Оценка изнашиваемости рабочих валков чистовой группы НШПС-1700 АО «АрселорМиттал Темиртау»

Автор: Кривцова Ольга Николаевна, Шеркунов Виктор Георгиевич, Толкушкин Андрей Олегович, Насонов Александр Иванович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Краткие сообщения
Статья в выпуске: 2 т.16, 2016 года.
Бесплатный доступ
Уменьшение изнашиваемости валков - важный резерв совершенствования прокатного производства. В настоящее время при прокатке на стане НШПС-1700 АО «АрселорМиттал Темиртау» металла всех назначений в клетях чистовой группы № 6-8 используются рабочие валки исполнения Hi-Cr, а в клетях № 9-12 - валки исполнения ICDP. При помощи прибора ИД 05009 определяли исходный и изношенный профили валков. Измерения производили после перевалок валков, после их остывания, непосредственно перед шлифованием. Точность измерений составляла ±0,01 мм. Фиксировали количество и сортамент прокатанного на валках металла, марки сталей, диаметры валков, их химический состав и твердость. В целом в работе проведена оценка изнашиваемости рабочих валков чистовой группы НШПС-1700 с использованием геометрического, кинематического и энергетического показателей изнашиваемости. Энергетический показатель изнашиваемости универсален, так как учитывает уменьшение размера тела от единицы работы сил трения на единице поверхности валка. Кинематический показатель изнашиваемости учитывает уменьшение радиуса валка относительно единицы пути трения поверхности валка. Изменение геометрических показателей изнашиваемости валков с одинаковыми свойствами на различных клетях говорит о необходимости более полного учета технологических факторов, которые учитывались при расчете кинематического и энергетического показателей.
Изнашиваемость, рабочие валки
Короткий адрес: https://sciup.org/147157011
IDR: 147157011 | УДК: 621.771 | DOI: 10.14529/met160219
Evaluation of the rolls wear of the finished group at the rolling mill CWRM-1700 by the JSC “ArselorMittal Temirtau”
The decrease of the rolls wear is an important reserve of the improvement of rolling production. At present during rolling metal of all kinds at the wide-strip rolling mill CWRM-1700 by the JSC “ArselorMittal Temirtau” work rolls of the Hi-Cr type are used in stands No. 6-8, whereas work rolls of the ICDP type are used in stands No. 9-12 for finish rolling. Initial and worn profiles of rolls were determined using the instrument ID 05009. Measurements were performed after roll reloading and cooling, mainly before polishing, with the accuracy of ± 0.01 mm. The amount, assortment and steel grades of the rolled metal, as well as diameters, chemical composition and hardness of the rolls were also fixed. In general research permitted to estimate the wear of the work rolls of the finishing group of CWRM-1700 using geometrical, kinematic and energy indicators of wear. The energy indicator is universal since it takes into account the decrease of the body size from unit work of friction forces on unit roll surface. The kinematic indicator takes into account the decrease of the roll radius relative to unit friction path of the roll surface. The change of geometrical wear indicators of rolls with the same properties in different stands makes it necessary to take account of technological factors that were taken into account while calculating kinematic and energy indicators.
Текст краткого сообщения Оценка изнашиваемости рабочих валков чистовой группы НШПС-1700 АО «АрселорМиттал Темиртау»
Изнашиваемость поверхности бочек листопрокатных валков – свойство валков уменьшать свои размеры вследствие трения в очаге деформации. Уменьшение изнашиваемости валков – важный резерв совершенствования прокатного производства.
Для оценки изнашиваемости используют геометрический, энергетический и кинематический показатели [2].
В геометрическом показателе I Г путь трения отождествляют с длиной полосы, прошедшей через очаг деформации. Для ее определения достаточно знать только геометрические характеристики очага деформации и количество прокатанного металла в тоннах:
IГ = ΔRИ / lК, где ΔRИ – неравномерность износа рабочего валка;
. h aL , lK =------------;----- - фактическая длина
К n ( h0 + h 1 )cos ( a /2 )
прокатываемой полосы, приходящаяся на единицу длины окружности бочки валка;
-
L – длина всех прокатанных полос;
a - угол захвата;
h 1 и h 0 – толщина полосы до и после прокатки, мм.
Энергетический показатель изнашиваемости универсален, так как учитывает уменьшение размера тела от единицы работы сил трения на единице поверхности валка:
I Э = Δ R И / [ S ТР μ р СР ], где S ТР – путь трения;
μ – коэффициент трения;
р СР – среднее давление.
Кинематический показатель изнашиваемости учитывает уменьшение радиуса валка относительно единицы пути трения поверхности валка, пренебрегая влиянием μ и р СР:
I К = Δ R И / S ТР .
В настоящее время при прокатке на НШПС-1700 металла всех назначений в клетях чистовой группы № 6–8 используются рабочие валки исполнения Hi-Cr (высокохромистые, содержание хрома более 16 %), а в клетях № 9–12 – валки исполнения ICDP (Double pour indefinite chill with gray iron core). Для указанных типов валков при помощи прибора ИД 05009 определяли исходный и изношенный профили валков. Измерения производили после перевалок валков, после их остывания, непосредственно перед шлифованием. Точность измерений составляла ±0,01 мм. Всего измерили 80 верхних и 80 нижних рабочих валков. В процессе эксплуатации валков также фиксиро- вали количество и сортамент прокатанного на них металла, марки сталей, диаметры валков, их химический состав и твердость. Величину пути трения для определения кинематического и энергетического показателей изнашиваемости рассчитали по формуле [3]:
S C (1) G
S = ,
H γ bρ2πR где SC(1) – путь скольжения – трения точки металла по поверхности валка на длине дуги захвата (за один оборот валка);
-
G – масса прокатанных листов;
Н γ – толщина прокатываемой полосы в нейтральном сечении;
-
b – ширина полосы;
-
ρ – плотность прокатываемого металла;
-
R – радиус валка.
Результаты оценки изнашиваемости валков представлены на рис. 1–3.
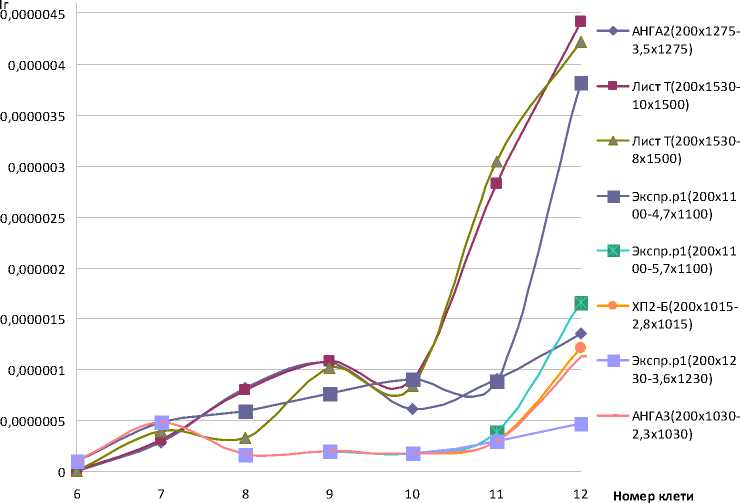
Рис. 1. Изменение геометрического показателя изнашиваемости рабочих валков чистовой группы клетей НШПС-1700
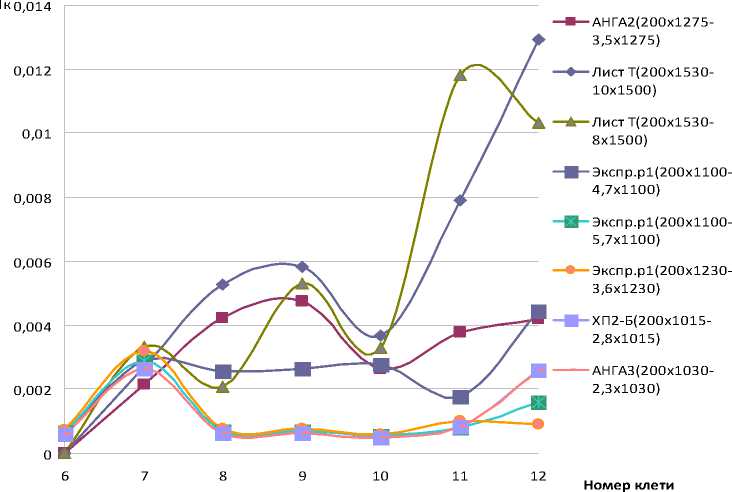
Рис. 2. Изменение кинематического показателя изнашиваемости рабочих валков чистовой группы клетей НШПС-1700
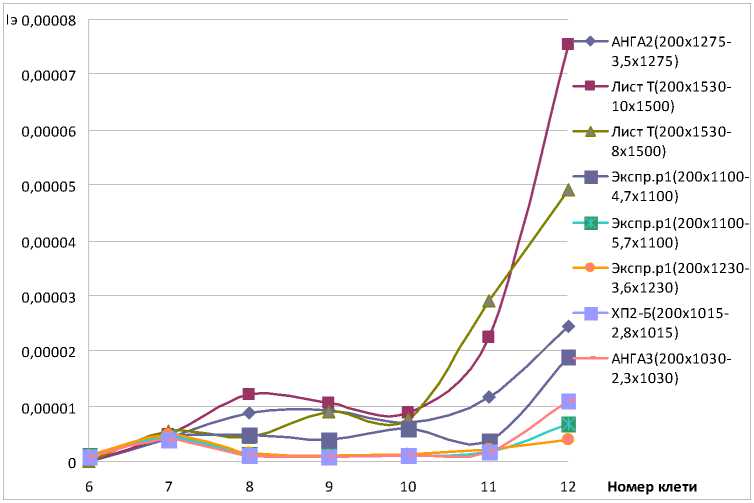
Рис. 3. Изменение энергетического показателя изнашиваемости рабочих валков чистовой группы клетей НШПС-1700
Рассмотрение изменения геометрических показателей выявило заметную неопределенность последних в оценке износа валков (см. рис. 1). Изменение геометрических показателей изнашиваемости валков с одинаковыми свойствами на различных клетях говорит о необходимости более полного учета технологических факторов, которые учитывались при расчете кинематического и энергетического показателей.
Закономерного изменения показателей I К, I Э изнашиваемости по клетям не наблюдается, что позволяет сделать вывод об относительной независимости их от технологических параметров (см. рис. 2, 3). Несовпадение отдельных значений показателей I К и I Э изнашиваемости объясняется неточностью формул, случайным характером значений их составляющих и действием неучтенных факторов.
Разброс значений I Э меньше, чем I К (см. рис. 2, 3), так как он учитывает большее число факторов, влияющих на изнашиваемость. По-видимому, в некоторых случаях изнашиваемость валков станов горячей прокатки можно уменьшить за счет увеличения μ (например, применением валков с увеличенной шероховатостью).
Вывод
Оценили изнашиваемость рабочих валков чистовой группы НШПС-1700 АО «АрселорМиттал Темиртау» с использованием геометрического, кинематического и энергетического показателей изнашиваемости. Наиболее предпочтительным является энергетический показатель, комплексно учитывающий технологические факторы, влияющие на износ валков.
Список литературы Оценка изнашиваемости рабочих валков чистовой группы НШПС-1700 АО «АрселорМиттал Темиртау»
- Совершенствование технологии эксплуатации валков на прокатных станах АО «АрселорМиттал Темиртау/В.А. Талмазан, О.Н. Кривцова, З.С. Гельманова и др.//Металлург. -2014. -№ 10. -С. 60-65.
- Коновалов, Ю. Расчет технологических параметров: справ./Ю. Коновалов, А.Л. Остапенко, В.И. Пономарев. -М.: Металлургия, 1986. -430 с.
- Теоретические основы прогнозирования износа рабочих валков широкополосных станов/А.И. Трайно, B.C. Юсупов, Э.А. Гарбер и др.//Изв. вузов. Черная металлургия. -2001. -№ 1. -С. 31-33.
