Оценка ресурса труб при циклическом импульсном нагружении

Автор: Лепеш Г.В., Мансветов А.В.
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Методические основы совершенствования проектирования и производства технических систем
Статья в выпуске: 1 (75), 2026 года.
Бесплатный доступ
В статье приведены результаты исследования ресурса толстостенной трубы, изготовленной из высокопрочной конструкционной стали, нагружаемой в процессе эксплуатации циклическими импульсными нагрузками. Исследование проведено на базе классической теории малых упругопластических деформаций и механики разрушения и носит сравнительный характер по отношения к условиям нагружения трубы.
Труба, механические свойства, трещина, трещиностойкость, напряжения, цикл
Короткий адрес: https://sciup.org/148332871
IDR: 148332871 | УДК: 621.45.038.74; 623.52
Estimation of pipe life under cyclic pulse loading
The article outlines the findings of a research into the performance of a thick-walled pipe manufactured from high-strength constructional steel and subjected to cyclic pulse loads during its service life. The study relies on the classical theory of minor elastic-plastic deformations and fracture mechanics and has a comparative nature regarding the loading conditions of the pipe.
Текст научной статьи Оценка ресурса труб при циклическом импульсном нагружении
Толстостенные трубы производятся в машиностроительной промышленности с целью создания аппаратов большой мощности. В процессе эксплуатации они подвергаются высоким нагрузкам. Как правило, нагрузкой является давление внутри трубы, которое носит постоянный либо импульсный характер. Импульсные нагрузки могут создаваться в газодинамических импульсных устройствах, или при гидроударах в трубопроводах, заполненных несжимаемой жидкостью. Обеспечения прочности толстостенных труб, подверженных статическим внутренним нагрузкам (внутреннему давлению - р) производят созданием запасов конструктивной прочности, обоснованных расчетными методами [1], базирующимися на определении упругого напряжённо-деформированного состояния (НДС), а также за счет применения операций скрепления и автоскрепления, обоснованных расчетными методами теории упруго-пластических деформаций [2,3].
EDN JQRJXA
Производство высокопрочных толстостенных труб включает различные технологические переделы, в результате которых из компактной литой заготовки методами пластической деформации получают трубу – длинномерное изделие с внутренним цилиндрическим каналом. После термической и механической обработки труба может быть готовой к эксплуатации. В некоторых случаях готовое изделие подвергают операции автоскрепления или скрепляют с кожухом.
В любом случае, производство трубы не исключает появление в ее стенке внутренних дефектов (неметаллических включений, трещин, несплошностей и др.), выявляемых методами неразрушающего контроля. Особенностью дефектов является их вытянутость вдоль образующей трубы, в направлении пластического течения материала при технологических переделах. Такое расположение наиболее опасно, потому, что именно в поперечном к ним направлении действуют наибольшие тангенциальные напряжения при нагружении внутренним давлением p.
Наличие дефектов и циклическое изменение нагрузки приводят к росту дефектов по мере увеличения числа циклов нагружения. Развитие дефекта, в конечном итоге, приводит к потере прочности трубой в сечении, где расположен дефект. Циклическая прочность труб, имеющих дефекты рассчитывается при наличии переменных нагрузок методами, изложенными в механике разрушения [4].
Напряженное состояние трубы, нагруженной внутренним давлением В качестве примера рассмотрим толстостенную трубу, наружным диаметром D=302 мм и внутренним диамет ром d=157,5 мм. Толщина стенки трубы составит 5=72,25 мм. Амплитудное значение внутреннего давления, периодически действующего на трубу, составляет pmax=378 МПа (минимальное давление: pmin=0 МПа).
Труба изготовлена из высокопрочной хромникельмолибденовой стали с прочностными характеристиками, представленными таблицей 1.
Таблица 1 – Прочностные характеристики стали
|
Предел пропорциональности, О пц |
Предел текучести, О т |
Предел прочности, Ов |
Коэффициент ударной вязкости, К 1С , Н/мм3/2 |
|
МПа |
|||
|
1079 |
1177 |
1373 |
1962 |
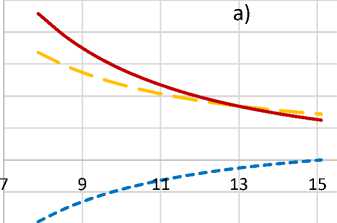
Напряженное состояние трубы, в заданных условиях нагружения, характеризуется напряжениями, представленными на рисунке 1 а).
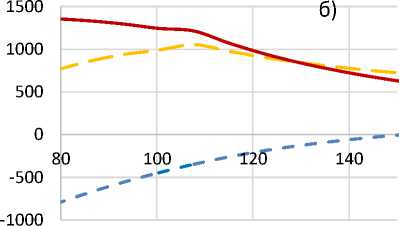
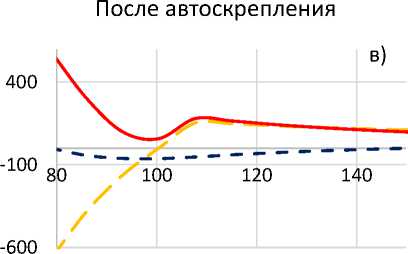
Напряженное состояние автоскрепленной трубы, нагруженной внутренним давлением В случае, если труба подвергается автоскреплению давлением, например р0 =
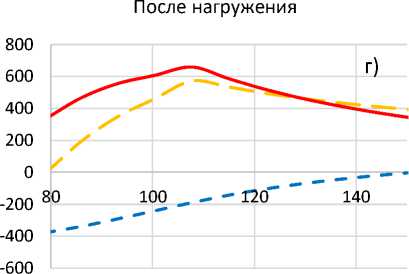
814 МПа, то ее напряженное состояние изменяется на различных этапах ее нагружения в соответствии с графиками, представленными рисунками 1 б), 1 в) и 1 г), полученными путем численного моделирования методами, изложенными в статье [3].
Сопоставляя приведенные на рисунке 1 а) и рисунке 1, г) графические зависимости, видим очевидные различия как в характере изменения напряжений по толщине стенки (по радиусу трубы), так и в амплитудных значениях напряжений. Отметим, что наибольшие амплитудные значения напряжений в автоскреплен-ной трубе достигаются не вблизи канала трубы, а в сечениях, находящихся в глубине стенки, что представляет меньшую опасность ее разрушения. Причем наибольшие значения интенсивностей напряжений значительно уменьшились с 899 МПа до 659 МПа, также сместившись при этом в глубину стенки. В самых опасных сечениях вблизи внутренней поверхности трубы – с 899 МПа до 334 МПа.
-4000
Нескрепленная труба
-2000
sigR SigT SigInt
Автоскрепление
SigR Sigt SigInt
Ряд1 Ряд2 Ряд4
SigR Sigt SigInt
Рисунок 1 - Зависимость н апряженного состояния трубы (МПа), нагруженной внутренним давлением от радиуса в мм: SigR - радиальные напряжения aR ; SigT - тангенциальные напряжения at; SigiInt - интенсивности напряжений а
Оценка ресурса трубы по условию циклической прочности
Оценку ресурса трубы проведем при условии наличия в ней несплошностей – трещин в виде эллипса, вытянутого большой осью а вдоль образующей трубы, площадью F= 1, 3 и 6 мм2. Размеры трещины – 3 мм соответствуют границе различимости их современными приборами ультразвукового контроля (УЗК). Меньшие по площади трещины могут развиваться в процессе эксплуатации трубы. Их площадь будет увеличиваться и после определенного числа циклов нагружения они также станут различимы для средств УЗК. Большие по площади трещины и другие несплошности существенно искажают картину напряженного состояния в стенке трубы и должны моделироваться численными методами с учетом их геометрических размеров и расположения.
Допустим форму трещины с отношением осей эллипса а/b = 3/1 и исследуем склонность к разрушению трубы при условии расположения подобных трещин на различных глубинах от внутренней поверхности трубы.
Для эллипса, площадью F получим, со- ответственно:
а =
При этом размах коэффициента интенсивности напряжений, определяемый как раз- ница между максимальным и минимальным коэффициентами интенсивности напряжений при несимметричном цикле, на основании [4] можно выразить зависимостью
^К = ai^nciefff (b) f(|), (1) где f(a/b), f(z/s) - функции, учитывающие форму трещины и ее расположение относительно поверхности, соответственно. Для эллиптической трещины примем табличное значения f(a/b) = 1,12, а значение f(z/s) - в соответствии с таблицей 2; [5]
ae f f — эффективная длина трещины с учетом радиуса пластической зоны гр, в соответствии с поправкой Дж.Р. Ирвина,
^eff = а + гр, (2)
Критическое значение длины трещины
определим на основании силового критерия Ирвина, с учетом поправки на форму тре-
щины
где
■ - -2S
К1с2 _
акр = ^Г^Г~г777к\, (8)
р л • О' ; • f(a/b)
Тогда, количество циклов до разрушения
Для расчета скорости роста трещины воспользуемся уравнением Париса [4]: da -ВАК,
-^Ю"-^^), :1:
где – значения констант Париса примем приближенными к легированной стали:
С = 5 • 10-13 м /(цикл • МПа м) ; п =
3,5; В = 1; ДК0 = 1 МПа/Тм.
Учитывая малое отличие значения экс-
может быть определено по приближенной
формуле
_ a Kp — a eff
С • (ДК)п • а
С учетом пластического упрочнения
<>рр = N * -k, (10) где к - коэффициент упрочнения, примерно равный к = °в /от = 1,17.
В таблице 2 приведены расчеты для ко-
поненты от единицы для стального изделия,
количество циклов до выхода трещины на поверхность трубы можно рассчитать по приближенной формуле:
N * = s — a eff С • (4К)П,
или с учетом корректирующего коэффициента пластичности
По формуле:
а = 1 + 2,5 • —■^— a eff
s — aeff N * =------
С(АК)п • а
личества циклов в зависимости от расположения трещины по толщине. Из которой следует, что наименьшее число циклов соответствует положению трещины вблизи внутренней поверхности неавтоскрепленной трубы, следовательно, наиболее опасным является их расположении у внутренней поверхности трубы. Опасными являются также трещины, расположенные вблизи наружной поверхности трубы (рисунок 2), наименьшее число циклов для которых определялось по формуле (7).
Таблица 2 – Результаты расчета ресурса нескрепленной трубы
|
Радиус трубы, r, мм |
Положение трещины от поверхности (z, мм) |
Коэффициент f(z/s) |
N* корр , (тыс циклов) |
|||
|
от внутренней |
от внешней |
S=6 мм |
S=3 мм |
S=1 мм |
||
|
80 |
1,25 |
71 |
1,35 |
0,201 |
0,386 |
0,96 |
|
100 |
21,25 |
51 |
1,25 |
0,11 |
1,42 |
6,96 |
|
120 |
41,25 |
31 |
1,2 |
11,65 |
26,31 |
81,96 |
|
130 |
51,25 |
21 |
1,15 (1,25) |
34,06 |
58,47 |
172,80 |
|
140 |
61,25 |
11 |
1,1 (1,3) |
58,53 |
118,3 |
338,4 |
|
150 |
71,25 |
1 |
1,05(1,35) |
12,05 |
22,09 |
57,77 |
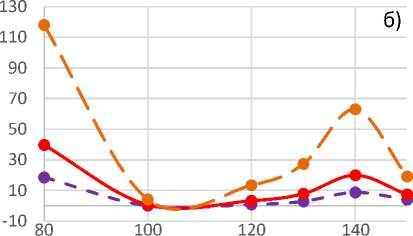
Таблица 2 – Результаты расчета ресурса автоскрепленной трубы
|
Радиус трубы, r, мм |
Амплитудное значение напряжения, О ; , МПа |
Положение трещины от поверхности (z, мм) |
Коэффициент f(z/s) |
N* корр , (тыс циклов) |
|||
|
от внутренней |
от внешней |
S=6 мм |
S=3 мм |
S=1 мм |
|||
|
80 |
331,4 |
1,25 |
71 |
1,35 |
18,54 |
39,66 |
118 |
|
100 |
600 |
21,25 |
51 |
1,25 |
0,0 |
0,65 |
4,21 |
|
120 |
520 |
41,25 |
31 |
1,2 |
0,885 |
3,35 |
13,5 |
|
130 |
450 |
51,25 |
21 |
1,15 (1,25) |
2,91 |
7,87 |
27,38 |
|
140 |
380 |
61,25 |
11 |
1,1 (1,3) |
8,74 |
20,01 |
62,99 |
|
150 |
340 |
71,25 |
1 |
1,05(1,35) |
4,01 |
7,351 |
19,22 |
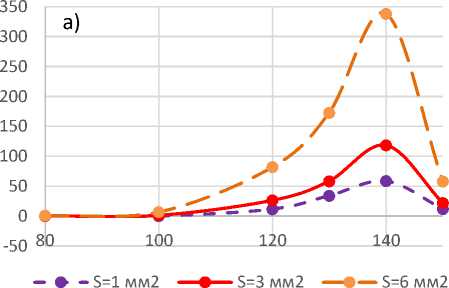
Рисунок 2 – Зависимость числа циклов (тысяч) до разрушения трубы с эллиптическими трещинами различной площади от радиуса трубы в мм : а) – нескрепленная труба; труба, автоскрепленная давлением P o = 814 МПа
S=1 мм2 S=3 мм2 S=6 мм2
Расчеты, проведенные по зависимостям (1 – 10) для автоскрепленной трубы (таблица 3), показали, что ресурс трубы возрастает в значительной степени в случае расположения трещин в стенке трубы вблизи ее канала. Однако в глубине стенки появляется зона, занимающая практически треть толщины стенки, в которой наличие даже небольших трещин недопустимо, поскольку приведет к малому ресурсу трубы, составляющему несколько тысяч циклов.
Следует отметить, что большинство внутренних дефектов расположено вблизи поверхности толстостенных труб, в силу особенностей технологии их производства. Таким образом, процесс автоскрепления следует считать положительным с точки зрения обеспечения циклической прочности труб, нагружаемых импульсными периодическими нагрузками (давлением).
Заключение
Анализ проведенных расчетов по оценке циклической прочности нескрепленной и авто-скрепленной толстостенных труб показывает, что процесс автоскрепления оказывает значимое влияние на циклическую прочность. В одинаковых условиях функционирования автоскреплен-ная труба обладает большим запасом по циклической прочности, чем нескрепленная.
Следует отметить, что разработанный алгоритм оценки количества циклов до разрушения трубы в целом учитывает влияние изменения напряженного состояния в стенке трубы, а также величину и расположение дефектов материала, однако требует дополнительной доработки и экспериментальных исследований для определения ряда констант в формулах Париса, принятых в результате обобщения различных литературных источников. Более детальный анализ может быть произведен при наличии реальных условий эксплуатации с привлечением методов неразрушающего контроля, а также при учете по защите от коррозии, теплового и эрозионного воздействия на канал трубы тепловых и газовых потоков.
Оценка циклической прочности трубы требует комплексного подхода, учитывающего множество факторов: механические свойства материала, наличия несплошностей, их величины, формы и распределения по толщине стенки трубы, силовых и тепловых параметров нагружения и др, и требует специальных согласований с экспериментальными данными, полученными на натурных образцах. Автоскрепление (автофретирование) направлено на увеличение прочности и долговечности труб за счёт предварительной пластической деформации внутренних слоёв стенки, что повышает не только их упругое сопротивление, но и положительно влияет на их ресурс.
