Оценка работоспособности секторов-штампов и системы их крепления на рабочих валах ковочных вальцов открытого типа

Автор: С.А. Рогулин, Е.Н. Сосенушкин, Р.М. Амхадов, Е.А. Яновская
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Информатика, вычислительная техника и управление
Статья в выпуске: 2 т.28, 2026 года.
Бесплатный доступ
В статье представлена методика оценки работоспособности инструментальной оснастки консольных ковочных вальцов открытого типа, основанная на сочетании компьютерного анализа методом конечных элементов (МКЭ) и аналитического моделирования напряженно – деформированного состояния (НДС) секторов-штампов. Основное внимание уделено построению регрессионной модели, описывающей взаимосвязь максимальных эквивалентных напряжений с температурными значениями, коэффициентом концентрации напряжений и силами воздействия на инструмент в процессе горячей вальцовки в овальном, круглом и квадратном калибрах. В рамках предложенного подхода выполнено сравнение расчётных данных, полученных МКЭ с результатами аналитической аппроксимации методом наименьших квадратов (МНК). Проведена оценка адекватности регрессионной модели по основным критериям Фишера и Стьюдента, а также тестам Шапиро-Уилка, Броуша – Пагана и Уайта. Ресурс работы секторов-штампов оценивался на основе определения усталостной долговечности по модели Баскина. Разработанная модель позволила количественно оценить влияние ключевых факторов на уровень напряжений в секторе-штампе и установить, какие параметры оказывают наиболее существенное влияние на формирование НДС. В частности, показано, что при увеличении силы деформирования и коэффициента концентрации напряжений происходит рост максимальных эквивалентных напряжений, тогда как изменение температуры в исследуемом диапазоне оказывает незначительное влияние.
Вальцовка, сектор-штамп, калибр, компьютерное моделирование, пятно контакта, напряженно-деформированное состояние, аналитическая регрессионная модель
Короткий адрес: https://sciup.org/148333504
IDR: 148333504 | УДК: 621.771.074 | DOI: 10.37313/1990-5378-2026-28-2-218-232
Evaluation of the Performance of Die Sectors and their Fastening System on the Working Shafts of Open-Type Forging Rolls
The article presents a method for evaluating the performance of tooling for open-type cantilever forging rolls, based on a combination of computer analysis using the finite element method (FEM) and analytical modeling of the stress-strain state (SSS) of sector-stamps. The focus is on building a regression model that describes the relationship between maximum equivalent stresses and temperature values, stress concentration coefficient, and forces acting on the tool during hot rolling in oval, round, and square calibers. Within the proposed approach, a comparison was made between the FEM-calculated data and the results of the analytical approximation using the least squares method (LSM). An assessment of the adequacy of the regression model was carried out according to the main Fisher and Student criteria, as well as the Shapiro-Wilk, Breusch-Pagan, and White tests. The service life of the sector-dies was estimated based on the determination of fatigue durability using the Baskin model. The developed model allowed for a quantitative assessment of the impact of key factors on the stress levels in the sector-die and to determine which parameters have the most significant influence on the formation of residual stresses. It has been shown that an increase in the deformation force and the stress concentration factor leads to a rise in the maximum equivalent stresses, while changes in temperature within the studied range have little effect.
Текст научной статьи Оценка работоспособности секторов-штампов и системы их крепления на рабочих валах ковочных вальцов открытого типа
Технологическая подготовка производства поковок способом горячей объемной штамповки (ГОШ) является многоэтапным процессом и, кроме разработки технологии изготовления полуфабриката или поковки [1–3], ориентированного на определенный вид кузнечно-штамповочного оборудования [4–6], включает этап проектирования деформирующих инструментов. Не менее важным подготовительным этапом является выявление недостатков новой технологии и проверка работоспособности инструментальной оснастки. Как правило, задачи решаются с помощью математического моделирования [7–10] по аналитическим зависимостям или методом конечно-элементного (МКЭ) моделирования в объектно-ориентированных программных комплексах, таких как QFORM , DEFORM и других [11–13], с последующим проведением анализа напряженно-деформированного состояния (НДС) при различных термомеханических режимах для определения параметров прочности инструментальной оснастки и отдельных узлов оборудования [14]. Необходимо также уделить внимание тщательному проектированию рабочих поверхностей секторов-штампов [15] и обоснованию надежности выбранной конструкции инструмента, т. к. от этого будет зависеть повторяемость формы и размеров полуфабрикатов, влияющих на качество заполнения окончательного ручья при получении готовой поковки.
в процессе штамповки поковок удлиненной формы на КГШП, способствуя упрощению конструкций штампов, сокращению материальных затрат на их изготовление, что приводит к снижению себестоимости готовой продукции и повышению производительности. В качестве оборудования для заготовительных операций могут использоваться ковочные вальцы [17], рабочие валы которых оснащают секторами-штампами по количеству переходов, необходимых для профилирования заготовки. В зависимости от типов и вариантов конструкции оборудования, существуют различные способы установки и фиксации секторных инструментов на рабочих валах [18,19].
Объектом исследования являются секторы-штампы и система их крепления и фиксации на рабочих валах консольных ковочных вальцов открытого типа модели СА1335, которая описана в работах [20-22] и имеет схожие варианты способов креплений [23-25].
Цель исследования заключается в проведении анализа напряженно-деформированного состояния в момент максимальных нагрузок, воспринимаемых секторами-штампами и передаваемых на элементы конструкции машины, являющихся исходными данными для расчета прочностных параметров и степени влияния температурного фактора на усталостные характеристики элементов конструкции. А также построение аналитической модели, устанавливающей зависимость прочностных характеристик секторов-штампов от энергосиловых и температурных режимов горячей вальцовки.
ОСНОВНАЯ ЧАСТЬ
Исследование НДС и прочности конструкции с помощью компьютерного моделирования производится в программе SolidWorks Simulation , основанной на МКЭ и используемой для анализа поведения конструкций в процессе эксплуатации [26].
С целью оптимизации расчетной модели конструкция выполнена без контргаек, предотвращающих отвинчивание упорных винтов. Их функция заменена использованием элемента жесткой заделки, имитирующего резьбовые соединения. Таким же образом произведена замена крепежных элементов (винтов), соединяющих шпонки и боковую крышку с валом ковочных вальцов.
Разработка и моделирование технологического процесса вальцовки профилированной заготовки под штамповку тонкополотной поковки гаечного ключа [27-29] предоставляет в качестве результатов исходные данные для дальнейшего исследования секторов-штампов из теплостойкой штамповой стали 5ХНМ ГОСТ 5950-2000 [30], зарубежным аналогом которой является сталь Х38CrMoV5-3 [31], и крепежной оснастки для установки и фиксации секторов – легированная конструкционная сталь 40Х ГОСТ 4543-2016 [32].
Горячее деформирование предполагает использование соответствующих режимов нагрева: начальная температура исходной заготовки 1250 °C и секторов-штампов 250 °C . В момент возникновения наибольшей нагрузки в результате теплопередачи максимальная температура на участке контакта секторов с заготовкой ( T сек.шт) при вальцовке в овальном ручье достигает 477 °C ; круглом ручье – 503 °C ; в квадратном ручье – 333 °C .
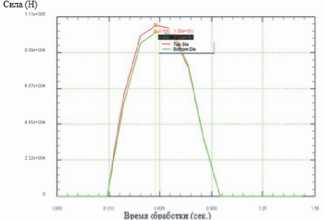
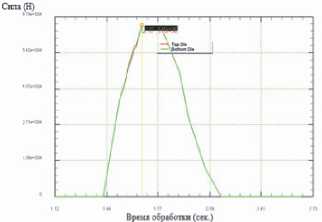
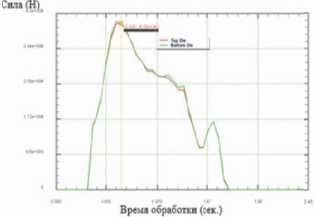
В ходе моделирования процесса вальцовки в программном комплексе DEFORM- 3 D [33] получены графики зависимости силы от времени вальцовки (рис. 1), анализом которых установлено, что при вальцовке в овальном калибре максимальная сила на верхнем валу равна 105 кН, на нижнем валу 100 кН (рис. 1, а). В калибрах круглого сечения (64,5 кН на обоих валах) и в калибрах квадратного сечения (40,5 кН на обоих валах) (рис. 1, б, в). Силовые параметры имеют разные значения вследствие изменения площади пятна контакта заготовки с секторами-штампами, имеющих разную форму калибров.
Также компьютерное моделирование в DEFORM – 3 D дает возможность определить площадь пятна контакта секторов с заготовкой ( S п.к.) в момент возникновения максимальной нагрузки в процессе формоизменения: при обработке в овальном ручье Sп.к.= 885 мм 2 ; в круглом ручье S п.к .= 632 мм 2 ; в квадратном ручье S п.к. – 557 мм 2 .
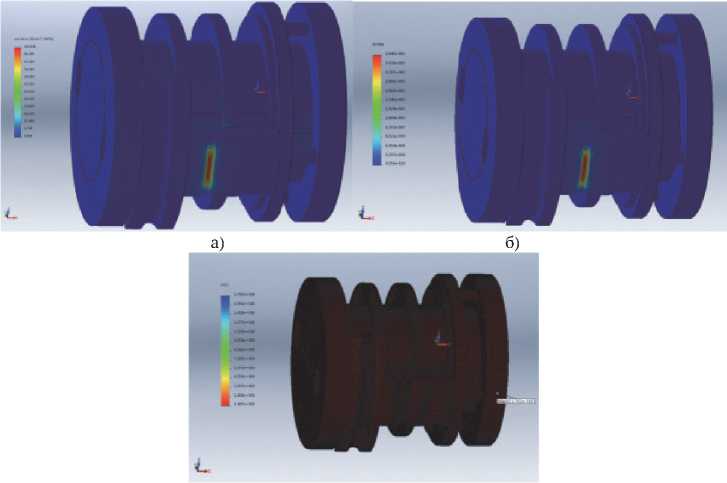
В результате действия нагрузки 105 кН на площадь контакта инструмента с заготовкой в процессе вальцовки в овальном ручье возникает давление 188 МПа. При этом эквивалентное напряжение, равное 92,4 МПа, возникающее в секторе-штампе и крепежной оснастке, не превышает предела текучести материала (рис. 2, а), из которого они изготовлены. Наиболее уязвимые участки расположены в местах приложения нагрузки, а также в зонах контакта исследуемого сектора-штампа с кольцевым замком системы крепления на валах ковочных вальцов через шпонку.
Результаты анализа конструкции на эквивалентные деформации демонстрируют максимальные значения для овального калибра (рис. 2, б), равные ε i= 3,4×10-3 и обнаруженные в зоне контакта сектора с заготовкой.
Исследование на прочность анализом статических нагрузок показало, что минимальный коэффициент запаса равен 2,8 (рис. 2, в), что по значению больше единицы – границы, ниже которой
В )
Рис. 1. Графики зависимости силы деформирования от времени вальцовки в калибрах разной формы: а – овальном; б – круглом; в – квадратном
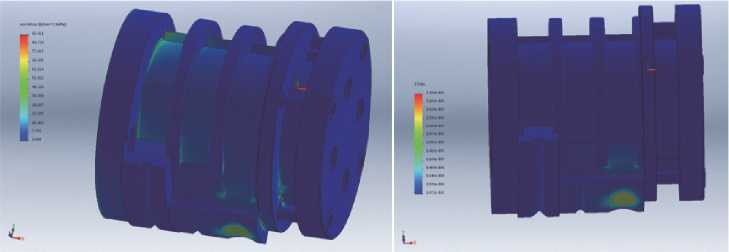
Рис. 2. Анализ НДС и прочности конструкции при воздействии максимальной нагрузки на овальный ручей: а – эквивалентные напряжения; б – эквивалентные деформации; в – коэффициент запаса прочности
конструкция может быть переведена в предельное состояние, соответствующее переходу к пластической деформации в локальных зонах. Максимальный коэффициент запаса прочности имеют крепежные элементы (упорные винты) – 3,70×1010.
В процессе профилирования заготовки в круглом ручье в момент наибольшей нагрузки 64,5 кН на площадь контакта инструмента с поковкой возникает давление 208 МПа, при этом, в зоне взаимодействия сектора-штампа с поковкой зафиксировано максимальное эквивалентное напряжение, величина которого составляет 105 МПа (рис. 3, а).
В результате исследования конструкции на эквивалентные деформации установлено, что при формоизменении поковки в круглом ручье (рис. 3, б) максимальное значение интенсивности деформации достигает 3,85×10-3.
Оценка прочности конструкции показала, что коэффициент запаса составляет 8,5, что много больше границы перехода к пластической деформации (рис. 3, в). Кроме того, наибольший коэффициент запаса прочности имеют упорные винты, сопряженные с торцевой крышкой и прижимным кольцом, который достигает значения 1,7×1010.
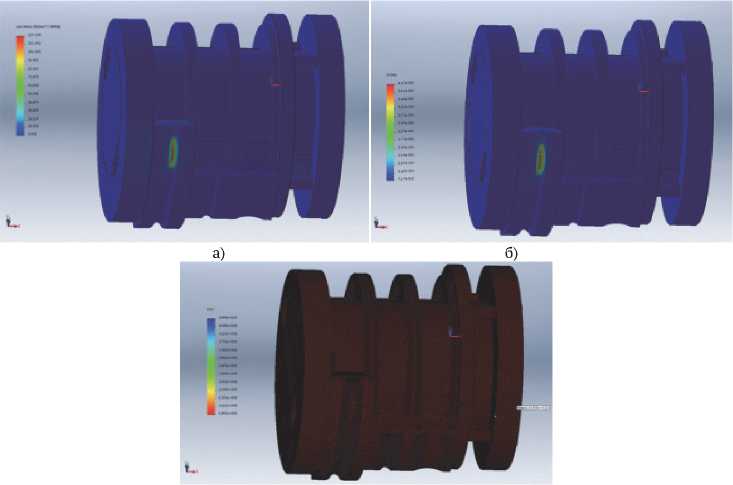
В процессе вальцовки в квадратном ручье приложение нагрузки величиной 40,5 кН к пятну контакта между инструментом и заготовкой приводит к возникновению давления в 218 МПа. При этом максимальное эквивалентное напряжение, достигающее значения 123,2 МПа, также не превышает предела текучести материалов, из которых изготовлены сектор-штамп и крепежная оснастка (рис. 4, а).
Максимальная эквивалентная деформация, достигающая значения 4,16×10-³, наблюдается преимущественно в зоне контакта сектора с заготовкой (рис. 4, б).
в )
Рис. 3. Анализ НДС и прочности конструкции при воздействии максимальной нагрузки на круглый ручей:
а – эквивалентные напряжения; б – эквивалентные деформации; в – коэффициент запаса прочности
в)
Рис. 4. Анализ НДС и прочности конструкции при воздействии максимальной нагрузки на квадратный ручей:
а – эквивалентные напряжения; б – эквивалентные деформации; б – коэффициент запас прочности
В результате исследования конструкции на прочность установлено, что минимальный коэффициент запаса прочности равен 6,87 (рис. 4, в), что выше границы перехода в предельное состояние с возникновением пластической деформации в локальных зонах. Максимальный коэффициент локализован в области элементов фиксации и составляет 49,6.
Исходя из результатов проведения численного анализа МКЭ в программном модуле Solid Works Simulation , установлены следующие закономерности. При наличии трех пар секторов-штампов максимальные значения эквивалентных напряжений и эквивалентных деформаций в момент формоизменения заготовки наблюдаются в секторах с квадратной формой калибра. Это связанно с возникновением наибольшего давления на пятне контакта инструмента с заготовкой, несмотря на относительно невысокий показатель приложенной силы 40,5 кН. Оценка прочности указывает на значительный коэффициент запаса, при этом самое высокое значение исследуемой характеристики наблюдается у упорных винтов.
Анализ результатов исследования вальцовки в овальном ручье говорит о наличии невысокого коэффициента запаса прочности (2,8), по сравнению с другими формами калибров секторов-штампов, но достаточного для обеспечения надежной работы конструкции. Вероятно, это связано с наибольшей площадью пятна контакта, по которой распределяется нагрузка на инструмент, и наиболее дальним расположением сектора-штампа от станины ковочных вальцов.
Наибольший коэффициент запаса прочности (8,5) наблюдается у сектора-штампа с калибром круглого сечения.
Методика построения аналитической модели включает следующие этапы:
-
- выбор аппроксимационной зависимости модуля упругости стали X38CrMoV5-3 от температуры;
-
- расчёт нормального контактного напряжения с учётом изменения модуля упругости материала при рабочей нагрузке на сектор-штамп;
-
- определение расчетного коэффициента концентрации напряжений на основе данных МКЭ;
-
- оптимизация коэффициента концентрации полным факторным экспериментом (ПФЭ);
-
- проведение верификации модели с использованием критерия Фишера.
Для подготовки и апробации модели используются результаты МКЭ-анализа в программных комплексах DEFORM- 3 D и Solid Works . Для каждого из трех калибров задаются рассчитанные значения нагрузок, площадей контакта, температуры штампа и максимальные эквивалентные напряжения по Мизесу.
Температурная зависимость модуля упругости аппроксимирована квадратичным полиномиальным законом, основу которого составили экспериментальные данные из исследований инструментальных сталей для штампов ГОШ [34-36]. Для стали X38CrMoV5-3 в диапазоне 20 – 600 °C модуль упругости рассчитывается по зависимости:
Wc^') = W" “iC^, - 20) + ^(T^ - 20)] =, (1)
где ^Q = 215000 МПа – модуль упругости материала при T =20 °С , a 1 = 1,2×10-4 K -1 – коэффициент линейного расширения, a 2 = 1×10-7 K -2 – коэффициент квадратичного члена, который учитывает нелинейную зависимость, характерную для диапазона 20 – 600 ° C.
Тогда для Т = 477 °С , ∆ Т = 457 °С
E (477) = 215 × 109[1 – 1,2×10-4 × 457 + 1×10-7 × 4572] = 2,080 × 105 МПа .
Из этого следует, что при 477 ° C модуль упругости снижается на 3,4 % относительно E 0 .
E (503) = 2,075×105 МПа; E (333) = 2,091×105 МПа .
Такая аппроксимация позволяет более точно учесть нелинейное падение значения модуля упругости при повышении температуры и избежать грубых погрешностей линейных моделей.
Квадратичная модель зависимости модуля упругости от температуры показала высокую точность аппроксимации (ошибка менее 2 % на интервале 20 – 600 °C ). Нормальное напряжение в об- ласти пятна контакта сектора-штампа и заготовки при пересчете вычислялось как отношение при- ложенной нагрузки к площади контакта, скорректированное на относительное снижение модуля упругости при текущей температуре инструмента:
o(7) = — x
^.k £d где А – приложенная сила, МН; Sп.к.– площадь пятна контакта между сектором-штампом и заготовкой, м2; £(7сек. шт – поправочный коэффициент, учитывающий снижение упругих характеристик при нагреве.
Введение поправочного коэффициента позволяет привести контактное напряжение к уровню, соответствующему изменённым упругим свойствам материала при данной температуре.
Для овального калибра при значениях A= 0,105 МН ; S п.к .= 8,85×10-4 м 2; Т = 477 °С:
Для остальных калибров рассчитываем аналогичным образом.
Круглый калибр:
^н.™ = -^^ X 0,9656 * 98 МПа.
6,3210 *
Квадратный калибр:
Он*в = -5^7 X 0,9722 * 70 МПа.
5,5710 4
С целью корректировки базового расчета введен коэффициент концентрации напряжений, определяемый как отношение пикового эквивалентного напряжения, к скорректированному зна- чению нормального напряжения:
_ тахоэкв
, где maxσэкв – максимальное эквивалентное напряжение в опасной точке модели.
Результаты расчёта:
.
Чем выше значение , тем сильнее локальная концентрация напряжений и тем выше риск усталостного разрушения. Из полученных данных видно, что квадратный калибр отличается наибольшим уровнем концентрации, что соответствует результатам МКЭ.
Проверка математической модели через обратный расчет максимальных эквивалентных напряжений отражает связь коэффициента концентрации с нормальным напряжением и температурным состоянием сектора-штампа.
, (4)
max σ экв ов = 0,804 × 114 ≈ 92 МПа ;
max σ экв , кр = 1,071 × 98 ≈ 104 МПа ;
max σ экв , к р в = 1,742 × 70 ≈ 123 МПа.
Результаты анализа МКЭ в программных комплексах DEFORM- 3 D и Solid Works сведены в табл. 1.
Таблица 1. Параметры, полученные МКЭ-анализом
|
Калибр |
A , МН |
£ П.К. , |
м2 |
T сек.-шт , °C |
max О экв. , МПа |
к^ |
|
Овальный |
0,105 |
8,85 х |
10 - 4 |
477 |
92 |
0,804 |
|
Круглый |
0,0645 |
6,32 х |
10 - 4 |
503 |
104 |
1,071 |
|
Квадратный |
0,0405 |
5,57 х |
10-4 |
333 |
123 |
1,742 |
В результате анализа МКЭ получены значения коэффициента концентрации, отличающиеся по трём калибрам в диапазоне от 0,80 до 1,75. Это связано с различием геометрии и величин локальных пиковых напряжений.
Для количественной оценки связи максимальных эквивалентных напряжений max σ экв в опасных сечениях сектора-штампа с ключевыми параметрами проведен развернутый трехфакторный эксперимент с тремя уровнями каждого фактора:
Гсек.шт G {333,477,503}, Кк Е {0,804,1,071,1,742},Л 6 {40,5,64,5,105}.
Матрица плана размером 33 = 27 комбинаций обеспечивает сбалансированную выборку всех возможных сочетаний уровней. Каждое значение одного фактора встречается во всех сочетаниях уровней остальных факторов ровно по одному разу, что гарантирует ортогональность плана и равные веса при оценке влияния каждого фактора на отклик и позволяет восстановить полный вид линейной регрессии [37, 38].
Каждый фактор характеризуется тремя уровнями варьирования, чтобы обеспечить равномерность покрытия области планирования. Такое количество уровней позволяет корректно оценивать возможные слабые нелинейности отклика, даже если итоговая модель является линейной.
Введена матрица проектирования и вектор откликов :

.
Каждый столбец матрицы Х характеризуется параметром: свободный член (единица), температура Т ( °С ) , коэффициент концентрации Kk (безразмерный), сила A (МН).
Оценка параметров модели методом наименьших квадратов (МНК):
.
Для корректной оценки ковариационной матрицы регрессоры были предварительно центрированы:
.
Центрирование делает интерпретацию свободного члена удобной ( .
На основании данных таблицы 2, содержащей 27 наблюдений, построена линейная модель зависимости максимальных эквивалентных напряжений max σ экв от температуры T , коэффициента концентрации напряжений Kk и силы деформирования А .
Математическая модель описывается в виде:
, (5)
где – случайная составляющая (остаток), имеющая математическое ожидание и постоянную дисперсию .
Таблица 2. Комбинации для ПФЭ 3 3 =27
|
№ |
T „., ° с |
^ к |
A, (МН) |
max С экл. , МПа |
|
1 |
333 |
0,803 |
0,0405 |
35,7 |
|
2 |
333 |
0,803 |
0,0645 |
56,9 |
|
3 |
333 |
0,803 |
0,1050 |
92,6 |
|
4 |
333 |
1,056 |
0,0405 |
47,2 |
|
5 |
333 |
1,056 |
0,0645 |
75,1 |
|
6 |
333 |
1,056 |
0,1050 |
122,4 |
|
7 |
333 |
1,740 |
0,0405 |
77,1 |
|
8 |
333 |
1,740 |
0,0645 |
122,8 |
|
9 |
333 |
1,740 |
0,1050 |
200 |
|
10 |
477 |
0,803 |
0,0405 |
36,7 |
|
11 |
477 |
0,803 |
0,0645 |
58,4 |
|
12 |
477 |
0,803 |
0,1050 |
95,1 |
|
13 |
477 |
1,056 |
0,0405 |
48,5 |
|
14 |
477 |
1,056 |
0,0645 |
77,2 |
|
15 |
477 |
1,056 |
0,1050 |
125,7 |
|
16 |
477 |
1,740 |
0,0405 |
79,5 |
|
17 |
477 |
1,740 |
0,0645 |
126,6 |
|
18 |
477 |
1,740 |
0,1050 |
206,1 |
|
19 |
503 |
0,803 |
0,0405 |
36,8 |
|
20 |
503 |
0,803 |
0,0645 |
58,5 |
|
21 |
503 |
0,803 |
0,1050 |
95,2 |
|
22 |
503 |
1,056 |
0,0405 |
48,6 |
|
23 |
503 |
1,056 |
0,0645 |
77,3 |
|
24 |
503 |
1,056 |
0,1050 |
125,8 |
|
25 |
503 |
1,740 |
0,0405 |
79,6 |
|
26 |
503 |
1,740 |
0,0645 |
126,7 |
|
27 |
503 |
1,740 |
0,1050 |
206,2 |
Матрица наблюдений:
Используя метод наименьших квадратов, получаем:
(xTx)b = Хту, b = (ХТХ)~1ХТу.
Построение регрессионной модели:
27 (Г^.^^х^х^,
где
^1 = 27,У Т = 11817,У 4 = 1,89,У Т/Гк = 14176
Суммы из полного факторного плана равны:
27 11817 32,39 1,89 \
11817 5,322,843 14,176 827,2 I 22 27 14 17; 42 27 2 2 7; ’
1,89 827,2 2,27 0,151/
Вектор \' ■■ (суммы пар столбец '■' ■: '.)равен:
XTy^
/ ^i У, 5^i ^
Ш1 Kk,iYi
\ S^
2538 \ 1113500
203,4 /
.
Решение системы уравнений МНК:
(Л) 1
' 1,903
-0,0029
-0,284
. -3,659
-0,0029 0,0000066 0 0
-0,284 0 0,236 0
-3,659 0
0 52,28
.
Используется стандартизация ( z-score ), тогда:
b0 = -100,97; bx = 0,0170; b2 = 77,97; b3
= 1343 .
Итоговая оценка:
maxa3KB = -100,97 + 0,01707+ 77,97^ + 1343+ + e.
Суммы квадратов и статистическая оценка модели.
Прогнозируемые значения:
у^ + Ь^ + Ь^ + Ь^ .
Общая сумма квадратов:
5ST = E2Z1(yi-у)2 = 63981 .
Сумма квадратов ошибок:
5SF = EfZ1(yi-yi)2 = 3736 .
Сумма квадратов регрессии:
SSR =SST
Коэффициент детерминации:
-SSE = 60245.
Средние квадраты:
, SSR p- =___ SST
0,9416 .
SSR
MSR =--- p-1
---% 20081. 3
Среднеквадратичная ошибка MSE оценивалась как остаточная вариация при одном наблюдении на комбинацию факторов.
SSE 3736
MSE =---- =----« 162,44.
n—p 23
Итого: SST = 63981; SSE = 3736; SSR = 60245; R2 = 0,9416; MSR = 20082; MSE = 162,4.
F – статистика (критерий Фишера) [39]:
F = – отношение сигнала (что модель объясняет) к шуму (необъяснённое). Если F большое, значит объяснённая часть явно превышает шум – модель полезна. – p-value для F это вероятность получить такое большое значение F, если на самом деле ничего не объясняется, т. е. все коэффициенты Т, Kk, A равны нулю.
F =!±^ = ^L к 123,6 » Г3л23.0>05 = 3,07;
MSE 162,44 d,W,U,Ub ’ >
F = 123,6 >> 3,07 → p < 10-13 .
Значение мало ), следовательно отклоняется нулевая гипотеза о том, что все ко- эффициенты равны нулю, и модель в целом значима.
Ковариационная матрица оценок выражается формулой:
Vaf(b) = MSE- ^X^1.
Для b 0 :
Var(b0) = 162,44 X 1,9025573326 = 308;
SE^ = 7308,99722213 = 17,58.
Для b 1 :
Для b 2 :
Для b 3 :
Уаг^) = 162,44 X 6,6245831218 X IO-6 = 0,0010750717445;
SE^bJ = VO,0010750717445 = 0,0328.
Var(b2} = 162,44 X 0,23643445939 = 38,39111244;
SE[b2} = д/3 8,39111244 = 6,2 0.
Уаг(Ь3) = 162,44 X 52,2752816037 = 8491,579;
SE^ = <’8491579 = 92,15.
Диагональ матрицы даёт оценки дисперсий коэффициентов, а корни диагонали – стандартные ошибки: SE(b) = (17,58,0,0328,6,20,92,15).
На основе полученных среднеквадратичных ошибок при определении каждого коэффициента ( SE ) рассчитываются t – статистики критерия Стьюдента (МНК):
Г =--- irr % (-5,74; 0,52; 12,58; 14,57).
Проведенный регрессионный анализ показал, что коэффициенты b 2 и b 3 обладают высокой статистической значимостью при уровне доверия 95 %, что подтверждается большими по модулю значениями t – статистики и малыми p << 0,05 . Это говорит о существенном влиянии данных факторов на результирующие эквивалентные напряжения. Коэффициент b 1 не является статистически значимым, так как его значение t -статистики мало (0,52).
Диагностика Шапиро – Уилка (проверка нормальности распределения остаткове< = У<-уД
Нулевая гипотеза H 0 заключается в том, что остатки подчиняются нормальному распределению N(0, ст2). Альтернатива H 1 – распределение отличное от нормального.
Вектор остатков:
e = (eve2, ...,en), n = 27.
Сортировка по возрастанию:
6(i) < e(2) < - < ew .
Коэффициенты ai заранее табулированы (в зависимости от числа наблюдений n) и выражаются через математические ожидания и дисперсии порядковых статистик стандартного нормального распределения:
,
где m = БШ – средние значения порядковых статистик для N(0,l), V – ковариационная матрица статистик.
Статистика критерия Шапиро – Уилка:
где коэффициенты ai – фиксированные числа (зависят от n ) и получаются из ожидаемых значений упорядоченных нормальных размеров; e – среднее значение остатков.
Для нормальных остатков W близко к 1. При существенном отклонении W < 1. Критическое значение определяется таблично или по p – значению.
W = 0,943 , p = 0,145 – нормальность остатков не отвергается.
Проверка зависимости дисперсии ошибок от значения регрессоров (гетероскедастичности) методом Броуша – Пагана :
4. = A-(9)
Выводится вспомогательная регрессия:
ui = «0 + ^l^ i + a2Kk,i + «3^1 + vi;(10)
LM [Lagrange Multiplier^ = n ■ R~cn,(11)
где ^всп – коэффициент детерминации этой вспомогательной регрессии. При справедливости ^1 величина LM имеет распределение X2 с к степенями свободы ( k = 3) .
Для 27 наблюдений:
;
.
Критическое значение .
Так как , гипотеза H0 не отвергается p = 0,97. Для критерия Броуша – Пагана вспо могательная регрессия дала ≈ 0,009, откуда LM = 27 × 0,009 = 0,243. При χ²(3) это соответствует p ≈ 0,97, следовательно, гетероскедастичность отсутствует.
Тест Уайта (альтернативная проверка гомоскедастичности и нелинейности) проверяет не только зависимость дисперсии от факторов, но и от их комбинаций (например, .
Если Броуш – Паган тестирует только линейную зависимость регрессоров, то Уайт – тест – общую форму гетероскедастичности, включающую квадратичные и перекрёстные члены.
Исходные данные (квадраты остатков):
■
Вспомогательная регрессия Уайта:
. (12)
Статистика LM (тест множителей Лагранжа) :
LM — n ■ Явспуайт-
. .2
При справедливости нулевой гипотезы H0, статистика асимптотически распределена по распределению с числом степеней свободы, равным количеству объясняющих факторов во вспомогательной модели (k = 9).
; ; ;.
Так как p= 0,999 – нулевая гипотеза о гомоскедастичности не отвергается, и существенных признаков нелинейности дисперсии остатков не выявлено. Таким образом, модель сохраняет устойчивость, и применение робастных оценок будет являться факультативной проверкой:
; ,(13)
где – диагональные элементы матрицы проекции , – диагональная матрица,
– остатки.
.
Результаты диагностики сведены в таблицу 3.
Таблица 3. Итоговые результаты диагностики
|
Тест |
Проверка |
Нулевая гипотеза |
Статистика |
р - значение |
Вывод |
|
Шапиро -Уилк |
Нормальность остатков |
ei~N(0,c2) |
W = 0,943 |
0,145 |
Нормальность не отвергается |
|
Броуш -Паган |
Гомоскедастичность (линейная форма) |
Дисперсия постоянна |
LM = 0,243 |
0,97 |
Гомоскедастичность отсутствует |
|
Уайт |
Гомоскедастичность (нелинейная форма) |
Дисперсия постоянна |
LM = 0,81 |
0,999 |
Гомоскедастичность отсутствует |
|
РБ (робастная ковариация) |
Робастная коррекция |
– |
– |
– |
Учитывает отклонения |
Анализ полученной регрессионной зависимости показал, что повышение температуры Т на 1 °C приводит к увеличению max σ экв в среднем на +0,017МПа. Рост коэффициента концентрации напряжений Kk на единицу повышает напряжение на 78 МПа, а на каждый 0,1 МН возрастания силы деформирования A приходится + 13,4 МПа.
Таким образом, итоговая регрессионная модель имеет вид:
шахоэкв = -100,97 + 0,01707+ 77,97^ + 1343+ + e.
Модель объясняет 94,16 % дисперсии отклика ( R 2 = 0,9416), что свидетельствует об адекватности модели.
Наиболее статически значимым является коэффициент концентрации напряжений
Средняя абсолютная ошибка ( МАЕ ) составила менее 5 % от среднего значения max σ экв .
Оценка усталостной долговечности С производилась на основе обобщенной модели Баскина [40-42]. Температурная поправка параметра осуществлялась по эмпирической зависимости, известной из технической литературы [35] при высокотемпературных испытаниях инструментальных сталей. Приведенные в работе экспериментальные данные стали X38CrMoV5-3 относятся к области малоцикловой и термомеханической усталости и представлены в деформационной постановке, где характерные значения долговечности составляют 102 – 104 циклов при амплитудах деформации порядка 0,4 – 1 %. Произведена оценка стойкости инструмента в области высокоцикловой усталости на основе напряженной модели Баскина, что соответствует условиям работы инструмента. Таким образом, сопоставление носит качественный характер и подтверждает корректность тенденций изменения ресурса при снижении амплитуды нагружения [43-45].
Усталостная долговечность интерпретируется как эффективная усталостная характеристика материала при цикличном нагружении, определяющая начальный уровень сопротивления накоплению усталостных повреждений при экстремальном нагружении. С учетом корректировки на рабочую температуру сектора-штампа определяется по формуле:
, (14)
где С0 = 600 МПа – номинальная усталостная константа при базовой температуре; γ = 5 × 10-4 K-1 – температурный коэффициент, характеризующий скорость снижения усталостной прочности мате- риала с ростом температуры штампа.
Для овального калибра: С (477) = 463 МПа.
Для круглого калибра: С (503) = 455 МПа.
Для квадратного калибра: С (333) = 506 МПа.
Ресурс работы калибров определяется по формуле:
N =
( ^(^сек.шт) 1/b тахаэкв. /
где b = 0,1 – экспоненциальный показатель усталости (безразмерный).
Тогда предельное количество циклов наработки для каждого из калибров:
N ов=1,28×108; N кр = 3,65×107; N кв=5,90×106.
Исходя из полученных данных при сравнении с результатами МКЭ-анализа можно констатировать, что из-за наибольших показателей эквивалентных деформаций и эквивалентных напряжений квадратный калибр имеет наименьший ресурс работы; несмотря на наименьший показатель коэффициента запаса прочности секторы-штампы с овальным калибром обладают наибольшим ресурсом работы.
ВЫВОДЫ
Совершенствование аналитической модели достигнуто за счёт учёта температурного влияния на упругие свойства материала инструмента. Использование уточненной зависимости модуля упругости , аппроксимированной полиномом второй степени, позволило минимизировать расхождение расчётных напряжений с данными компьютерного моделирования при температурах выше 400 ° C ;
Разработанная методика позволит конструкторским и технологическим службам кузнечных цехов, наряду с моделированием процессов деформирования, оперативно оценивать ресурс работы инструментов по представленным регрессионным моделям и вносить изменения в геометрию калибров, энергосиловые и температурные режимы вальцовки.
