Оценка остаточных напряжений и деформаций при механической обработке раскатных колец

Автор: Костышев Вячеслав Александрович, Ерисов Ярослав Александрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 5 т.21, 2019 года.
Бесплатный доступ
Рассматривается технологический процесс производства кольцевых деталей авиационного двигателя. Предложены зависимости, описывающие остаточные напряжения для процесса раскатки. Определены величины сопротивления деформации при высоком очаге деформации и значения деформаций при механической обработке исходной заготовки.
Заготовка, раскатка, остаточные напряжения, механическая обработка, точность колец
Короткий адрес: https://sciup.org/148312602
IDR: 148312602 | УДК: 621.9.011
Evaluation of residual stresses and strains after the mechanical processing of rolled rings
The technological process of production of ring parts of an aircraft engine is considered. Dependencies are described that describe the residual stresses for the rolling process. The values of deformation resistance at a high deformation zone and the values of deformations during machining of the initial workpiece are determined.
Текст научной статьи Оценка остаточных напряжений и деформаций при механической обработке раскатных колец
Эксплуатационные характеристики кольцевых деталей газотурбинных двигателей во многом зависят от обеспечения рациональной схемы напряженно-деформированного состояния в очаге деформации и механической обработки [1-2]. На основании ранее проведенных исследований [3] была предложена модель напряженно-деформированного состояния очага деформации при процессе раскатки. Основываясь на трудах С.И. Губкина [4], можно заключить, что основной особенностью современной теории резания металлов является наличие процесса пластической деформации.
К основным вопросам процесса резания в сочетании с процессом пластической деформации можно отнести: физико-механическое состояние очага деформации при раскатке и обработке резанием; процесс стружкообразования; контактное трение при обработке резанием; сопротивление резанию; термомеханический режим резания. Из вышесказанного к основным вопросам следует отнести физико-механическое состояние очага деформации и сопротивление резанию.
Для оценки точности получения колец в процессе механической обработки необходимо значение остаточных напряжений, полученных при раскатке. Для этого воспользуемся зависимостью, предложенной В.С. Смирновым [5]:
° р ^ S
m a sh ( m O )
m a 1 1
--- — 1
2 ) J

где Ст р - продольное напряжение; a S - напряжение течения; m – числовой коэффициент:
m = 2 ЦЦ + 1 1 , (2)
V a V a J
ц - коэффициент трения; a , O - текущие углы очага деформации:
l a = -, (3)
R
l – длина дуги захвата; R – радиус валка; r 0 ,
r 1 – радиусы очага деформации на входе и выходе металла (рис. 1).
В случае раскатки длины дуг захвата со стороны большого и малого валков будут отличаться. Для их расчета воспользуемся методикой, предложенной в работе [1]:
l
H
2 rK RH ., ,
” ^ h H , l e =
V r K - R
uH
2 RvRr _
---K -^ A К , (4) A Rk - R e e ,
Костышев Вячеслав Александрович, доктор технических наук, профессор, профессор кафедры обработки металлов давлением, Самарский университет.
Ерисов Ярослав Александрович, кандидат технических наук, доцент; инженер отдела металлофизики авиационных материалов, Самарский федеральный исследовательский центр Российской академии наук.
где lН и lВ – длины дуг захвата у нижнего и верхнего валков; RВ и RН – радиусы большого (верхнего) и малого (нижнего) валков; Rk и rk – наружный и внутренний радиусы кольца; A hH и A hB - обжатие кольцевой полосы у нижнего и верхнего валков (рис. 2).
Выполним расчет величины остаточных напряжений при раскатке кольца из сплава ХН68ВМТЮК-ВД. Размеры кольцевой заготовки: внешний диаметр – 435 мм, внутренний диаметр – 275 мм. Размеры готового кольца: внешний диаметр – 710 мм, внутренний диаметр – 625 мм. Коэффициент трения примем
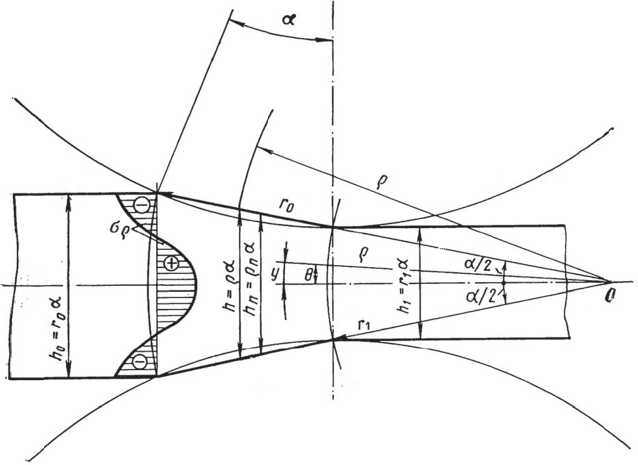
Рис. 1. Схема к расчету остаточных напряжений после раскатки [4]
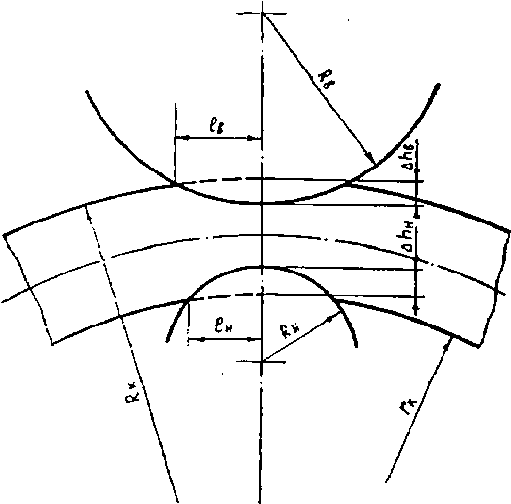
Рис. 2. Схема к расчету длины дуг захвата у нижнего и верхнего валков
равны ц = 0,75 . Радиусы валков раскатного стана: RB =300 мм и RH =6 мм.
Подставляя исходные данные в зависимости (2)-(4), получим следующие промежуточные значения для расчета величины остаточных напряжений (для расчета значений A hH и A hB использована предложенная в работе [1] эмпирическая зависимость, а значения r0 и r находились из геометрических соотношений):
-
1) для верхнего валка ( lB = 14,7 мм): а = 0,057 , m = 21,26, r 0 = 210 мм, Г = 192 мм;
-
2) для нижнего валка ( 1Н = 16,6 мм): а = 0,258 , m = 5,36, r = 210 мм, r = 194 мм.
Возьмем несколько значений угла в : 0,0902;
0,0676; 0,0451; 0,0226; 0,0, для которых по уравнению (1) определим величину остаточных напряжений (рис. 3). Таким образом, в кольце после раскатки на поверхности действуют сжимающие остаточные напряжения, а в центральной части - растягивающие. При этом максимальные (по абсолютному значению) остаточные напряжения наблюдаются на внешнем диаметре кольца.
После раскатки кольца производится механическая обработка со снятием металла 1 мм и 3 мм. Рассмотрим, как изменяется величина остаточных напряжений после механической обработки колец. Эпюры остаточных напряжений после снятия металла по внешнему диаметру приведены на рис. 4 и 5. Механическая обработка по внешнему диаметру приводит к снижению величины остаточных напряжений.
В зависимости от величины остаточных напряжений можно рассчитать величину деформации раскатного кольца. Для этого воспользуемся законом Гука:
-0.63
a
£ E ’
где E – модуль Юнга (для сплава ХН68ВМТЮК-ВД - E = 198 ГПа), ст - остаточное напряжение. Подставляя в выражение (5) величину остаточных напряжений на внешнем диаметре кольца
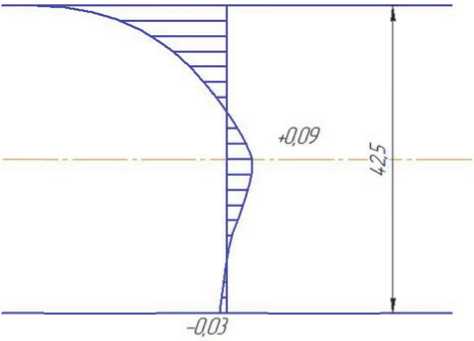
Рис. 3. Эпюра остаточных напряжений после раскатки кольца
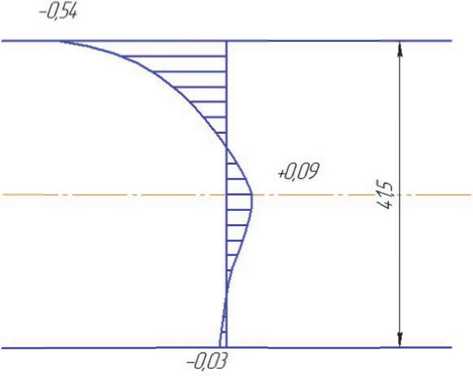
Рис. 4. Эпюра остаточных напряжений после снятия 1 мм металла
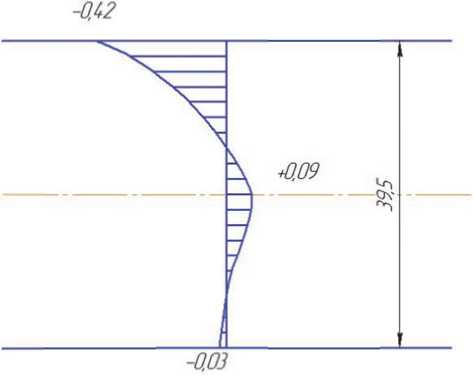
Рис. 5. Эпюра остаточных напряжений после снятия 3 мм металла
(для сплава ХН68ВМТЮК-ВД - O'S = 649,24
МПа), получим:
O p
-
1) после раскатки : ---= - 0,63 -
- OS
£ = - 0,21%;
-
2) после механической обработки на 1 мм:
O
— = - 0,54 - £ = - 0,18% ;
O S
-
3) после механической обработки на 3 мм:
O
-
-^ = - 0,42 - £ = - 0,14% .
O S
Используя значения деформации на внешнем диаметре кольца, можно рассчитать как изменяется длина периметра кольца под действием остаточных сжимающих напряжений, а значит и его диаметр после раскатки и механической обработки. Изменение диаметра под действием остаточных напряжений можно определить по следующей формуле:
D 1 = D q ( 1 + £ ) , (6)
где D 0 и D 1 – исходный диаметр кольца и диаметр под действием остаточных напряжений.
Таким образом, диаметр кольца после раскатки с учетом действия остаточных напряжений составляет 708,5 мм, после снятия 1 мм по внешнему диаметру – 706,73 мм и после снятия 3 мм – 703,01 мм.
Таким образом, предложенная методика позволяет оценить точность изготовления раскатных колец при механической обработке на основании оценки остаточных напряжений.
Список литературы Оценка остаточных напряжений и деформаций при механической обработке раскатных колец
- Костышев В.А., Гречников Ф.В. Методы формоизменения кольцевых заготовок раскаткой. - Самара: СГАУ, 2003. - 82 с.
- Гречников, Ф.В. Учет наследственности микроструктуры при моделировании полунепрерывного литья и последующей горячей прокатки слитков / Ф.В. Гречников, В.Ю. Арышенский, Я.А. Ерисов, С.В. Сурудин // Металлургия машиностроения. 2019. № 4. С. 42-44.
- Костышев В.А., Шитарев И.Л. Раскатка колец. - Самара: СГАУ, 2000. 208 с.
- Губкин С.И. Пластическая деформация металлов (том 3). - М.: Металлургиздат, 1960. - 306 с.
- Смирнов В.С. Теория обработки металлов давлением. - М.: Металлургия, 1973. - 496 с.
