Оценка распределения температуры в локальной приконтактной зоне при свободном ортогональном резании

Автор: Фоминов Е.В., Чернов И.С., Шучев К.Г.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Математика, информатика и инженерия
Статья в выпуске: 4 (34), 2018 года.
Бесплатный доступ
Стать посвящена определению температурных полей в элементах технологической системы при обработке лезвийным инструментом на основе обобщенного алгоритма теплофизического анализа и инженерной методики расчета температур. Эта методика базируется на использовании ограниченного набора известных решений задач нестационарной и стационарной теплопроводности для тел схематизированной формы при различных граничных условиях. Комбинируя эти решения и согласовывая их на основе использования балансовых уравнений, можно получать расчетные зависимости, описывающие в первом приближении температурные поля в элементах технологических систем. Несмотря на то, что точность расчетов с использованием этих зависимостей невелика, что является естественным следствием ряда существенных упрощений, принимаемых при построении физических моделей технологических систем, они позволяют четко очертить круг варьируемых факторов, влияющих на тепловые процессы в технологической системе, установить направление и силу их влияния.
Резание металлов, лезвийный инструмент, теплопередача, температурное поле
Короткий адрес: https://sciup.org/140273137
IDR: 140273137
The evaluation of temperature distribution in a local zone under conditions of free orthogonal cutting
The paper is dedicated to evaluation of temperature field parameters in the elements of the technological system when processing by cutting tool based on generalized algorithm of thermo physical analysis and engineering methods for calculating temperatures. This technique is based on the use of the limited set of known solutions of nonstationary and stationary thermal conductivity problems for solid units of schematized forms under various boundary conditions. By combining these solutions and coordinating them through the use of balance equations, the first approximation formula for the temperature field values in technological system elements may be obtained. Despite the fact that the accuracy of the calculations using these dependencies is low, that is a natural consequence of a number of significant simplifications, taken when constructing physical models of technological systems, they allow you to clearly identify varied factors influencing thermal processes in the technological system, set the direction and power of their influence.
Текст научной статьи Оценка распределения температуры в локальной приконтактной зоне при свободном ортогональном резании
Введение. Основная задача, решаемая в рамках настоящей работы, состоит в том, чтобы показать, как, опираясь на методы формального описания процессов теплопередачи и решения краевых задач теплопроводности, проводить теплофизический анализ процессов, происходящих в технологических системах обработки материалов под действием внешних и внутренних источников (стоков) теплоты. Целью этого теплофизического анализа является определение путей, методов и средств повышения эффективности технологических систем и качества производимых изделий.
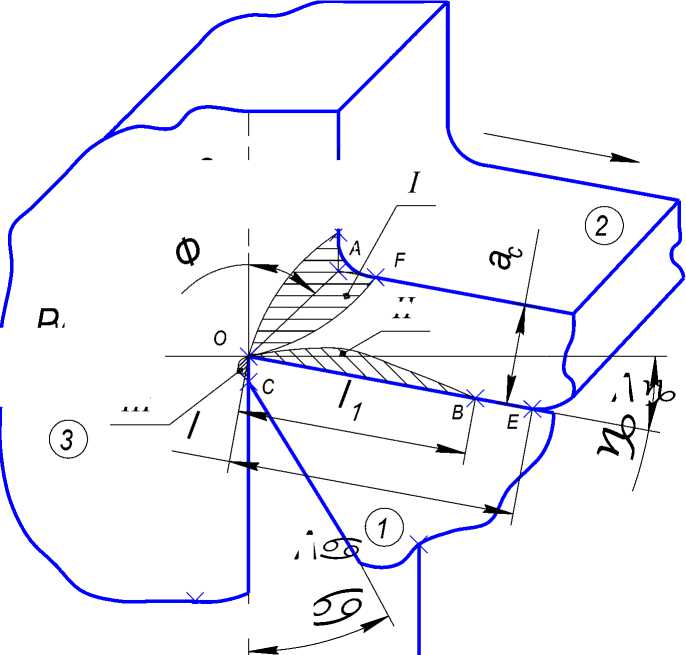
Независимо от конкретной цели теплофизического анализа и определяемой информации, а также от конкретного вида технологической системы, анализ проводят в определенном порядке, который можно представить в виде обобщенного алгоритма [1]. Теплофизический анализ целесообразно начать с рассмотрения схемы теплообмена при работе простым единичным режущим клином (схема свободного ортогонального резания). Эта схема имеет одно движение (главное движение резанья Dr с постоянной скоростью V) и допускает плоское представление (рис. 1). Физическая модель свободного ортогонального резания. Источники тепловыделения [2]:
V c
A
II
A
A
I
V (Dr)
a
E
III
u

(IV)
Рис. 1. Физическая модель свободного ортогонального резания (контактирующие твердые тела: 1. инструмент; 2. стружка;
-
3. заготовка)
-
I. Зона первичных сдвиговых деформаций (OEF), которая в моделях стружкообразования первого приближения может быть представлена в виде единичной плоскости сдвига ОА;
-
II. Зона вторичных деформаций на прирезцовой поверхности стружки (тонкий пластический деформируемый слой);
-
III. Зона пластических деформаций в поверхностном слое заготовки, примыкающем к задней поверхности Аα инструмента. Структура этой зоны в основном подобна структуре зоны II, касательные и нормальные напряжения распределены аналогично. Протяженность зоны III при работе
острозаточенным инструментом значительно меньше протяженности зоны II.
-
IV. Дополнительные источники энергии, поступающей в зону резания (электроконтактный подогрев, нагрев плазмой, ТВЧ, лазером и т. п.).
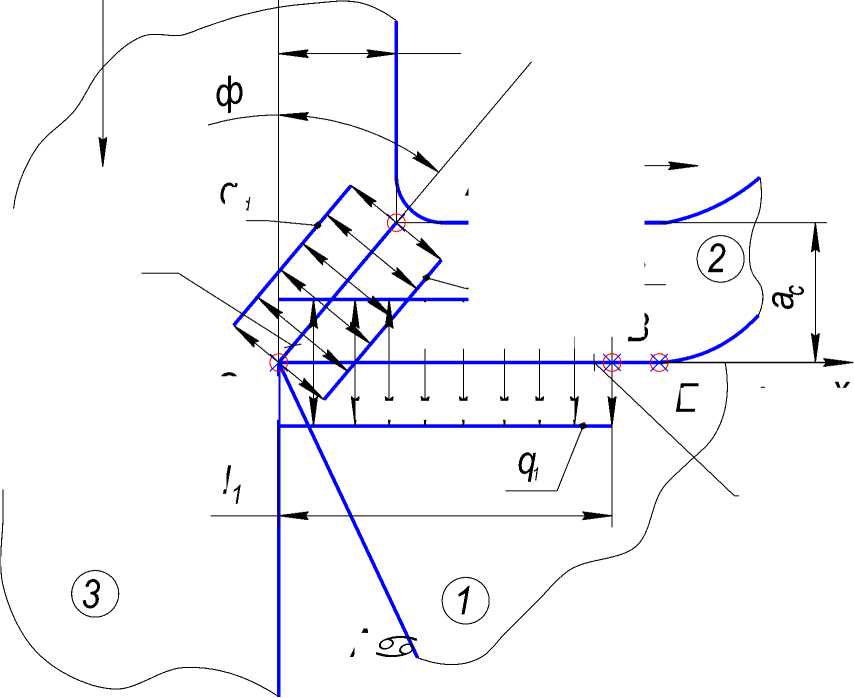
Сделаем следующие упрощения в физической модели зоны резания (рис. 2):
-
1) Зону первичных деформаций I представим в виде единичной плоскости сдвига ОА (граница раздела между заготовкой 3 и стружкой 2);
-
2) Пренебрегаем влиянием зоны III (площадь контакта инструмента с заготовкой по задней поверхности инструмента считаем равной нулю);
-
3) Источники тепловыделения на площадке ОА (зона I) и ОВ (зона II), считаем распределёнными равномерно.
Поверхностная плотность источника тепловыделения в зоне первичных деформаций I:
W′ 2 = О деф + Ч э1 = Ч 2д +Ч 2с = (1-b*) W'2 + b*W'2 , (1)
-
где О деф - поверхностная плотность источника тепловыделения от пластических сдвиговых деформаций в зоне I;
дэ 1 - поверхностная плотность источника тепловыделения, обусловленная подводом дополнительной энергии (электроконтактный подогрев) в зоне I;
д2д = (1-b*) W / - поверхностная плотность теплового потока, поступающего в заготовку (тело 3) через площадку ОА;
q2c=b*W'2 - поверхностная плотность теплового потока, поступающего в стружку (тело 2 ) через площадку ОА;
b* - коэффициент распределения тепловых потоков на условной плоскости сдвига ОА.
V
y
a
B
l q2d .
E
A
Рис. 2. Упрощённая физическая модель зоны резания (первичная подсистема ТС обработки лезвийным инструментом).
Vc A
q 2c q2
O
V V V V V V V
A ^
В
q деф = τ s Vсдв = Vτ s cos γ/ cos (Ф - γ). (2)
q э1 = I2R 1 / f сдв , (3)
где R1 – электрическое сопротивление зоны I;
I – электрический ток;
fсдв = ab/sin Ф – площадь сдвига (b – ширина среза).
Поверхностная плотность источника тепловыделения на площадке контакта инструмента со стружкой (зона II)
W' i = q i + q 2 = q mp + q э2 = (1- X ) Wy + X W , (4)
где qтр – поверхностная плотность источника тепловыделения от сил трения (внутреннего и внешнего) на передней поверхности инструмента;
Qэ2 - поверхностная плотность источника тепловыделения, обусловленного подводом дополнительной энергии к зоне II;
q1 = (1- x )W / - поверхностная плотность теплового потока, поступающего в инструмент через площадку ОВ (считаем, что В = Е и 1 1 - 1 );
q2 = X W / - поверхностная плотность теплового потока, поступающего в стружку со стороны передней поверхности через площадку ОВ (итоговый поток теплообмена);
X - коэффициент распределения теплового потока на передней поверхности инструмента (неизвестен, будет определен решением соответствующего балансового уравнения).
Структурная схема теплообмена в системе контактирующих тел представлена на рис. 3.
Тело 1 (инструмент): полуограниченный стержень, нагреваемый с торца тепловым потоком плотностью q1; на свободных поверхностях стержня идет теплообмен с окружающей средой по закону Ньютона Q0=a1(T1-Toc); стационарный тепловой режим.
Тело 2 (стружка): полупространство с адиабатической границей; на поверхности действует движущийся источник тепловыделения с поверхностной плотностью q2; нестационарный тепловой режим.
В построенной структурной схеме теплообмена тела 3 (заготовка) исключено из рассмотрения. Влияние источников тепловыделения, расположенных в зоне первичных деформаций, учитываем, считая, что начальная температура в теле 2 равна
То= Тос + Т 2с , (5)
где Тос - температура окружающей среды (для упрощения анализа полагаем Тос = 0);
T o =T oc +T 2c
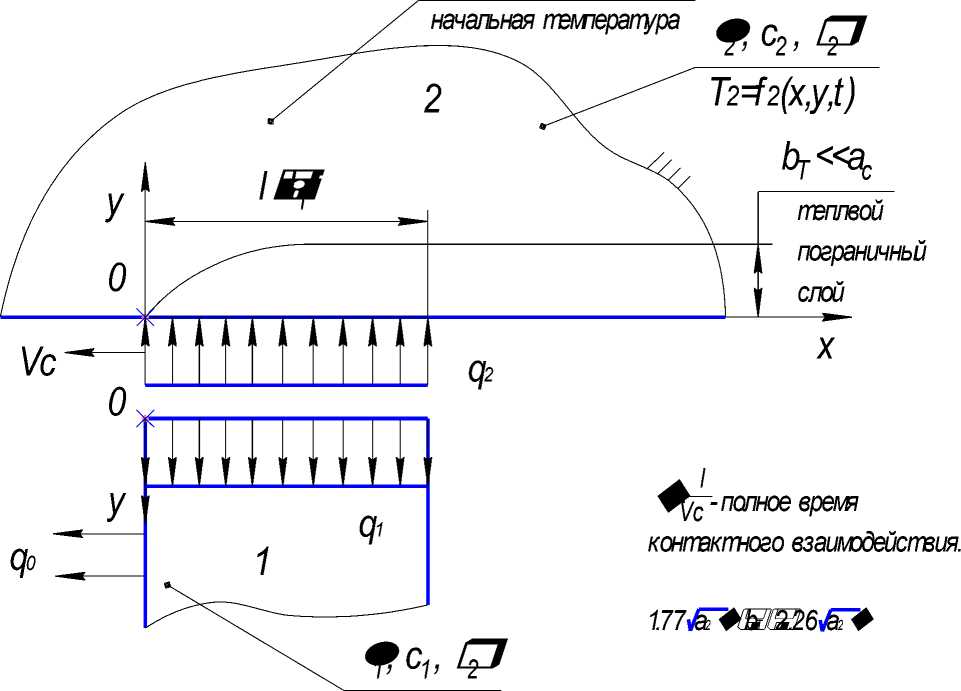
T1=f1(y)
Рис. 3. Структурная схема теплообмена в системе контактирующих тел
Т2C – температура в стружке после прохождения зоны первичных деформаций I (распределена равномерно по сечению стружки).
Т 2C = (Q c ) /( W c c 2 ρ 2 ), (6)
где Qc – доля мощности источников тепловыделения, расположенных в зоне I, поступающая в стружку;
c2, ρ2 – удельная теплоёмкость и плотность материала заготовки, соответственно;
W c = Vab – объём стружки, образуемой за единицу времени.
Краевая задача теплопроводности для тела 2 (стружка).
Температурное поле в теле 2 (рис.4)
Т 2 = f 2 (x,y,t) = T o + T 2п (x,y,t), (7)
где T2п (x,y,t) – приращение температуры за счёт действия подвижного источника с поверхностной плотностью q 2 .
Источник q2 считаем быстродвижущимся, т.е.
Ре = V с l /a 2 ≥8…10.
Это означает, что распространением теплоты перед движущимся источником можно пренебречь и считать, что теплота распространения только по нормали к прирезцовой поверхности стружки.
Формализованная физическая модельy тела 2 ( неподвижное полупространство)
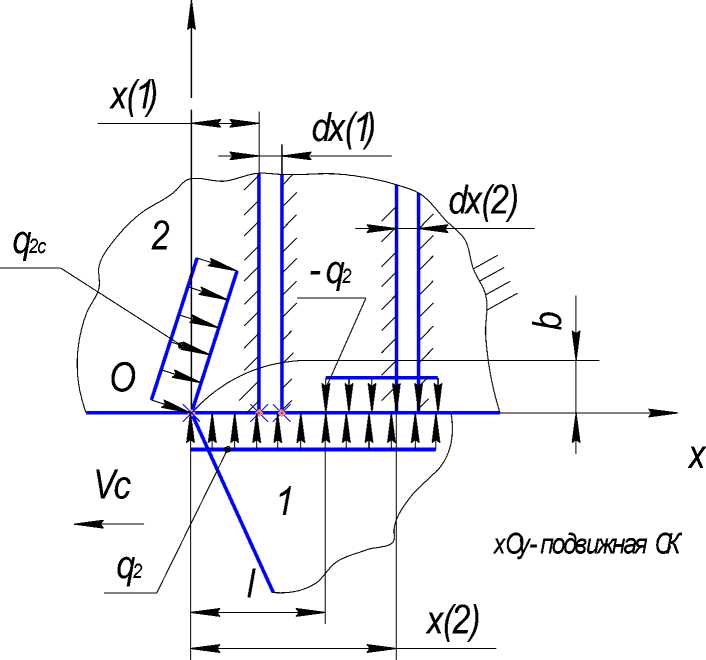
Рис. 4. Формализованная физическая модель тела 2 (неподвижное полупространство)
Такое допущение позволяет представить полупространство как пакет полуограниченных стержней толщиной dx, имеющих адиабатическую изолированную боковую поверхность, и свести задачу к классу задач одномерной нестационарной теплопроводности.
Элемент dx ( 1 ) можно рассматривать как полупространство, нагреваемое постоянным тепловым потоком q 2 , действующим в течение времени (текущее время контактного взаимодействия)
t' = х / V c (0≤ t' ≤τ =l/V c ).
Для элемента dx ( 2 ) при t/>τ добавляется дополнительный фиктивный сток теплоты с поверхностной плотностью – q 2 и временем действия
И X -1 I t =----= t 7 - T
V c
Для описания «моментального снимка» температурного поля в теле 2 в подвижной системе координат хОу, который будет воспроизводиться в каждый текущий момент t при установившемся процессе стружкообразования, можно использовать решение задачи нагрева полупространства поверхностным импульсным источником постоянной мощности.
Это решение в нашем случае имеет вид :
- при 0≤ х ≤ l (0≤ t' ≤τ); 0≤ у <∞:
Т 2 = Т 2 П ( X , y ) + Т 0
x q2 a2
c
^
ierfc
2 a
y
- x/ + T0
c
x q2 a2
c
^
f 1
"7= е
n
V
y 2 V c 4 a 2 x
—
y
2 ax
erfc
2 a
V c
A
y
• x/
2 /V
/ c 7
+ T 0 ;
при х> l (t/>τ); 0≤y<∞:
T
Т 2
2 q a
^ 2
^^
x — l
V c
ierfc

x — l
V c
y
+ T 0 . (9)
Краевая задача теплопроводности для тела 1 (инструмент). Тело 1 рассматриваем как полуограниченный стержень без тепловой изоляции. Конец стержня (у = 0) нагревается постоянным тепловым потоком с поверхностной плотностью q1 = (1-χ) W'1, на свободных поверхностях стержня идёт теплообмен с окружающей средой по закону Ньютона q0= α(Т1-Тос) = αТ1 (считаем Тос = 0).
Математическая формулировка задачи стационарной теплопроводности для тела 1:
∂ T 1 = a ∂ 2 T 1 + q v 1 = 0
∂ t ∂ y 2 c ρ , (10)
λ 1
где а1 = – коэффициент температуропроводности материала тела c1ρ1
1;
qv1 – объёмная плотность источника теплопоглощения, учитывавшего конвективный теплообмен с окружающей средой на свободных поверхностях стержня.
dQ qV1= dW , где dQ=-αT1Pdy – мощность теплообмена на боковых поверхностях элемента стержня длиной dy (P – периметр сечения стержня);
dW=Fdy – объем элемента стержня длиной dy (F – площадь сечения стержня).
α T
δ = F P .
Таким образом, q v 1 = - , где
С учетом этого дифференциальное уравнение теплопроводности
принимает вид:
d2T1(y) α
-
dy 2
T1(y)=0 или d T1 dy2
- m 2T = 0,
где m 1

. Ri = 01
где Bi - р критерий Био.
Граничные условия (І-го рода):
-
а) Т1(0)=Т1К (температура контактного конца стержня);
-
б) Т 1 (∞)=0.
Общее решение линейного однородного уравнения стационарной теплопроводности:
Т ( y ) = Ae my + Be - m y .
Постоянные интегрирования A и B определяем из граничных условий:
-
б) y→∞: А=0;
-
а) y=0: В=Т 1К.
После подстановки постоянных интегрирования решение примет вид:
- V Bi . y
Т 1 ( y ) = T 1 K e - m 1 y = T 1 K e 5
Для определения Т 1К используем уравнение
qi = (1 -X)W; = -Л ^Т1(0) = ZimiTiк.
dy
Согласование решений, полученных для тел 1 и 2, и определение коэффициента распределения теплового потока % . Балансовое уравнение:
2 max
= т i к,
2Wi/XT (i - х )Wi/ yj ПЛ Ср рг Zimi
Коэффициент распределения теплового потока:
У пЛc 2 P 2 W - T 2 Лт) Wv1 (2\mv T + 4 пЛ c2 P )
С целью упрощения в последней формуле целесообразно пренебречь
Т 2с , тогда
χ =
1 + 2
V пЛ 2 c 2 p 2
Таким образом, получив зависимость для расчёта коэффициента распределения теплового потока на площадке контакта инструмента со стружкой по передней поверхности χ, мы определили последнюю неизвестную величину, входящую в формулы для расчёта температурного поля в корректирующих телах 1 (инструмент) и 2 (заготовка), а также распределение поверхностной температуры на площадке контакта. Задачу теплофизического анализа процесса обработки единичным режущим клином (схема свободного ортогонального резания) можно считать решенной. Полученные расчётные зависимости являются замкнутыми и не содержат неизвестных величин.
В заключение сделаем два общих замечания:
-
1) Разработанный алгоритм расчёта температурных полей в контактирующих телах может быть представлен в виде программы для ЭВМ, что позволяет существенно ускорить проведение расчетов при решении конкретных задач теплофизического анализа процесса обработки лезвийным инструментом.
-
2) Рассмотренная методика теплофизического анализа не содержит каких-либо ограничений на вид и количество контактирующих тел в системе, характер контакта между ними и природу источников теплообразования; поэтому изложенная методика является, в принципе, применимой к любым технологическим системам или их подсистемам
независимо от того, какие рабочие процессы осуществляются в этих системах (обработка ППД, шлифование и т.д.).
Список литературы Оценка распределения температуры в локальной приконтактной зоне при свободном ортогональном резании
- Резников А.Н., Резников Л.А. Тепловые процессы в технологических системах. - М.: Машиностроение, 1990. - 288 с.
- Рыжкин А.А., Шучев К.Г., Климов М.М. Обработка материалов резанием. - Ростов н/Д, Феникс, 2008. - 411 с.
