Обзор способов получения полой заготовки электрошлаковым переплавом. Часть II

Автор: Пятыгин Дмитрий Александрович, Чуманов Илья Валерьевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургия чёрных, цветных и редких металлов
Статья в выпуске: 3 т.16, 2016 года.
Бесплатный доступ
В представленном обзоре рассмотрены состояние, возможности и ограничения технологии электрошлаковой прошивки. Рассмотрены особенности процесса формирования полой заготовки и способы внешнего воздействия на процесс плавления и кристаллизации металла, обеспечивающих высокое металлургическое качество полой заготовки. Промышленное освоение способа прошивки наталкивается на некоторые трудности, связанные со стойкостью технологической оснастки. Во-первых, максимальная длина полой заготовки, выплавляемой таким способом, ограничена жесткостью штока, сохраняющего с требуемой точностью расположение дорна относительно наружного кристаллизатора. Во-вторых, недостатком указанного способа является то, что из-за отсутствия специальных защитных мер часть дорна, расположенная над уровнем металлической ванны, подвергается значительному разрушению. Одна из причин этого явления - электроэрозия поверхности дорна при прохождении через него части рабочего тока при прямой схеме подключения электрод - слиток. Разрушение дорна происходит также вследствие попадания на него капель расплавленного металла, так как зона каплеобразования расположена в осевой части электрода непосредственно над дорном. Это, в свою очередь, определяет высокие тепловые нагрузки на головку дорна. Изготавливаемая из меди рабочая часть дорна подвержена сильному электроэрозионному износу и требует смены уже после нескольких плавок. Воспрепятствовать разрушению дорна можно применив внешнее воздействие на процессы каплеобразования, траекторию движения капли в шлаковой ванне и изменению места доставки электродного металла. Также при помощи внешнего воздействия можно изменить форму металлической ванны, достигнуть измельчения кристаллитов, избежать кристаллизационных дефектов, а также повысить рафинирующую способность и производительность процесса.
Электрошлаковый переплав, электрод, полая заготовка, дорн, кристаллизатор
Короткий адрес: https://sciup.org/147157042
IDR: 147157042 | УДК: 669.187.26 | DOI: 10.14529/met160307
Review of methods of obtaining hollow bar by electroslag remelting. Part II
Current state, possibilities and limitations of the electroslag piercing technology are reviewed. Features of process of forming a hollow bar and methods of external influence on the melting process and solidification of the metal providing high metallurgical quality of hollow bars are considered. Industrial development of the piercing method encounters some difficulties related to the durability of tooling. First, the maximum length of the hollow bar produced in this way is limited by the stiffness of the stem preserving the required accuracy of the mandrel location relative to the outer mold. Secondly, the disadvantage of this method is that due to the lack of special protective measures part of the mandrel located above the level of the metal bath is subjected to considerable destruction. One of the reasons for this phenomenon is the electrical discharge erosion of the mandrel surface as a part of the operating current passes through it during the direct electrode-ingot connection scheme. The destruction of the mandrel is also due to the falling of drops of molten metal on it, as the area of drop formation is located in the axial part of the electrode just above the mandrel. This in turn determines the high thermal load on the mandrel head. The working part of the mandrel made of copper is exposed to strong electro-erosive wear and requires changing after a few heats. To prevent the destruction of the mandrel one can apply external effects on dropping processes, drop movement path in the slag bath and change of the delivery location of the electrode metal. Also with the help of external effects on can change the shape of the metal bath to achieve size reduction of crystallites, avoid crystallization defects, and increase refining capacity and productivity of the process.
Текст научной статьи Обзор способов получения полой заготовки электрошлаковым переплавом. Часть II
Несмотря на все многообразие видов элек-трошлаковых технологий прошивки полого слитка можно выделить два основных способа. Первый – бифилярная схема подключения нескольких пар электродов. Второй – прошивка при движении электрода и наплавляемого слитка с прямой электрической схемой подключения электрода.
Разновидности первого способа рассмотрены в первой части данного обзора. Несмотря на все преимущества данного способа, он имеет ряд существенных недостатков, которые ограничивают его применение. При использовании нескольких тонких электродов, располагающихся в кольцевом зазоре между кристаллизатором и дорном, сложно получить отливку большой высоты из-за малого коэффициента заполнения. Для этого необходимо либо увеличивать высоту печи, либо производить смену группы электродов во время плавки. При увеличении высоты печи и длины электродов значительно усложняется конструкция печи и увеличивается вероятность возникновения явления разбаланса заглубления электродов. Так как электроды нельзя сделать абсолютно одинаковыми, то каждый электрод будет оплавляться с разными скоростями, что при длительном процессе может привести либо к выходу электрода из шлаковой ванны и переходу процесса в дугошлаковый, либо вмораживанию его в металлическую ванну. Смена электродов во время плавки значительно усложняет технологию электрошлаковой плавки, а отключение питания печи во время смены электродов, даже на короткое время, приводит нарушениям в формировании структуры и поверхностным дефектам (пережимам), что усугубляется в условиях наличия водоохлаждаемых стенки кристаллизатора с одной стороны и дорна с другой. Искажение формируемой структуры в продольном сечении, вызывается наличием горячих зон под электродом и холодных между электродами. Таким образом, наиболее технологичным является способ выплавки полых слитков с использованием одного расходуемого электрода сплошного сечения [1–6].
Существует разновидность технологии ЭШП, при которой слиток вытягивают вниз, а наружный кристаллизатор и дорн не соединяют в общий блок. В этом случае дорн устанавливают на жестком штоке, через который также осуществляется подвод и отвод охлаждающей воды [1, 2]. В процессе ЭШП верхний торец внутреннего кристаллизатора удерживают ниже уровня шлака так, чтобы он лишь немного выступал над металлической ванной. При этом пространство внутри кристаллизатора выше зеркала шлаковой ванны остается свободным для размещения расходуемых электродов. Схема такого процесса ЭШП приведена на рис. 1.
Рис. 1. Схема процесса электрошлаковой прошивки: 1 – шток дорна; 2 – дорн для электрошлаковой прошивки
Преимуществом этого варианта ЭШП полых слитков является возможность применять для переплава один расходуемый электрод большого сечения. В ходе процесса ЭШП происходит как бы прошивка сплошного электрода и формирование полой заготовки. Слитки, получаемые этим способом, имеют плотную макроструктуру по всему телу слитка, минимальное содержание газов и неметаллических включений, отмечается хорошая поверхность и высокое качество металла.
При прошивке отпадает необходимость использовать для переплава тонкий прокат из требуемой марки металла и изготавливать из него расходуемый электрод в виде частокола прутков. Использование одного электрода упрощает процесс подготовки ЭШП и существенно снижает затраты на его проведение, (особенно эффективна прошивка при производстве полых заготовок из труднодеформируемых сталей и сплавов, из которых сложно получать тонкие прутки). При этом для выплавки полых заготовок можно использовать литые расходуемые электроды, изготовленные способами вакуумной индукционной плавки и вакуумного дугового переплава. Этот способ позволяет получать полые трубные заготовки, пригодные для прокатки и прессования без предварительной их обработки или с обточкой на незначительную глубину (не более 0,5–1 мм на сторону) для получения поверхности высокой чистоты [3].
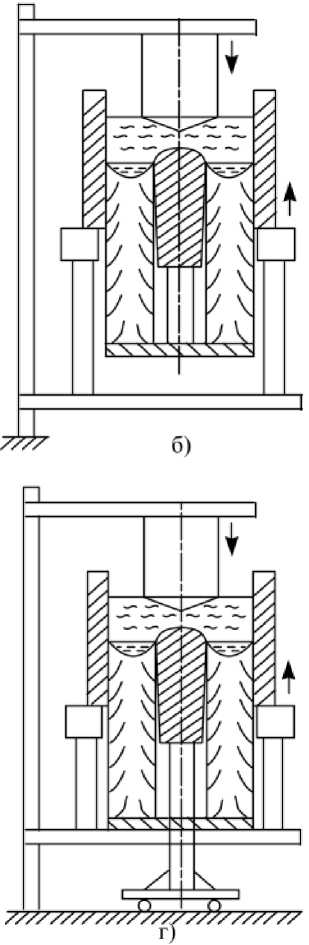
Электрошлаковую прошивку полых слитков на универсальных печах ЭШП с подвижной нижней тележкой можно осуществлять по различным схемам (рис. 2).
При схеме с подвижным дорном (рис. 2, а, б) последний закрепляется на нижней тележке печи и движется вверх. Наплавляемый слиток остается неподвижным. Кристаллизатор может быть таким же неподвижным либо двигаться вместе с дорном относительно слитка (короткий кристаллизатор). По другой схеме (рис. 2, в, г) дорн устанавливается на откатной тележке печи, а поддон слитка на нижней подвижной тележке. Слиток при этом опускается вниз вместе с кристаллизатором либо вытягивается из неподвижного короткого кристаллизатора. Последняя схема наиболее предпочтительна, так как создает благоприятные условия нагрузки на привод нижней тележки.
Высокий коэффициент заполнения, часто больше единицы, позволяет использовать при электрошлаковой прошивке сравнительно короткие расходуемые электроды. При этом возможно применение короткого Т-образного наружного кристаллизатора. Разнообразной может быть форма поперечного сечения расходуемого электрода – круглая, квадратная, многогранная.
Недостатки способа и методы их устранения
Промышленное освоение способа прошивки наталкивается на некоторые трудности, связанные со стойкостью технологической оснастки. Во-первых, максимальная длина полой заготовки, выплавляемой таким способом, ограничена жесткостью штока, сохраняющего с требуемой точностью расположение дорна относительно наружного кристаллизатора. Во-вторых, недостатком указанного способа является то, что из-за отсутствия специальных защитных мер часть дорна, расположенная над уровнем металлической ванны, подвергается значительному разрушению. Одна из причин этого явления – электроэрозия поверхности дорна при прохождении через него части ра-
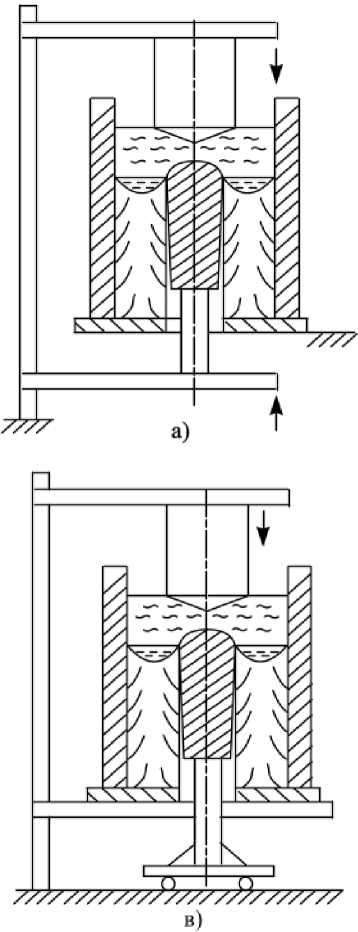
Рис. 2. Схемы электрошлаковой прошивки с подвижным дорном при неподвижном кристаллизаторе (а), при подвижном коротком кристаллизаторе (б), с неподвижным дорном при опускающемся кристаллизаторе (в), при неподвижном коротком кристаллизаторе (г)
бочего тока при прямой схеме подключения электрод – слиток. Разрушение дорна происходит также вследствие попадания на него капель расплавленного металла, так как зона каплеобразования расположена в осевой части электрода непосредственно над дорном. Это, в свою очередь, определяет высокие тепловые нагрузки на головку дорна. Изготавливаемая из меди рабочая часть дорна подвержена сильному электроэрозионному износу и требует смены уже после нескольких плавок.
Воспрепятствовать разрушению дорна можно применив внешнее воздействие на процессы кап-леобразования, траекторию движения капли в шлаковой ванне и изменению места доставки электродного металла. Также при помощи внеш- него воздействия можно изменить форму металлической ванны, достигнуть измельчения кристаллитов, избежать кристаллизационных дефектов, а также повысить рафинирующую способность и производительность процесса.
По применению внешних воздействий на процесс ЭШП с целью повышения качества кристаллической структуры формируемого слитка и производительность процесса, можно выделить следующие:
– переплав с вращением кристаллизатора вокруг своей оси при эксцентричном расположении расходуемого электрода;
– переплав с продувкой металлической и шлаковой ванны инертным газом и газопорошковыми смесями;
-
– переплав в поле действия электромагнитных сил (в соленоиде);
-
– переплав с вращением расходуемого электрода вокруг своей оси.
Анализ факторов, влияющих на форму и размеры металлической ванны, позволяет утверждать, что рассредоточение зоны тепловыделения в шлаковой ванне должно благоприятно сказываться на кристаллической структуре электрошлакового слитка, так как значительная часть тепла передается металлической ванне каплями электродного металла. Переместить в желаемом направлении положение источника каплеобразования на торце одного электрода, даже сложного сечения, можно, например, вращением кристаллизатора вокруг его оси при эксцентричном расположении расходуемого электрода, что сделано для уменьшения размера зерна посредством движения металла. Механическое вращение шлака вызывает уменьшение глубины ванны по сравнению с переплавом в тех же условиях, но без вращения. Модификацией такого процесса является также способ получения слитков электрошлаковым переплавом расходуемых электродов, где повышение качества элек-трошлакового слитка, расположенного горизонтально, достигают ведением плавки по спирали путем вращения слитка вокруг своей оси.
При определенном сочетании параметров процесса (включая скорость вращения кристаллизатора и эксцентриситет электрода) можно достичь такого соотношения тепловых потоков, направленных на стенку кристаллизатора, и потоков, идущих через слиток, при котором фронт кристаллизации приобретает в центральной части плоскую форму, а рост кристаллов происходит в осевом направлении. При этом с возрастанием скорости вращения кристаллизатора до некоторых пределов увеличивается скорость плавления металла. Верхний предел скорости вращения связан с «раскручиванием» металлической ванны, которое может сопровождаться образованием пористости и ликвационных дефектов в слитке. С увеличением диаметра кристаллизатора возрастает путь который должен проходить электрод за один оборот кристаллизатора, и, вместе с тем, ограничивается верхний предел скорости вращения кристаллизатора. Поэтому вращение кристаллизатора (с малыми скоростями) может рассматриваться как средство уменьшения глубины ванны с целью подавления ликвационных процессов при выплавке слитков большого сечения, а при увеличении мощности процесса – как средство увеличения производительности печи при работе с прежней глубиной металлической ванны. Следует заметить, что реализация такого способа требует сложных технических решений, связанных с подводом охлаждающей жидкости к кристаллизатору.
Одним из методов существенного изменения места каплеобразования, особенно перспективным для производства полой заготовки, когда внутренняя полость формируется прошивающим дорном, является способ электрошлакового переплава с продувкой металлической ванны в процессе переплава газами и газовыми смесями. С целью повышения качества металла и изменения структуры слитка газы и газовые смеси подают в металлический расплав под углом к поверхности металлической ванны вдоль фронта кристаллизации. Наряду с эффективным обезводороживанием металла продувка металлической ванны благодаря уменьшению ее глубины позволяет улучшить условия кристаллизации металла. За счет непосредственного воздействия на оплавляемый торец электрода струи газа, направленной навстречу расходуемому электроду, возможно сместить место каплеобразо-вания ближе к периферии, тем самым изменяя форму фронта кристаллизации. Наличие прошивающего дорна в значительной степени упрощает подачу газа под электрод. Для осуществления всех этих операций требуются кристаллизаторы и другие устройства специальной конструкции, которые, безусловно, усложняют процесс.
Переплав в поле действия электромагнитных сил (в соленоиде) позволяет изменять характер движения потоков в шлаковой и металлической ванне. Создание осевого поля осуществляют при помощи катушки, обмотанной вокруг медного кристаллизатора. Для поддержания как можно большей однородности поля на концах катушки делается больше витков на единицу (длины, площади), заходящих как можно дальше за верхний и нижний пределы зоны плавления. Недостатком катушек постоянного поля на кристаллизаторе является то, что они вызывают перемешивание ванны жидкого металла. Для избегания этого следует часто менять полярность катушки на обратную. Однако частота реверсирования должна быть выше той, которую может повторить ванна расплавленного металла.
Модификацией данного процесса является способ электрошлакового переплава, где с целью повышения качества металла создается магнитное поле в зоне переплава, электрод помещают в одну или несколько многовитковых катушек. Соленоид питается постоянным током или включается в цепь последовательно. При использовании двух многовитковых катушек одна крепится на электроде, а другая закреплена на верхнем торце кристаллизатора, причем две катушки закреплены последовательно.
Пропускание тока через соленоид при элек-трошлаковом переплаве приводит к вращению металлической и шлаковой ванны, что оказывает влияние на капельный перенос электродного металла. В частности, наблюдается увеличение частоты отрыва капель и изменение траектории их движения. Капли проходят больший путь через шлак, спускаясь вниз по спирали в жидкую метал- лическую ванну и входят в нее возле стенки кристаллизатора. В этом случае металлическая ванна вращается благодаря совместному действию потока капель и вязкому сцеплению с находящимся сверху жидким шлаком, а также электромагнитным силам, возникающим в металлической ванне.
Однако данный способ не нашел развития в силу нестабильности результатов, прежде всего из-за загрязненности слитка грубыми шлаковыми включениями. Следует иметь в виду, что электро-шлаковая плавка решает по крайне мере две задачи: первая – очистка переплавляемого металла от вредных примесей и неметаллических включений, вторая – формирование плотного бездефектного слитка. Если воздействие на процесс способствует улучшению решению одной задачи и ухудшает решение другой, такой способ является мало приемлемым.
Анализ рассмотренных способов внешнего воздействия на электрошлаковый процесс позволяет сделать вывод, что каждый из них способствует улучшению тех или иных показателей элек-трошлаковой плавки, некоторые оказывают влияние на качество электрошлакового металла. Изложенные выше способы не нашли массового промышленного применения в силу технической сложности, малой эффективности и достаточно узкого круга решаемых задач.
Реальное воплощение в производстве нашла только технология с наложение на шлаковый и металлический расплав реверсивного переменного магнитного поля наводимого соленоидом. Данная технология лучше всего реализуется на коротких кристаллизаторах. Но и эта технология имеет свои ограничения в скорости движения шлаковой и металлической ванны, чтобы исключить возможность захвата рабочего флюса и внедрения его в объем затвердевающего металла.
На наш взгляд наиболее перспективной является технология электрошлакового переплава с использованием вращения расходуемого электрода вокруг своей собственной оси в шлаковой ванне [7–10]. Данный технологический прием изучен как в лабораторных условиях ЮУрГУ, так и в условиях промышленного производства электрошлако-вых слитков массой до 2 тонн на электрошлаковых установка, работающих на переменном токе Златоустовского металлургического завода. Данная технология предполагает комплексное воздействие на процессы каплеобразования, рафинирования и кристаллизации, также возможность повышения тепловой эффективности электрошлакового процесса. При вращении электрода под действием центробежных сил в пленке жидкого металла на торце электрода наличествует преимущественно радиальное течение металла, что обуславливает формирование плоского торца электрода. Электродный металл в виде капель срывается с периферии торца электрода и попадает на поверхность ванны жидкого металла под углом, примерно на 1/2 радиуса кристаллизатора, тем самым меняя место доставки тепла. Данное обстоятельство предотвращает попадание капель на прошивающий дорн, что снижает высокие тепловые нагрузки на него и увеличивает срок службы. Кроме того, вращение расходуемого электрода позволяет существенно повысить рафинирующую способность процесса. Это объясняется тем, что при принудительном съеме электродного металла под действием центробежных сил размер капли меньше, чем под действием гравитационных сил, а следовательно, увеличивается реакционная поверхность и рафинирование проходит более полно. Также толщина слоя жидкого металла на плоском торце электрода (плёнка) равномерна и минимальна по сравнению с пленкой на конусе электрода при действующей технологии, тем самым обеспечивая удаление более мелких неметаллических включений.
Электрошлаковый переплав с вращением расходуемого электрода более эффективен как сточки зрения производительности, так и тепловой эффективности. Для обеспечения благоприятной структуры электрошлакового слитка необходимо обеспечить равенство объемов поступающего металла в жидкую металлическую ванну и объемов закристаллизовавшихся. Скорость плавления расходуемого электрода можно регулировать технологическими параметрами (сила и род тока, напряжение, коэффициент заполнения, флюс и т. д.) в достаточно широких пределах, а объем закристаллизовавшегося металла зависит от природы материала и количества отведенного тепла от жидкой металлической ванны, на который можно повлиять весьма ограничено. Данное обстоятельство вынуждает искусственно снижать производительность процесса, обеспечивая относительно малый объем жидкой металлической ванны, и по возможности обеспечения пологой ее формы.
При ЭШП вращением расходуемого электрода изменяется распределение тепла за счет изменения места доставки электродного металла, который является переносчиком тепла. В этом случае температура в продольном сечении ванны выравнивается, обеспечивая пологую форму ванны и более благоприятные условия теплоотвода.
Отсутствие конуса оплавления обеспечивает меньшее количество вытесняемого шлака, и, как следствие, высота шлакового пояса меньше, также меньше потери тепла, уносимые с охлаждающей водой. Можно экономить до 15 % рабочего флюса на плавку. Также меняется и гидродинамическая обстановка в шлаковой ванне. При обычной технологии шлак движется по траектории электрод – ванна жидкого металла – стенка кристаллизатора. В данном случае, высоко нагретый шлак движется с каплями электродного металла к ванне жидкого металла, передавая ей часть своего тепла и пере- гревая ее. Затем движется к стенке кристаллизатора, охлаждается, увеличивая потери тепла, и дальше холодный подходит к электроду, омывая его. Таким образом, у поверхности электрода находится относительно холодный шлак, а оказываясь в подэлектродной зоне, он нагревается и впоследствии вызывает увеличение глубины ванны жидкого металла в осевой части, а у стенки кристаллизатора охлаждается, увеличивая потери тепла с охлаждающей водой. Применение вращения расходуемого электрода вызывает изменение в гидродинамике шлаковой ванны. Шлак движется от электрода к стенке кристаллизатора и, опускаясь, охлаждается. Двигаясь по поверхности жидкой металлической ванны, шлак, с одной стороны, ее охлаждает, увеличивая скорость кристаллизации, с другой стороны, шлак нагревается, подходя к торцу электрода максимально нагретым. Все вышеизложенное позволяет обеспечить высокое качество литой структуры, в том числе и полой, с одновременным повышением тепловой эффективности процесса и увеличения производительности.
Таким образом, рассмотрены состояние, возможности и ограничения технологии электрошла-ковой прошивки. Рассмотрены особенности процесса формирования полой заготовки и способы внешнего воздействия на процесс плавления и кристаллизации металла. Показано что применение технологии вращения электрода при электро-шлаковом переплаве положительно сказывается на тепловой эффективности процесса, увеличения производительности без потери металлургического качества электрошлакового металла. Перераспределение электродного металла ближе к стенке кристаллизатора снижает тепловую нагрузку на водоохлаждаемый дорн, повышая его стойкость, и создает благоприятные условия для формирования трубной заготовки.
Список литературы Обзор способов получения полой заготовки электрошлаковым переплавом. Часть II
- Электрошлаковый переплав -перспектива производства высококачественной продукции из жаропрочных сплавов/Л.А. Волохонский, М.А. Киссельман, Ю.В. Савельев и др.//Электрометаллургия. -2002. -№ 12. -С. 26-30.
- Федоровский, Б.Б. О новом способе ЭШП крупногабаритных слитков/Б.Б. Федоровский, JI.Б. Медовар, А.П. Стовпченко//Современная электрометаллургия. -2011. -№ 3. -С 3-6.
- Жадкевич, М.Л. Электрошлаковое литье полых слитков и заготовок в промышленном производстве/М.Л. Жадкевич, В.Л. Шевцов, Л.Г. Пузрин//Современная электрометаллургия. -2008. -№ 3. -С. 7-14.
- Медовар, Б.И. К вопросу электрошлаковой прошивки полых слитков/Б.И. Медовар, Г.А. Тимашов, Б.Б. Федоровский//Специальная электрометаллургия. -1979. -№ 39. -С. 53-58
- Сердюкова, В.П. К вопросу о воздействии на форму торца расходуемого электрода при электрошлаковой выплавке полых слитков/В.П. Сердюкова, Д.А. Козлитин//Специальная электрометаллургия. -1983. -№ 52. -С. 45-50.
- Патон, Б.Е. Электрошлаковому переплаву 50 лет/Б.Е. Патон, Л.Б. Медова//Электрометаллургия. -2008. -№ 11. -С. 32-36.
- Пат 2332471 Российская Федерация. Способ электрошлакового переплава (варианты)/И.В. Чуманов, Д.А. Пятыгин, В.И. Чуманов. -Опубл. 24.07.2006.
- Chumanov, V.I. Increasing the Efficiency of the Electroslag Process and Improving the Metal Quality by Rotating a Consumable Electrode: Part 1/V.I. Chumanov, I.V. Chumanov//Russian Metallurgy (Metally). -2010. -Vol. 2010, no. 6. -P. 499-504 DOI: 10.1134/S003602951006008X
- Чуманов, И.В. Особенности электрошлакового переплава на постоянном токе с вращением расходуемого электрода/И.В. Чуманов, Д.А. Пятыгин//Известия высших учебных заведений. Черная металлургия. -2006. -№ 3. -С. 22-25.
- Пятыгин, Д.А. Удаление неметаллических включений при ШП на постоянном токе/Д.А. Пятыгин, И.В. Чуманов//Известия высших учебных заведений. Черная металлургия. -2006. -№ 7. -С. 25-26.
