Оценка напряженно-деформированного состояния термозащитного покрытия канала трубы, нагруженной высокотемпературным силовым импульсом

Автор: Лепеш Г.В., Басова М.В.
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Методические основы совершенствования проектирования и производства технических систем
Статья в выпуске: 4 (66), 2023 года.
Бесплатный доступ
Статья посвящена приближенной оценке напряженно-деформированного состояния термозащитного покрытия трубы газодинамического импульсного устройства под воздействием кратковременного высокотемпературного импульса высокого давления. Приведенные в статье результаты показывают, что термозащитное покрытие испытывает знакопеременные нагрузки в процессе одного импульса, величина которых зависит от многих факторов, определяющими из которых являются как характеристики самого импульса, так и толщина трубы и свойства самого покрытия.
Газодинамическое импульсное устройство, труба, термозащитное покрытие, напряжения, деформации, давление, температура
Короткий адрес: https://sciup.org/148327750
IDR: 148327750 | УДК: 621.45.038.74:539.3
Evaluation of stress-strain state of thermal protection coating of pipe channel loaded with high-temperature power pulse
The article is devoted to an approximate assessment of the stress-strain state of the thermal protective coating of the pipe of the gas-dynamic impulse device under the influence of a short-term high-temperature pulse of high pressure. The results given in the article show that the thermal protective coating experiences alternating loads during a single pulse, the magnitude of which depends on many factors, which determine both the characteristics of the pulse itself and the thickness of the pipe and the properties of the coating itself.
Текст научной статьи Оценка напряженно-деформированного состояния термозащитного покрытия канала трубы, нагруженной высокотемпературным силовым импульсом
При проектировании газодинамических импульсных устройств (ГИУ) актуальной является задача обеспечения прочности и одновременно высокой термостойкости внутренней поверхности каналов труб, непосредственно подверженных эрозионному воздействию газов, нагретых до высоких температур и одновременно
– силовому радиальному воздействию давления газов, приводящего к радиальному деформированию стенок трубы ГИУ. Часто обеспечение функционирования таких устройств в течение заданного срока службы невозможно без специальных мероприятий, обеспечивающих защиту от эрозионного изнашивания поверхности канала (Рисунок 1).
В первую очередь к защитным мероприятиям относят покрытие поверхности канала материалами, обладающими боле высокой температурой плавления и одновременно более стойкими к эрозии и коррозии [1] – теплозащитнымим покрытиями (ТЗП).

Рисунок 1 – Поверхность трубы ГИУ, подверженная высокотемпературному эрозионному изнашиванию
Термозащитные покрытия и способы их получения
В качестве ТЗП на практике применяются различные материалы, обладающие особыми свойствами, такими как:
-
- высокая температура плавления Т пл по сравнения со сталью;
-
- способность к адгезии;
-
- высокая твердость и вибростойкость и др.
Как правило, это оксидные (например, ZrO2 или MgZrO3) и нитридные покрытия (например, SiAlON или Si3N4) [2], обладающие низкой теплопроводностью и наносимые различными способами на защищаемую стальную поверхность через промежуточный слой, который компенсирует существенное различие коэффициентов температурного расширения материала ТЗП и стали. Однако, несмотря на высокие теплозащитные свойства [3] такие материалы имеют высокий модуль упругости и высокую хрупкость, т.е. разрушаются даже при несравнимо меньших деформациях по сравнению со сталью. Поэтому для защиты поверхностей стальных труб, подверженных большим давлениям со стороны канала и испытывающим относительно большие деформации, в качестве ТЗП рассматриваются тугоплавкие металлы: W (вольфрам), Ta (тантал), Re (рений), Mo (молибден), Nb (ниобий), Hf (гафний), V (ванадий), Сr (хром), Ni (никель) и их комбинации (сплавы) с Zr (цирконием). Так как металлы и их сплавы обладают высокой теплопроводностью, то их применение в качестве тепловой защиты огра- ничено временем теплового воздействия до момента достижения на поверхности стали температуры, соответствующей критической точки Ac3, соответствующей началу полиморфных превращений.
В качестве технологически апробированных методов нанесения металлических покрытий рассматриваются [1] следующие:
-
- электролитическое (гальваническое) хромирование;
-
- лазерная наплавка;
-
- электромагнитное физическое осаждение; - плакирование взрывом.
Хромовые ТЗП жароустойчивы ( Т пл = 1907 °C) и обладают большой твердостью и эрозионной стойкостью, превышающей высокоуглеродистую и закалённую стали. Электролитическое хромовое ТЗП, особенно блестящее (твердый хром – 1000 МПа), получается с большой пористостью и склонностью к растрескиванию. В обычной практике [2] «для повышения коррозионной стойкости изделие сначала покрывают слоем меди (15–20 мкм), затем слоем никеля (10– 15 мкм) и тонким слоем хрома. В случае ТЗП ГИУ проблему повышения стойкости хромового покрытия решают применением двухслойного электролитического хромирования. Первоначально наносят молочный (мягкий хром, с твердо-стью ∼ 700 МПа), а затем кладут слой твердого хрома. Более качественные покрытия могут быть обеспечены методом гальванохонинга [4] (рисунок 2).
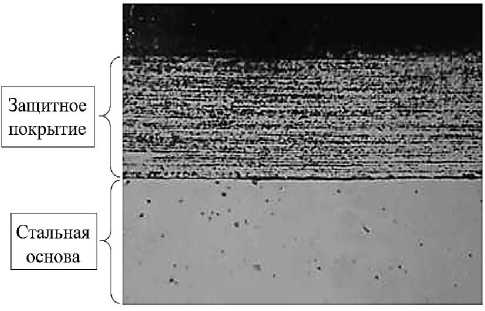
Рисунок 2 – Структура хромового покрытия, полученного методом гальванохонинга [4]
В любом случае, между стальной поверхностью и ТЗП наблюдается граница, по которой в последствии происходит отслоение ТЗП и сход его фрагментов после многократного импульсного высокоэнергетического воздействия [5]. Первоначально появляется сетка трещин на поверхности ТЗП, обусловленная значительными деформаци- ями под действием радиального давления и температуры, затем трещины проникают на глубину слоя ТЗП. Одновременно происходит разрушение по поверхности прилегания ТЗП к защищаемой поверхности (нарушение адгезии) и фрагменталь-ный сход ТЗП, а в дальнейшем – его развитие вплоть до полного схода ТЗП.
Адгезия нарушается вследствие относительно низких по сравнению со сталью механических свойств материала ТЗП, прилегающего к поверхности стали, а также вследствие наличия градиентов напряжений, возникающих на границе ТЗП и стали, вызванных различием упругих свойств соприкасающихся материалов и их коэффициентов термического расширения.
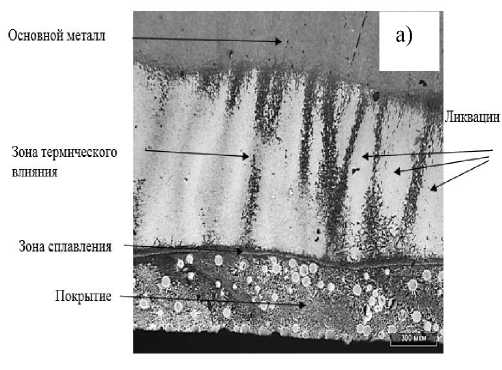
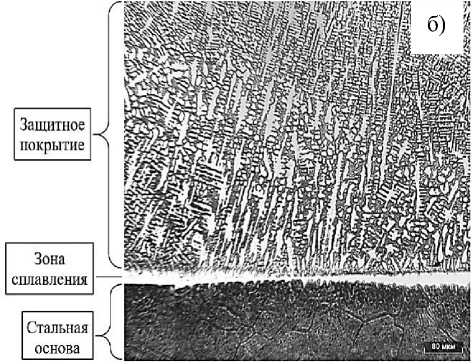
Рисунок 3 – Структура ТЗП, полученного методом лазерной наплавки: а) – на основе тантала; б) – на основе кобальтового сплава В3К
На рисунке 3 приведены результаты металлографического исследования ТЗП, полученного при наплавке металлических порошков тантала и кобальтового сплава В3К на сталь. При наплавке образуется структура, в которой можно выделить следующие зоны: наплавленный слой, диффузионная зона сплавления и зона термического влияния. Измерение [1] механических свойств (микротвердости) показывает их неравномерность по выделенным зонам, причем наблюдается снижение твердости, по сравнению с основным металлом, в зоне термического влияния, которая представляет собой неотпущенный мартенсит в совокупности с грубоигольчатым мартенситом с остаточным аустенитом и полосами ликвации.
Наличие зоны термического влияния, характеризующейся неоднородностью, а также различием упругих свойств соприкасающихся материалов и их коэффициентов термического расширения, будет способствовать разрушению и сходу ТЗП. Повышение стойкости ТЗП, полученного лазерной либо плазменной порошковой наплавкой, связано с отработкой технологии, обеспечивающей уменьшение глубины зоны термического влияния.
В мировой практике наиболее эффективной и отработанной технологией нанесения защитных тугоплавких покрытий для ГИУ считается ионно-плазменное вакуумное магнетронное осаждение, позволяющее получить качественное износостойкое покрытие в окончательном виде без последующей обработки (Electro-magnetically enhanced Physical Vapor Deposition (EPVD) [1]. Суть технологии – осаждение на поверхность канала трубы паров металла расходуемой мишени в электрическом и магнитных полях при пониженном давлении. Технология EPVD позволяет наносить многокомпонентные покрытия в несколько слоев с разной функциональной направленностью. Например, пристеночной слой – с повышенной трещиностойкостью и с малой теплопроводностью, основной слой – с повышенной твердостью и износоустойчивостью. Таким образом, технология реализует формирование покрытия на атомном размерном уровне, что обеспечивает его повышенную эрозионную стойкость в случае осаждения тугоплавких материалов.
Результаты исследования в АО «ЦНИИМ» образцов с покрытием EPVD показали, что при оптимально подобранном составе покрытия из нескольких компонентов металлов можно получить стойкость покрытия по сравнению с хромовым гальваническим в условиях проведенного эксперимента – не менее чем в 2 раза.
Очевидно, что повышение стойкости в данных условиях обусловлено как выбором технологии, так и подбором материалов, обеспечивающих необходимую термическую стойкость, прочность ТЗП и его адгезию к защищаемой поверхности в условиях напряженно-деформированного состояния ТЗП и трубы ГИУ при нагружении импульсом давления и теплоты.
Напряженно-деформированное состояние ТЗП при функционировании ГИУ
На рисунке 4 приведен пример нагружения трубы, внутренним диаметром 120 мм импульсом высокотемпературного потока газа при давлении, достигающем в наибольшего значения 420 МПа. При этом температура газов в потоке достигает 2300 оС. Решение задачи теплопроводности для стальной трубы и хромового ТЗП проведено на основании математической модели, изложенной в работе [5]. Из рисунка 4 следует, что в процесс нагружения трубы тепловым и силовым импульсами не совпадают во времени. Поверхность внутреннего канала трубы прогревается раньше, чем давление газов достигает своего наибольшего значения. Следовательно, в ТЗП появятся внутренние сжимающие напряжения, определяемые температурными деформациями. По мере повышения давления и развития положительных тангенциальных деформаций, напряжения в ТЗП будут менять знак на положительный. Далее, после падения давления, напряжения в ТЗП опять поменяют знак на отрицательный и будут оставаться отрицательными до момента выравнивания градиентов температуры по толщине стенки трубы.
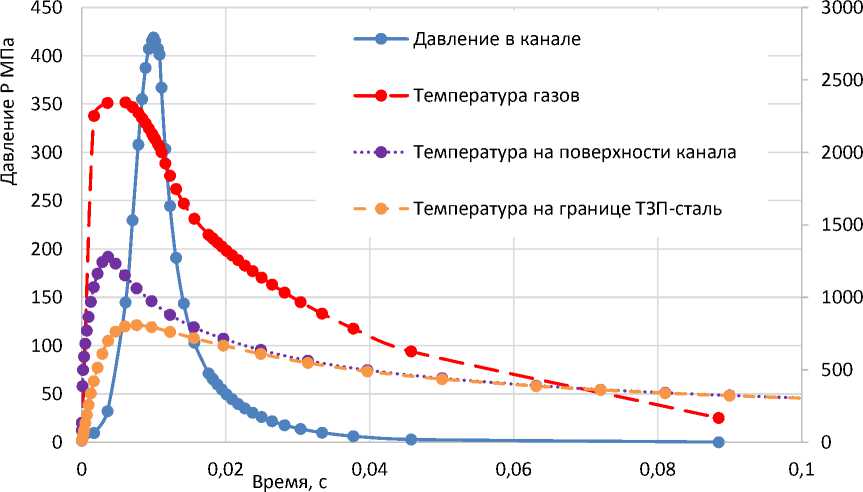
Рисунок 4 – Результаты расчета импульсного термосилового нагружения трубы ГИУ
Деформирование трубы под действием импульса давления и теплового потока является классической задачей термоупругости и может быть описано системой уравнений равновесия элементарного объема в цилиндрической системе координат. В символической форме:
| D . { а } + { X } = 0, (1) где { X } - вектор внешних объемных сил, в настоящей задаче приравняем его компоненты к нулю;
D – дифференциальный оператор
{ о } - вектор напряжений
К указанным четырем компонентам напряжений соотносятся соответствующие компоненты тензора деформаций
{е} = \DTT {u} = |ег ег е, 12у^ , (4)
где { и } - вектор перемещений
u
{ и И Г . (5)
I v
Здесь обозначены напряжения и деформации: oz, е z - осевые; ог, е r - радиальные; о,, е t -окружные; tzг , у zr - касательные (сдвиговые).
Физические уравнения для случая абсолютно упругого тела [6]:
М = | A -{е}+| A\ .({a. T :<„}), (6)
где: ({ a- T } + { ^ о }) — вектор начальных, в том числе и температурных деформаций; A – матрица коэффициентов упругости в цилиндрической системе координат


. . ц/ 1
E - ( 1 -ц ) /1 -ц
( 1 + ц ) - ( 1 - 2 ц ) - ц/ ц/
/1 -ц /1 -ц

где E - модуль упругости первого рода;
ц - коэффициент Пуассона.
При решении задачи в упругой постановке воспользуемся принципом суперпозиции, т.е.
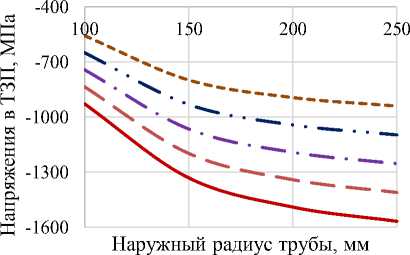
ром D. Из графиков видно, что предельное значение напряжений в хромовом ТЗП, соответствующее 700 МПа [5], достигаются уже при относительно небольших давлениях.
определим НДС суммой компонент от нагружения давлением и полученной в результате градиентов температурного поля под действием теплового импульса.
В качестве допущений примем неизменность механических свойств материалов от температуры, а также допустим незначимость учета отличия механических свойств тонкого слоя ТЗП при расчете общего поля НДС стенки трубы. С учетом принятых допущений задача нагружения трубы внутренним давлением (задача Ляме) имеет следующее решение относительно напряжений:
VD
S
С r
p - r 1 2
*22 - r 1 2

С t
Р - r
2 2
22 - Г

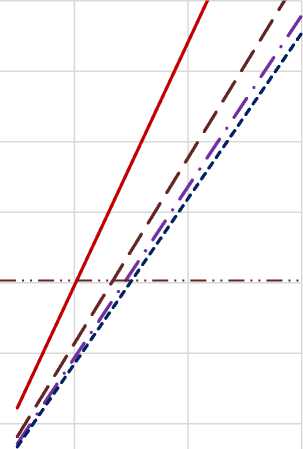
200 400 600
Давление p , МПа
где r1, r2 – внутренний и наружный радиусы трубы, соответственно;
р - текущий радиус.
С учетом с = tz г=0, определим компо-
ненты деформаций в соответствии с выражением
Н=| A -* - { с } . (9)
Тогда напряжения в поверхностном слое ТЗП могут быть вычислены по зависимости, аналогичной (6) при использовании матрицы A хр , содержащей коэффициенты упругости материала покрытия
М=A „ •{=}• (10)
На рисунке 5 приведены линейные зависимости от давления в трубе характеризующие приведенные (по условию Треска) напряжения в ТЗП, полученные при Е =2,1 10 5 МПа; Е хр =2,4 10 5 МПа; р =0,29; Д хр =1/3 для трубы с внутренним диаметром D 1 =2 r 1 = 60 мм и наружным диамет-
D=200 мм D=300 мм
D=400 мм D=500 мм
Рисунок 5 – Зависимости напряжений в ТЗП от давления в трубе
Температурные напряжения с T, с T , с\ в стенке трубы, включая и ТЗП, можно определить при условии, что известно распределение температуры по толщине стенки трубы Т(р), а также осредненные с учетом температуры значения a Tи ET . Для значений компонент напряжений, вызванных градиентами температуры в стенке трубы, можем записать [6]
о т
а т - Ет ----------------------------
1 — ц
2 2 )
1 — - 12 I- J — J ( р ) ;
Р )
ат -F1 2-г2
от -(т (-) — т) -, ц -,2 -
о т
t
а т - Ет --
1 — ц
, 2
1 + - ^ I- J — J ( р ) — Т ( р ) ;
Р
о т
4^ - [ 2 J — т ( р ) ] , 1 — ц
Для ТЗП, вблизи поверхности канала трубы, при р = Г^, получим
где T – начальная температура трубы.
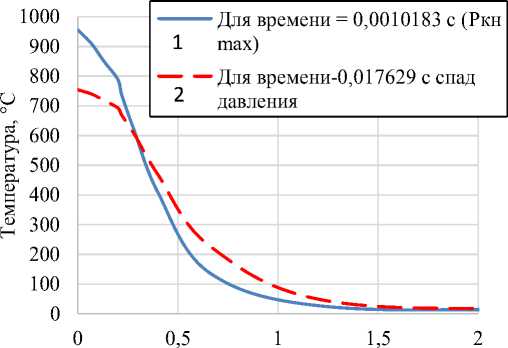
Координата по толщине стенки, мм
Рисунок 6 – Изменение температуры по толщине стенки
о Т
r
—
а т - Е т
----J ( - );
1 —ц
о т
t
о т
а т - E 1 — ц а т - E
1 — ц
T
--[ 2 J — J ( - 1 ) — т ( - ) ] ;
T
- -[ 2 J — т ( -
Анализируя зависимости (13) получим, что вблизи поверхности о т ® 0 МПа, а для о т по-
лучим
о
T
а т - Ет
t
1 — ц
2 - 2 г2 г:
т ( - 1 ) — ^-Т [ т ( р ) р d р -2У-1
-, — - J 2 -, + -
2 1 - 2
(14) где выражение в квадратных скобках представляет собой разность между температурой поверхности канала трубы и средней температурой стенки.
На рисунке 6 приведены графики прогрева стенки трубы, полученные из решения задачи теплопроводности для импульсного нагружения, приведенного на рисунке 4. Здесь кривая 1, характеризует распределение температуры в момент достижения наибольшего давления в канале трубы, а кривая 2 в момент спада давления до нулевого значения.
Численный анализ представленных на рисунке 6 зависимостей показывает, что средняя температура стенки трубы при таком распределении температуры, при внутреннем радиусе т 1 = 60 мм и наружном т2 > 100 мм не превышает одного градуса. Следовательно, по сравнению с температурой поверхности, этой разницей можно пренебречь. Тогда
На рисунке 7 построены графики изменения напряжений, возникающих при нагреве поверхности канала трубы. По отношению к напряжениям, возникающим при нагружении трубы давлением газов, эти напряжения имеют противоположный знак и будут способствовать разгрузке поверхности ТЗП (Рисунок 8). Однако после разгрузки трубы импульсом давления температура поверхности остается высокой и термонапряжения в ТЗП достигают по величине (с обратным знаком) и даже превышают напряжения от воздействия давления газов. Наличие сжимающих напряжений в тонком слое ТЗП может приводить к нарушению устойчивость слоя и отрыву покрытия, а последующая разгрузка – к появлению радиальных трещин на глубину покрытия.
Tп =1000 оС
Tп =800 оС
Tп =600 оС
Tп =900 оС
Tп =700 оС
Рисунок 7 – Графики изменения напряжений при импульсном нагреве поверхности канала трубы
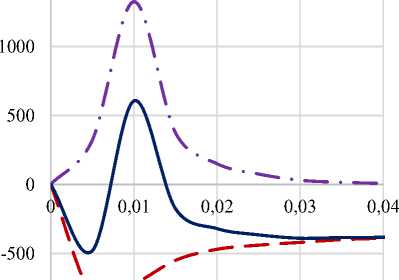
На рисунке 8 приведены расчетные графики изменения напряжений в ТЗП, полученные при решении задачи термоупругости для импульса давления и температуры, представленных на рисунке 4 при r 1 =60 мм и r 2 =150 мм.
-1000
Время, с
Силовые Термические
Суммарные
Рисунок 8 – Расчетные значения напряжений в ТЗП при импульсном нагружении
Из графиков следует, что при импульсном нагружении в ТЗП формируются отрицательные напряжения, вызванные быстрым нагреванием поверхности. Затем в районе максимального давления их значения становятся положительными, а после спада давления опять переходят к отрицательным значениям и далее «падают», приближаясь к нулевым по мере остывания и диссипации теплоты в стенке трубы. Знакопеременный характер напряжений в ТЗП может служить основанием его усталостного разрушения, что подтверждается опытом.
Выводы
Проведенный численный анализ показывает, что:
-
1. При функционировании ГИУ ТЗП в процессе термосилового нагружения испытывает значительные термосиловые нагрузки, характеризующиеся знакопеременными напряжениями.
-
2. Современные ТЗП и способы их нанесения способны обеспечивать адгезию на уровне механических свойств покрытия или основы, однако граница их соединения обусловлена резким
-
3. ТЗП, предназначенные для защиты канала трубы ГИУ должны обладать высокими прочностными свойствами и жаростойкостью. Такими способностями обладают металлы и сплавы с высокой температурой плавления.
-
4. Трудность нанесения ТЗП связана с необходимостью соблюдения температурного режима, обеспечивающего сохранность механических свойств материала трубы, включая минимальное формирование зоны трмического влияния.
переходом физических свойств (например, коэффициентов температурного линейного расширения) что может привести к дополнительным концентраторам напряжений, способствующим нарушению адгезии и сходу ТЗП.
Список литературы Оценка напряженно-деформированного состояния термозащитного покрытия канала трубы, нагруженной высокотемпературным силовым импульсом
- Лепеш Г.В., Моисеев Е.Н. Оценка способов защиты поверхности металла от высокотемпературной эрозии // Технико-технологические проблемы сервиса. 2017. №3 (41). С. 20 - 31. EDN: YMKEJR
- Кривобоков В.П. Плазменные покрытия (свойства и применение): учебное пособие / В.П. Кривобоков, Н.С. Сочугов, А.А. Соловьев; Томский политехнический университет. - Томск: Изд-во Томского политехнического университета, 2011. - 136 с.
- Лепеш Г.В. Оценка теплового состояния стального цилиндра с термозащитным покрытием, нагруженного высокотемпературным тепловым импульсом. / Технико-технологические проблемы сервиса. 2023. №3(65) с. 33 - 39. EDN: XFARPI
- Лейтан Е.А., Латышев Д.Ю., Моисеев Е.Н. Нанесение защитных покрытий на внутреннюю поверхность канала ствола как метод повышения живучести артиллерийских стволов. / Сборник публикаций, посвященный 110-летию основания АО "ЦНИИМ". - СПб.: Медиапапир, 2022. с. 34 - 42. ISBN: 978-5-00110-295-3
- Лепеш Г.В. Динамика и прочность осесимметрических и вращающихся изделий [Текст]: монография / Г. В. Лепеш; М-во образования и науки Российской Федерации, Санкт-Петербургский гос. ун-т сервиса и экономики. - Санкт-Петербург: СПбГУСЭ, 2010. - 143 с.
- Лепеш Г.В., Иванова Е.С. Имитационное моделирование термодинамического воздействия при испытании стойкости защитных покрытий. // Технико-технологические проблемы сервиса. №2(36), 2016 г. С.7- 17. EDN: WIOYFB
- Зайцев А.С. Устройство и проектирование стволов артиллерийских орудий: учебник/А.С. Зайцев. - 2-е изд., перераб и доп. - Старый Оскол: ТНТ, 2023. - 388 с.
