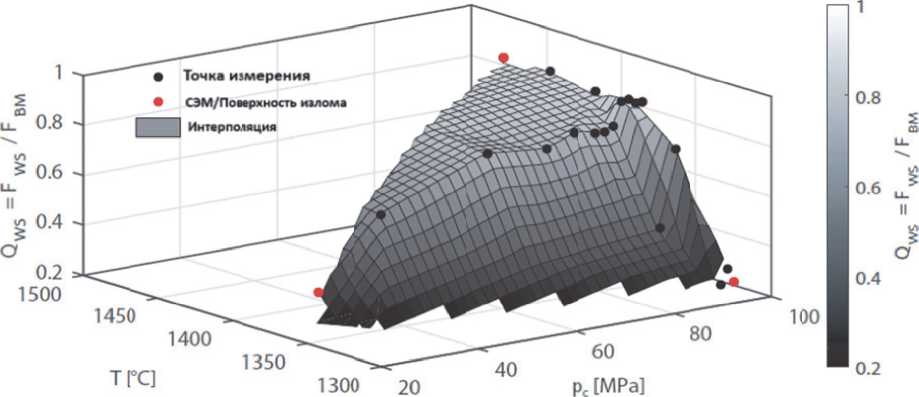
Рисунок 5 - Зависимость коэффициента прочности сварного шва Qws от температуры T и контактного нормального напряжения pc при высокочастотной сварке стали 34MnB5 [16]
Раздел рассматривает взаимосвязь частоты и мощности тока, усилия сжатия и угла схождения кромок с микроструктурой и механическими свойствами сварного шва. Показано, что изменение этих параметров определяет ширину зоны термического влияния, размеры зерна, фазовый состав и твердость. Выявлены диапазоны частот и усилий, обеспечивающие максимальные показатели прочности и вязкости, а также предотвращающие образование дефектов «холодного» и «проникающего» шва. Приведены данные по верификации моделей распределения твердости и прочности с экспериментальными результатами.
ЗАКЛЮЧЕНИЕ
Проведённый анализ отечественных и зарубежных исследований показывает, что в процессе профилирования и последующей высокочастотной индукционной сварки формирование свойств сварного шва определяется совокупным действием множества технологических факторов – геометрии кромки, параметров нагрева и сжатия, характеристик материала заготовки и особенностей электромагнитного поля. Ключевое влияние на температурно-временные условия сварки оказывают частота тока, положение индуктора и сила прижатия кромок. Их взаимная настройка позволяет регулировать форму зоны термического влияния, скорость теплопередачи и степень пластической деформации металла в зоне соединения.
Оптимизация параметров формообразования и сварки обеспечивает целенаправленное управление микроструктурой шва. Показано, что изменение геометрии кромки приводит к перераспре- делению плотности тока и, как следствие, к изменению формы зоны плавления и термического влияния. При правильно подобранных углах схождения и усилии прижатия формируется равномерная зона сплавления с мелкозернистой структурой, характеризующейся повышенной прочностью и вязкостью. В то же время чрезмерное усилие или избыточная мощность вызывают перегрев, крупнозернистую структуру и снижение пластических свойств. Следовательно, для обеспечения стабильности свойств сварных профилей необходимо согласованное регулирование электромагнитных и механических параметров процесса.
Анализ микроструктурных данных свидетельствует, что структура сварного шва при индукционной сварке по характеру и размерам зерна приближается к структуре после горячей деформации. В зоне шва и термического влияния наблюдается комплекс фазовых превращений: для сталей – аустенитизация, последующее формирование бейнитно-мартенситной структуры; локальные процессы рекристаллизации и диффузии легирующих элементов. Наиболее благоприятное сочетание прочности и вязкости достигается при минимизации времени пребывания в интервале фазовых превращений и ограничении ширины зоны термического влияния. Это подчёркивает необходимость точного расчёта тепловых циклов с учётом физико-химических свойств материала и режимов деформации.
Сопоставление экспериментальных данных и результатов моделирования подтверждает высокую достоверность численных моделей, описывающих тепловые и электромагнитные процессы при индукционной сварке. Модели, реализованные в средах Comsol Multiphysics, Ansys и MSC Marc/ Mentat, позволяют с погрешностью не более 5-10% прогнозировать температурные поля, распределение плотности тока, геометрию шва и даже изменение твердости по сечению соединения. Однако существующие модели, как правило, рассматривают процесс сварки изолированно, без учёта предшествующего профилирования и изменения структуры материала в процессе деформации. Между тем исследования показывают, что стадия профилирования оказывает определяющее влияние на распределение остаточных напряжений, состояние поверхности и контактную проводимость кромок, что напрямую влияет на стабильность нагрева и качество сварки.
Современные тенденции исследований направлены на развитие мультифизических и интегрированных моделей, связывающих стадии профилирования, индукционного нагрева и охлаждения. Перспективным направлением является внедрение машинного обучения и компьютерного зрения для анализа данных о параметрах процесса и автоматического определения режимов сварки, обеспечивающих минимальные дефекты и требуемые механические свойства. Такие подходы позволяют не только повысить качество изделий, но и существенно увеличить энергоэффективность и производительность линий профилирования.
Таким образом, совокупный анализ показывает, что устойчивое качество изделий при профилировании и высокочастотной индукционной сварке достигается при комплексном учёте: параметров профилирования, в т.ч. скорость линии, усилие прижатия ; электромагнитных характеристик (частота, мощность, форма и расположение индуктора); химического состава и термомеханических свойств материала.
Дальнейшее развитие исследований требует перехода от раздельного изучения отдельных факторов к интеграционным моделям процесса профилирования и сварки, которые позволят количественно оценивать влияние каждого параметра на формирование структуры и свойств шва. Создание таких моделей откроет возможность цифрового проектирования технологических маршрутов для конкретных материалов и профилей, обеспечивая воспроизводимость свойств и минимизацию энергетических и материальных потерь в производстве.
