Оценка эффективности технологических процессов формирования продуктов прядения из котонизированного льна

Автор: Дягилев Андрей Степанович, Коган Александр Григорьевич, Мурычев Павел Валерьевич
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 2 (25), 2013 года.
Бесплатный доступ
Предложена методика косвенной оценки линейной плотности волокон котонизированного льняного волокна. Предложенная методика позволяет подготовить данные для моделирования продуктов прядения с сохранением статистической связи между длинами и линейными плотностями волокон. С помощью предложенной методики исследованы волокна котонизированного льна в настиле, в ленте после чесальной машины C60 и в ленте после ленточной машины RSB. Предложен способ оценки эффективности технологических процессов прядильного производства, учитывающий вероятностные характеристики физико-механических свойств перерабатываемых волокон. С помощью предложенного способа проведена оценка эффективности технологических процессов формирования ленты из котонизированного льна.
Косвенная оценка линейной плотности волокон, моделирование продуктов прядения, оценка эффективности технологических процессов прядильного производства
Короткий адрес: https://sciup.org/142184826
IDR: 142184826
Efficiency estimation of technological processes of the yarn formation from cottonized flax
Method for indirect estimation of the fibers linear density of cottonized flax fiber is proposed.. The proposed method allows to prepare the data for spinning products designing, keeping the statistical relationship between the length and linear density of the fibers. Due to the proposed method are investigated cottonized flax fibers in flooring, in the sliver after carding machine C60 and the sliver after draw frame machine RSB are investigated. Method for estimation the effectiveness of spinning equipment is suggested taking into account the probabilistic characteristics of the physical and mechanical properties of processed fibers. Due to the proposed method the estimation of the effectiveness of the technological processes for forming the sliver from cottonized flax is conducted.
Текст научной статьи Оценка эффективности технологических процессов формирования продуктов прядения из котонизированного льна
РЕФЕРАТ ABSTRACT
Предложена методика косвенной оценки линейной плотности волокон котонизированного льняного волокна. Предложенная методика позволяет подготовить данные для моделирования продуктов прядения с сохранением статистической связи между длинами и линейными плотностями волокон. С помощью предложенной методики исследованы волокна котонизированного льна в настиле, в ленте после чесальной машины C60 и в ленте после ленточной машины RSB.
Предложен способ оценки эффективности технологических процессов прядильного производства, учитывающий вероятностные характеристики физико-механических свойств перерабатываемых волокон. С помощью предложенного способа проведена оценка эффективности технологических процессов формирования ленты из котонизированного льна.
Одной из актуальных задач, стоящих перед текстильной промышленностью Республики Беларусь, является расширения ассортимента вырабатываемой продукции из отечественного сырья при одновременном достижении высоких качественных показателей. С этой целью на РУПТП «Оршанский льнокомбинат» установлено оборудование фирмы «RIETER» для произ-
Method for indirect estimation of the fibers linear density of cottonized flax fiber is proposed.. The proposed method allows to prepare the data for spinning products designing, keeping the statistical relationship between the length and linear density of the fibers. Due to the proposed method are investigated cottonized flax fibers in flooring, in the sliver after carding machine C60 and the sliver after draw frame machine RSB are investigated.
Method for estimation the effectiveness of spinning equipment is suggested taking into account the probabilistic characteristics of the physical and mechanical properties of processed fibers. Due to the proposed method the estimation of the effectiveness of the technological processes for forming the sliver from cottonized flax is conducted.
водства пряжи пневмомеханического способа прядения (рисунок 1). Установленное оборудование было разработано для формирования хлопчатобумажной пряжи малой и средней линейных плотностей, поэтому с целью переработки льняного волокна дополнительно установлена линия котонизации, оборудованная машинами фирм «TEMAFA» и «RIETER».

Рисунок 1 – Технологическая схема переработки котонизированного льняного волокна: 1 – кардочесальная машина C60; 2 – ленточная машина RSB; 3 – прядильная машина R40
Так как установленное оборудование фирмы «RIETER» для производства пряжи пневмомеханического способа прядения ранее не использовалось для переработки котонизированного льна, то актуальной является задача оценки эффективности работы как отдельных машин, так и линии в целом. Важным этапом в процес- се производства пряжи пневмомеханического способа прядения является подготовка ленты, неровнота которой оказывает определяющее влияние на качество вырабатываемой пряжи.
При разработке новых и оптимизации существующих технологических процессов прядильного производства для оценки уровня техно- логии, эффективности процессов и состояния оборудования используют индекс неровноты [1]. Он показывает, во сколько раз неровнота вырабатываемого продукта выше неровноты гипотетического продукта, который мог бы быть получен при идеальной работе всех машин и рабочих органов, участвующих в процессе его формирования. Индекс неровноты рассчитывается по формуле:
I = — , (1) С г где СВ– неровнота вырабатываемого продукта, %; СГ– неровнота гипотетического продукта, %.
Неровнота вырабатываемого продукта определяется экспериментально, например, с помощью датчиков, установленных непосредственно на чесальной, ленточной и прядильной машинах или с помощью прибора для лабораторного контроля качества продуктов прядения USTER TESTER 5 [2].
Для оценки неровноты гипотетического продукта используют формулу, предложенную Мартиндейлом [3, c. 343]:
где т=Т„р/Тв – cреднее число волокон в сечении продукта;
Тпр – линейная плотность продукта прядения, текс;
ТВ – средняя линейная плотность волокон, текс; Сd – коэффициент вариации волокон по их диаметру, %.
При этом формула (2) имеет недостатки:
– не учитывает неравномерность волокон по их длине;
– не учитывает реальные вероятностные характеристики физико-механических свойств перерабатываемых волокон, а только их точечные оценки: среднее значение линейной плотности волокон и коэффициент вариации по площади поперечного сечения волокон;
– дает оценку коэффициента вариации гипотетического продукта по площади его поперечных сечений, то есть на отрезках бесконечно малой длины, в то время как неровнота выра- батываемого продукта измеряется по отрезкам фиксированной длины, что приводит к сравнению неэквивалентных характеристик.
Таким образом, актуальна задача получения оценки неровноты гипотетического продукта, лишенной приведенных недостатков.
Оценка неровноты гипотетического продукта невозможна без его теоретической модели. При разработке такой модели могут вводиться упрощения или допущения относительно физико-механических свойств перерабатываемых волокон. Например, о постоянстве какого-либо свойства перерабатываемых волокон или соответствии его вероятностного распределения какому-либо модельному распределению (например, нормальному, логнормальному и т. д.). Это может позволить получить упрощенную аналитическую зависимость. Однако вероятностное распределение физико-механических свойств волокон может не подчиняться какому-либо модельному распределению и изменяться в процессе их переработки на различных этапах технологического процесса. Помимо этого между свойствами волокон может присутствовать статистическая взаимосвязь. Например, более длинные натуральные волокна могут иметь и большую линейную плотность. Такая статистическая взаимосвязь также может изменяться после прохождения волокон через технологические процессы. Например, в результате воздействия на волокна зубьев чесального барабана может измениться относительная линейная плотность волокон определенной длины.
Таким образом, физико-механические свойства текстильных волокон представляют собой многомерную случайную величину, которая может не подчиняться модельным законам распределения. Все это осложняет получение модели продукта, пригодной для построения аналитической зависимости, а допущения относительно вероятностных свойств перерабатываемых волокон могут привести к неадекватной оценке неровноты гипотетического продукта прядения. Для построения теоретической модели, учитывающей реальные распределения физико-механических свойств перерабатываемых волокон, можно использовать методы компьютерного имитационного моделирования [4].
Для моделирования идеальной работы машин, формирующих продукт прядения, была разработана модель гипотетического продукта прядения, учитывающая реальные физико-механические свойства перерабатываемых волокон. Модель представляет собой совокупность волокон, рассредоточенных вдоль продукта с помощью равномерного закона распределения (рисунок 2). При этом расположение каждого отдельного волокна не зависит от расположения других волокон. Вероятностные свойства длины и линейной плотности волокон оказывают определяющее влияние на неровноту идеального продукта прядения, поэтому при построении модели в качестве входных данных должны использоваться данные о длине и линейной плотности волокон, полученные при экспериментальном исследовании волокон реального продукта прядения. Входные данные представляют собой перекрестные ряды значений длин и линейных плотностей волокон, что позволяет учесть их двумерный эмпирический закон распределения. Для статистической обработки экспериментальных данных и компьютерного имитационного моделирования использовались возможности языка и программной среды R [4].
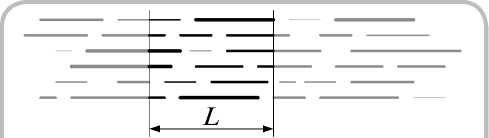
Рисунок 2 – Графическая интерпретация ими- тационной модели гипотетического продукта прядения
Для вычисления оценки неровноты гипотетического продукта рассчитывается его диаграмма масс. Для этого смоделированный продукт разделялся на отрезки длиной L , и затем определялась суммарная линейная плотность волокон и участков волокон, находящихся в пределах измеряемого отрезка (рисунок 2).
В лабораторных условиях кафедры ПНХВ проводились экспериментальные исследования свойств волокон котонизированного льна, составляющих реальный продукт прядения. Продукт разбирался на отдельные волокна, после чего проводилось измерение их длин с фиксацией каждого отдельного измерения.
С помощью критериев согласия Пирсона и Колмогорова-Смирнова не удалось установить соответствие эмпирических распределений длин волокон котонизированного льна каким-либо модельным распределениям. На рисунках 3 а, 4 а, 5 а приведены статистические оценки распределения длин волокон котонизированного льна. Для построения ядерных оценок плотности распределения [6] использовалось гауссово ядро с шириной окна, вычисленного по формуле Сильвермана [7].
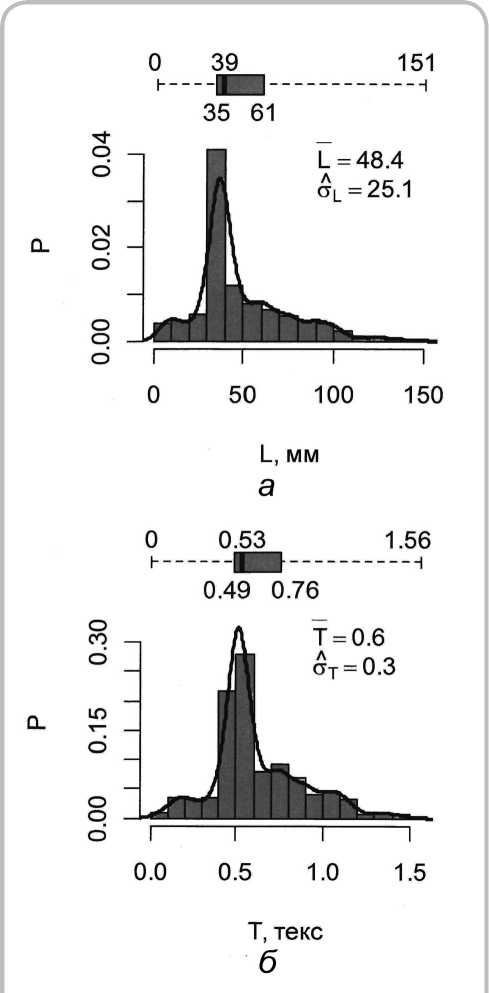
Рисунок 3 – Ядерные оценки плотности распределения, гистограммы и диаграммы размаха длин и линейных плотностей волокон из насти- ла перед чесальной машиной С60
Как видно из рисунков 3 а и 4 а, среднее значение длины волокон в чесальной ленте уменьшается по сравнению с длиной волокон в настиле, уменьшается также разброс значений относительно среднего и доля волокон длиннее 100 мм. Это объясняется интенсивным воздействием на волокна зубьев гарнитуры чесального барабана.
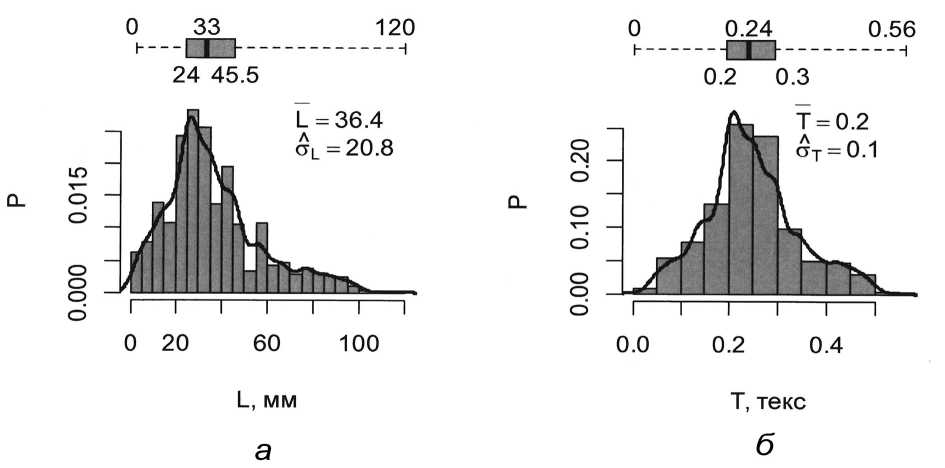
Рисунок 4 – Ядерные оценки плотности распределения, гистограммы и диаграммы размаха длин и линейных плотностей волокон из чесальной ленты (с машины C60)
Как видно из рисунков 4 а и 5 а , после вытягивания на ленточной машине RSB уменьшается количество волокон длиннее 80 мм.
Это объясняется разрывом и расщеплением длинных волокон в поле вытягивания вытяжного прибора ленточной машины.
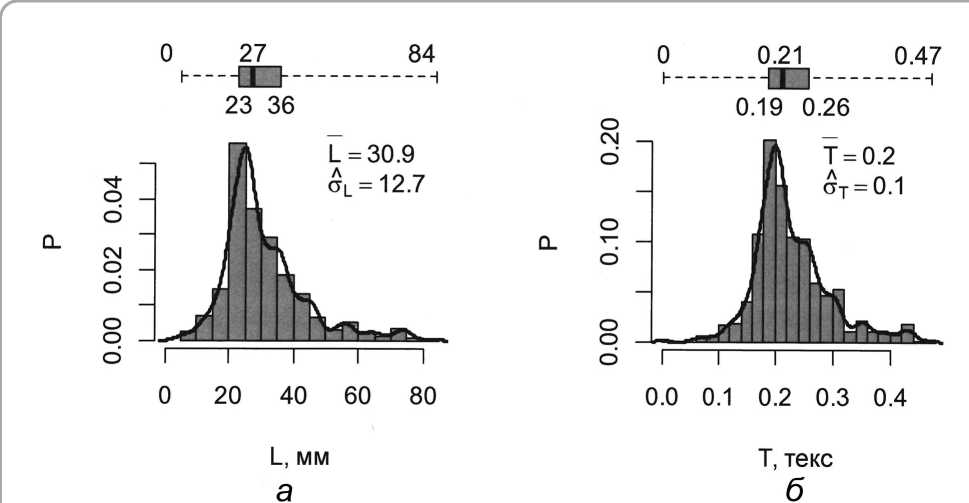
Рисунок 5 – Ядерные оценки плотности распределения, гистограммы и диаграммы размаха длин и линейных плотностей волокон из ленты (с машины RSB)
При моделировании волокнистого продукта необходимо не только учитывать длину волокон и их линейную плотность, но и статистическую связь между ними. Поэтому для получения оценок линейной плотности отдельных волокон был использован косвенной метод, заключающийся в построении регрессионных моделей зависимости линейной плотности волокон от их длины. Для построения моделей формировались штапели волокон одинаковой длины, и затем с помощью взвешивания определялось среднее значение линейной плотности волокон в штапеле. Для каждого значения длины волокна процедура повторялась 10 раз.
В результате исследований было установлено, что для котонизированного льняного волокна взаимосвязь длины и массы волокон имеет нелинейный характер. Для оценки параметров нелинейной регрессионной модели проводилась линеаризация экспериментальных данных линейной плотности и длины волокон с помощью логарифмирования. После чего обыкновенным методом наименьших квадратов [8] проводилась оценка параметров регрессионной модели:
, (3)
где Тв – линейная плотность волокон, текс; Lв – длина волокон, мм; и – оцениваемые параметры модели; £ - ошибка регрессионной модели.
Возможность сведения модели к линейной,-позволяет использовать мощный статистический аппарат, разработанный для оценки параметров и диагностики качества регрессионных моделей. В частности, тест на структурный сдвиг (тест Чоу) [9], для оценки различия между двумя моделями, полученными для волокон до и после различных технологических переходов.
Таким образом, модель, устанавливающая связь между линейными плотностями волокон и их длинами, имеет вид:
^~ где р0 и в1 - параметры модели, оцениваемые с помощью модели (3); s - нормально распределенная ошибка с нулевым средним и стан- дартной ошибкой, равной стандартной ошибке регрессионной модели £ ~ n(0,Se)
Поскольку ошибка £ имеет нормальное распределение, определенное на интервале от —оо до +оо , то взятие экспоненты после добавления ошибки обеспечивает, в отличие от полиномиальных моделей, получение при моделировании линейной плотности волокон строго положительных значений.
Модель (4) может быть представлена в виде степенной модели:
, (5)
где ао и а1 – параметры модели, связанные с параметрами модели (4):
Ро Q а0=е а1=Р1
и –ошибка, связанная с ошибкой модели (4), и = р .
Коэффициенты модели (5) могут быть интерпретированы следующим образом: а0 – параметр масштаба, так как , то a0 > 0 ;
а1 – параметр формы, соответствует относительному уменьшению линейной плотности волокон при увеличении их длины; а0 = 1 соответствует линейному увеличению линейной плотности волокон при увеличении их длины; a1 > 1 соответствует относительному увеличению линейной плотности волокон при увеличении их длины. Согласно модели (5), линейная плотность волокон возрастает с увеличением их длины.
Для волокон котонизированного льна на различных технологических переходах получены статистически значимые оценки параметров модели (3). Модели зависимости линейной плотности от длины волокон котонизированного льна в настиле и ленте приведены на рисунках 6, 7 и 8.
При оценке соответствия распределения остатков регрессионной модели нормальному распределению с помощью критерия согласия Шапиро-Уилка достигаемый уровень значимости p-value = 0.1915, следовательно, нет оснований для отклонения нулевой гипотезы о нормальном законе распределения ошибки регрессионной модели. Среднее значение остатков регрессионной модели 1.876*10-18, и при проведении одновыборочного двустороннего t-теста p-value ≈ 1, следовательно, нет оснований для отклонения нулевой гипотезы о равенстве среднего значения ошибки нулю. Таким образом, ошибка регрессионной модели
1 ~ N ( 0;0.142 )
ных о длине волокон котонизированного льна в настиле были рассчитаны значения линейных плотностей волокон. По значениям линейных плотностей волокон построена ядерная оценка плотности распределения, гистограмма и диаграмма размаха линейных плотностей волокон (рисунок 3 б ).
После подстановки в модель (рисунок 6) дан-
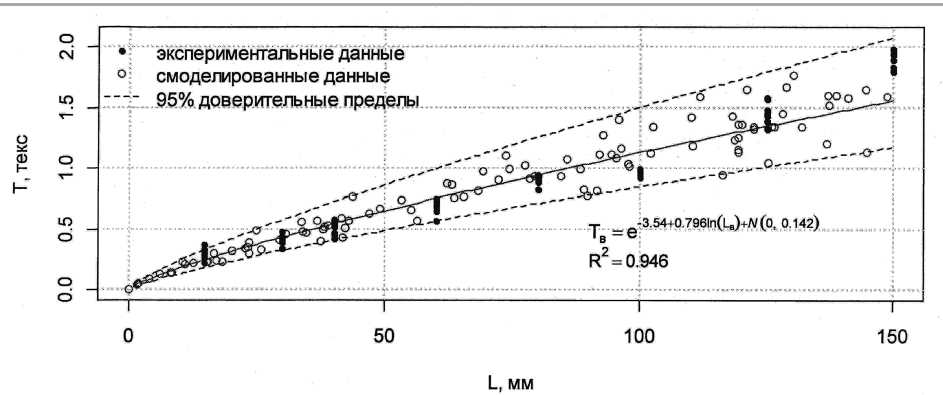
Рисунок 6 – Зависимость линейной плотности от длины волокон котонизированного льна в настиле
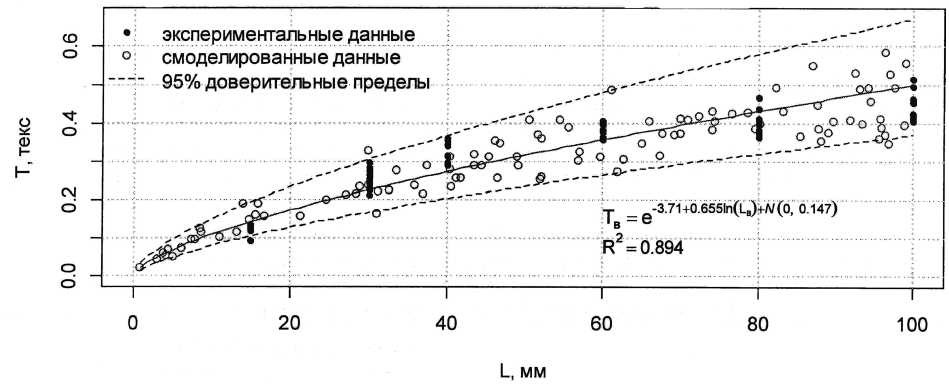
Рисунок 7 – Зависимость линейной плотности от длины волокон котонизированного льна в ленте после чесальной машины С60
Ошибка регрессионной модели
1 ~ N ( 0;0.147 )
(критерий нормальности Шапиро-Уилка p-value = 0.1257, одновыборочный t-тест p-value ≈ 1). При оценке совпадения параметров регрессионных моделей (3), полученных для волокон из настила, перед чесальной машиной C60 (рисунок 6) и в ленте после нее (рисунок 7) достигаемый уровень значимости теста Чоу p-value= 6.344*10-59, следовательно, необходимо отклонить нулевую гипотезу о совпадении двух моделей. Таким образом, зависимость линейной плотности волокон от их длины в настиле и в ленте после чесальной машины C60
имеет различную структуру.
Ядерная оценка плотности распределения, гистограмма и диаграмма размаха линейных плотностей волокон в ленте после чесальной машины C60, рассчитанных с помощью предло- е ~ N (0;0.133)
женной модели, приведены на рисунке 4 б.
Ошибка регрессионной модели (критерий нормальности Шапиро-Уилка p-value = 0.4271, одновыборочный t-тест p-value ≈ 1). При оценке структурного различия моделей зависимости линейной плотности волокон от их длины в лене после чесальной машины C60 (рисунок 7) и в ленте после ленточной машины RSB (рисунок 8) достигаемый уровень значимости теста Чоу p-value=0.3835487, следовательно, нет оснований для отклонения нулевой гипотезы о совпадении двух моделей.
Таким образом, можно говорить о том, что после ленточной машины количество длинных волокон (больше 80 мм) уменьшается (рисунок 5 а), но при этом структура зависимости линейной плотности от длины волокон остается неизменной.
Ядерная оценка плотности распределения, гистограмма и диаграмма размаха линейных плотностей волокон в ленте после ленточной машины RSB, рассчитанных с помощью предложенной модели, приведены на рисунке 5 б .
Разработанные модели зависимости линей-
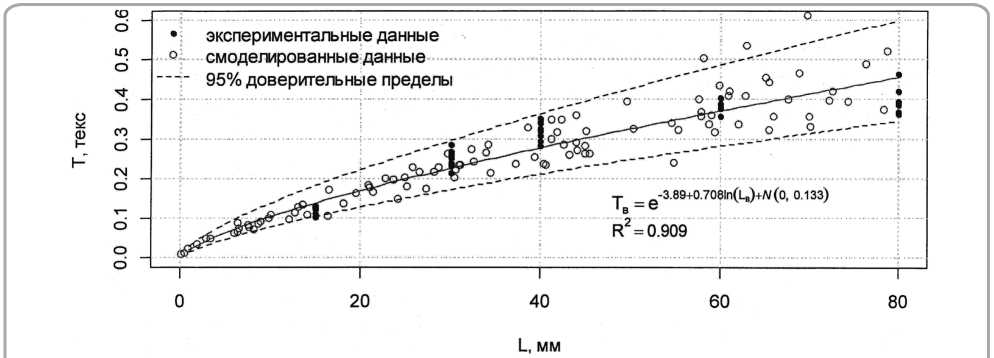
Рисунок 8 – Зависимость линейной плотности от длинны волокон котонизированного льна в ленте после ленточной машины RSB
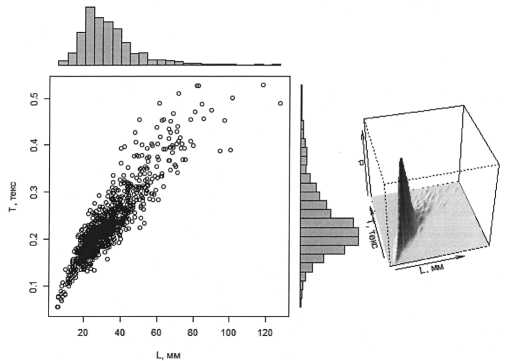
Рисунок 9 – Диаграмма рассеяния, маргинальные гистограммы распределения, ядерная оценка двумерного вероятностного распределения линейной плотности и длин волокон котонизированного льна в ленте после ленточной машины RSB
ной плотности от длины волокон позволяют получить входные данные (рисунок 9) для моделирования гипотетического продукта прядения.
Моделируемые продукты прядения, как и реальные, состоят из большого количества волокон, поскольку экспериментально исследовать все волокна, составляющие десятки метров ленты не представляется возможным то, для увеличения объема входных данных при моделировании волокнистых продуктов использовался бут- стреп-метод [10].
На основе полученных данных о длинах и линейных плотностях отдельных волокон были смоделированы продукты прядения: лента линейной плотностью 6 ктекс (после чесальной машины C60), и лента линейной плотностью 4,5 ктекс (после ленточной машины RSB). Для смоделированных гипотетических продуктов прядения были рассчитаны коэффициенты вариации по линейной плотности на отрезках раз-
Как видно из таблицы 1, оценка неровноты идеальной ленты, полученная по формуле Мартиндейла, не попадает в 95 % доверительный интервал оценки, полученной в результате моделирования, следовательно, статистически значимо отличается от нее. Индексы неровноты, рассчи- танные на основе оценок неровноты, полученных в результате моделирования и по формуле Мартиндейла с использованием экстраполяции по Нинхишу [3, c. 370], имеют тенденцию к повышению при увеличении длины измеряемых отрезков. Это говорит о наличии резервов по снижению неровноты вырабатываемой ленты. Снижение неровноты на длинных отрезках мо-
Таблица 2 – Коэффициент вариации по линейной плотности ленты после ленточной машины RSB на отрезках разной длины
|
Коэффициент вариации по линейной плотности (CV), % |
||||
|
1 см |
1 м |
3 м |
5 м |
|
|
Измеренное значение |
9.7 |
0.9 |
0.5 |
0.3 |
|
Оценка, полученная в результате моделирования, и ее 95% -й доверительный интервал |
0.773 (0.742; 0.810) |
0.169 (0.163; 0.175) |
0.095 (0.091; 0.099) |
0.085 (0.083; 0.086) |
|
Индекс неровноты |
12.541 |
5.320 |
5.242 |
3.547 |
|
Оценка по Мартиндейлу с экстраполяцией по Нинхишу |
0.745 |
0.340 |
0.198 |
0.154 |
|
Индекс неровноты, рассчитанный с использованием оценки по Мартиндейлу |
13.014 |
2.649 |
2.524 |
1.952 |
жет быть достигнуто с помощью повышения равномерности настила.
Как видно из таблицы 2, оценка неровноты идеальной ленты на коротких отрезках полученная по формуле Мартиндейла попадает в 95%-й доверительный интервал оценки, полученной в результате моделирования, то есть статистически не значимо отличается от нее. При экстраполяции по Нинхишу оценки неровноты идеальной ленты на коротких отрезках по формуле Мартиндейла они статистически значимо отличаются от оценок, полученных в результате моделирования. Индексы неровноты имеют тенденцию к снижению, что говорит об эффективной работе авторегулятора ленточной машины RSB.
ВЫВОДЫ
-
1. Предложена методика косвенной оценки линейной плотности волокон котонизирован-
- ного льняного волокна. Данная методика позволяет подготовить данные для моделирования продуктов прядения с сохранением статистической связи между длинами и линейными плотностями волокон. С помощью предложенной методики исследованы волокна котонизированного льна в настиле, в ленте после чесальной машины С60, и после ленточной машины RSB.
-
2. Предложен способ оценки эффективности технологических процессов прядильного производства, учитывающий вероятностные характеристики физико-механических свойств перерабатываемых волокон. С помощью предложенного способа проведена оценка эффективности технологических процессов формирования ленты из котонизированного льна.
Список литературы Оценка эффективности технологических процессов формирования продуктов прядения из котонизированного льна
- Севостьянов А. Г. Методы исследования неровноты продуктов прядения./А. Г. Севостьянов. -Москва: ГОСТЕХИЗДАТ, 1962. -385 с.
- Uster Tester Application Handbook 2007
- Севостьянов А. Г. Методы и средства исследования механико -технологических процессов текстильной промышленности/А. Г. Севостьянов. -Москва: МГТУ им. А.Н.Косыгина, 2007. -648 с.
- Севостьянов А.Г., Севостьянов П.А. Моделирование технологических процессов в текстильной промышленности. -Москва: Легкая и пищевая промышленность, 1984. -344с.
- R Core Team (2012). R: A language and environment for statistical computing. R Foundation for Statistical Computing, Vienna, Austria. ISBN 3-900051-07-0, URL http://www.R-project.org/
- Орлов А. И. Прикладная статистика. -Москва: Экзамен, 2006. -672 с.
- Silverman B. W. Density Estimation for Statistics and Data Analysis/B. W. Silverman. -London: Chapman & Hall, 1986. -175.
- Дягилев А.С., Коган А.Г. Методы и средства исследований технологических процессов. -Витебск: ВГТУ, 2012. -206 c.
- Магнус Я.Р. Эконометрика. Учеб. -6-е изд., перераб. и доп. Я.Р. Магнус, П.К. Катышев, А.А. Пересецкий. -Москва: Дело, 2004. -576 с.
- Эфрон Б. Нетрадиционные методы много¬мерного статистического анализа Б. Эфрон. -Москва: Финансы и статистика, 1988. -263 с.
