Оценка спектральной проводимости композиционных фотополимерных систем для лазерной стереолитографии

Автор: Ходер В.Б., Кордикова Е.И.
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Химическая технология
Статья в выпуске: 3 (53), 2025 года.
Бесплатный доступ
На современном этапе развития научно-технического прогресса наличие экологически эффективных и гибких методов производства является основой промышленного сектора любого государства. Авторами рассмотрены особенности поведения фотополимерных композиционных систем, применяемых в аддитивных технологиях, с акцентом влияния фоточувствительности и оптической пропускной способности на кинетику отверждения. В статье рассматривается влияние наполнителя на оптические и технологические свойства композиционных фотополимерных систем, применяемых в аддитивных технологиях, и особенности взаимодействия компонентов, входящих в их состав. Особое внимание уделено процессам фотополимеризации в ванне, которые базируются на применении узкополосного излучения в видимом спектре. Рассмотрены методы оценки оптических и технологических характеристик фотополимерных композиционных материалов для аддитивных технологий. Представлены результаты комплексного исследования оптических, структурных и технологических свойств фотополимерных композиционных систем. Применен метод молекулярно-абсорбционного анализа (ИК-спектроскопия) для оценки спектральной проводимости материалов, что позволило выявить влияние наполнителя и различных режимов подготовки компонентов на оптическую плотность и технологичность системы. Полученные данные подтверждают значимость контроля свойств и взаимодействий в системе матрица–наполнитель для повышения эффективности фотополимеризации и устойчивости конечных изделий к механическому воздействую, а также позволяют оптимизировать условия синтеза и постобработки в аддитивном производстве.
Аддитивные технологии, фотополимерная система, композиционный материал, стереолитография
Короткий адрес: https://sciup.org/142246494
IDR: 142246494 | УДК: 544.526:542.952.6:621.762; 543.422.3 | DOI: 10.24412/2079-7958-2025-3-77-88
Estimation of sp ectral conductivity of comp osite photopolymer systems for laser stereolithography
At the current stage of scientific and technological progress, the availability of environmentally efficient and flexible production methods is the basis of the industrial sector of any state. The authors investigate the behavioral features of photopolymer composite systems used in additive technologies, with an emphasis on the effect of photosensitivity and optical bandwidth on the kinetics of curing. The article discusses the effect of filler content on the optical and technological properties of composite photopolymer systems used in additive technologies, and the interaction features of their components. Special attention is paid to photopolymerization processes in the bath, which are based on the use of narrowband radiation in the visible spectrum. Methods for evaluating the optical and technological characteristics of photopolymer composite materials for additive technologies are examined. The results of a comprehensive study of optical, structural, and technological properties of photopolymer composite systems are presented. The method of molecular absorption analysis (IR spectroscopy) was used to evaluate the spectral transmittance of materials, which made it possible to identify the effect of filler and various component preparation modes on the optical density and manufacturability of the system. The data obtained confirm the importance of controlling the properties and interactions in the matrix–filler system to enhance the efficiency of photopolymerization and the resistance of final products to mechanical stress, and also optimize the synthesis and post-processing conditions in additive manufacturing.
Текст научной статьи Оценка спектральной проводимости композиционных фотополимерных систем для лазерной стереолитографии
DOI:
Последний научно-технологический скачок оказал влияние на развитие индустрии полимерных материалов (ПМ) и стал основной причиной существования множества новых технологических решений. С расширением применения ПМ и изделий из них во всех сферах жизни современного человека возрастает и значимость процессов фотополимеризации. Среди имеющихся отраслей, таких как приборостроение (электроника и микроэлектроника), химическая промышленность (разработка красок и покрытий), трехмерная визуализация, медицина и стоматология, в качестве основного направления применения ПМ можно выделить инженерию и прототипирование (Harun-Ur-Rashid and Imran, 2024).
Особое значение для современных алгоритмов построения конкурентного и эффективного предприятия играет применение высокопроизводительных и гибких методов производства, таких как аддитивные технологии (трехмерная печать). Их актуальность подтверждается в работах (Абрамов и Меньшутина, 2023; Banica, Sover and Anghel, 2024; Kantaros et al, 2025; Elhazmiri et al, 2022; Dietrich, Kenworthy and Cudne, 2019). Фотополимеризация в ванне, как один из методов трехмерного производства, использует в своей основе технологию отверждения фоточувствительных материалов с применением видимого спектра излучения.
Применение процессов фотополимеризации в промышленном секторе наряду с другими методами аддитивных технологий произвело революцию в инженерном деле, в частности при проектировании и прототипировании для производства функциональных, готовых к применению изделий. Такой подход позволяет получать изделия в кратчайшие сроки по более низкой цене, со сниженными затратами на энергопотребление и меньшими последствиями для окружающей среды, чем при использовании только традиционных методов производства полимерных изделий. Кроме того, аддитивное производство снимает большую часть ограничений форм и сложных структур, связанных с особенностями формирования изделий традиционными методами.
Среди обширного списка технологий аддитивного производства, существующих на данном этапе в мире, благодаря универсальным инновациям и особенностям, связанным с химией полимеров, в качестве методов фотополимеризации в ванне можно выделить лазерную стереолитографию (SLA), проекционную масочную стереолитографию (DLP) и прямую ультрафиолетовую засветку (CLIP) (Chekkaramkodi et al, 2024). Каждая из технологий обладает своими особенностями и ограничениями, однако все они применяют в качестве основного материала фотополимерные смолы. При этом 15 % из представленных на современном рынке материалов для фотополимеризации в ванне составляют наполненные системы, используемые в нагруженных изделиях (Ходер, Дьякова и Кордикова, 2024).
Фотополимерные композиционные системы, применяемые в аддитивном производстве, могут отличаться по механическим, электрическим, оптическим и прочим характеристикам, определяющим их широкий спектр использования в различных сферах производства. Наполнитель в составе жидкого матричного полимера оказывает непосредственное влияние на эксплуатационные и/или технологические характеристики материала. Помимо непосредственного проявления характеристик наполнителя в конечном изделии, таких как повышенная электро- или теплопроводность, жесткость или гибкость, оптические и визуальные параметры, особую роль оказывают связи, образующиеся между наполнителем и матрицей.
Материалы, используемые для фотополимеризации в ванне, представляют собой смесь олигомеров, мономеров и фотоинициаторов, запускающих процесс сшивки полимерной цепи под воздействием концентрированного или структурированного излучения в спектрах от 320 до 500 нм (Gibson et al, 2021; Бортников, 2018).
Важной особенностью фотополимерных систем для аддитивных технологий является высокая чувствительность к поглощаемому спектру, с контролируемой активностью процесса сшивки. Данная характеристика вынуждает производителей материалов (Ходер, Кор- дикова и Дьякова, 2024) использовать системы с узким диапазоном реакционной способности на краю видимого спектра излучения 385–405 нм или ограниченные УФ-блокираторами, входящими в состав УФ-систем. Данный фактор подтверждается анализом технической документации к применяемым технологиям и материалам компаний, представленных на рынке Республики Беларусь и Российской Федерации (Ходер, Дьякова и Кордикова, 2024). Вид применяемого фотоинициатора, его химическая составляющая и различная чувствительность (пропускная способность) определяет технологичность материала и требования к источнику излучения.
Применение смеси различных по химической структуре фотоинициаторов или высокочувствительных систем, работающих в широком спектральном диапазоне, расширяет эффективную область длин волн, необходимых для отверждения. Однако применение неоднородных по составу и распределению фотоинициаторов систем приводит к неравномерности энергии излучения в материале, что делает его не контролируемым для потребителя с возможным различием в конечных свойствах отвержденной системы. Вместе с тем низкая энергия видимого света в диапазоне частот между зеленым (510–550 нм) и красным светом (630–780 нм) ограничивает его применение для процессов фотополимеризации в ванне.
Ключевым фактором при использовании фотополи-мерных систем является метод облучения, мощность и сопротивление среды (пропускная способность материала), так как они напрямую определяют процесс прохождения сшивки полимерной цепи. При этом большая часть оборудования для процессов фотополимеризации в ванне ограничивает пользователя в настройках источника излучения, поэтому именно оптическая пропускная способность является основным показателем технологичности фотополимерной системы для трехмерной печати при производстве материалов, модификации и разработке фотополимерных композиционных материалов.
Неравномерное взаимодействие компонентов из-за сложной поверхности наполнителя или мелкодисперсных включений пыли может привести к неоднородностям на микроструктурном уровне, появлению пузырей, агломерации мелкодисперсных частиц на поверхности, что увеличивает рассеивание и отражение света внутри материала. Это снижает глубину проникновения света и уменьшает эффективность процесса отверждения, особенно в толстых слоях. В результате может возникать неравномерное отверждение, снижение прочностных характеристик композиционного материала и появление дефектов. При этом образование химических связей на границе раздела фаз может привести к нежелательному образованию новых неконтролируемых центров для роста полимерной цепи, что в свою очередь изменяет реакционную способность полимера и снижает технологичность композиционной системы. Такой исход наиболее опасен при применении полимерных или химически активных наполнителей. Наличие реакционноспособных молекул в структуре наполнителя может привести к так называемому процессу «набухания» и гелеобразованию при смешении и хранении материала.
Таким образом, понимание процессов отверждения и управления связями между наполнителем и матричным материалом является ключевым фактором для оптимизации фотооптических характеристик композиционных смол и повышения качества изделий, изготовленных методами фотополимеризации.
Целью работы является изучение влияния наполнителя и методов предварительной обработки композиционного материала на спектральную проводимость фотополимерной системы, как параметра, характеризующего его технологичность для процессов лазерной стереолитографии. Исследования позволяют оптимизировать процесс модификации фотополимерных систем при разработке композиционных материалов на их основе с учетом оптических характеристик.
Материалы и методы получения
В качестве матричного материала для исследований использовалась фотополимерная смола Clear Resin от производителя Formlabs, прозрачность которой позволяет производить визуальный контроль наполнителя в системе матрица-наполнитель в жидкой фазе.
В качестве наполнителя применяли измельченные твердые отходы смолы Clear Resin, White Resin, Grey Resin технологии лазерной стереолитографии. Отходы дефектной печати, испытанные механически образцы и поддерживающие структуры просушивались и выдерживались сутки под воздействием дневного УФ излучения. Материал измельчали комбинированным методом, совмещающем удар и истирание при взаимодействии со стальными шариками в планетарной мельнице до размера частиц 40–50 мкм.
Смешение композиционного материала проводилось параллельно при нескольких режимах предварительной обработки компонентов, при этом предварительно подготавливалась высококонцентрированная суспензия. Просушенный наполнитель вводился в матричный полимер для приготовления пасты в пропорции 1:1 с последующим добавлением матричного полимера до достижения требуемой концентрации 10 мас. %. Фото-полимерную композицию без обработки компонентов подготавливали с содержанием 10 и 20 мас. % наполнителя для последующего сравнения влияния содержания наполнителя на оптические свойства при повышении концентрации.
Подготовку компонентов проводили при следующих условиях:
-
а. Наполнитель предварительно нагревался в печи до 60 °C и выдерживался с точностью поддержания в камере ±5 °C в течение 20 мин. Смешение композиции проводилось непосредственно после нагрева. Средняя температура полученной композиции после смешения 35–40 °C.
-
б. Матричный полимер предварительно нагревался на водяной бане до 60 °C до достижения однородности температуры и выдерживается с точностью поддержания температуры ±2 °C в течение 10 мин. Смешение композиции проводилось непосредственно после нагрева. Средняя температура полученной композиции после смешения 40–45 °C.
-
в. Смешенная композиция с содержанием наполнителя 10 мас. % помещалась для перемешивания и обработки в ультразвуковую (УЗ) ручную ванну ELEMENT CD-2840 А мощностью 50 Вт и частотой 42 кГц, в которой выдерживалась с непрерывным воздействием течение 40 мин. Средняя температура в объеме полимера после смешения 40–42 °C.
-
г. Подготавливалась высоконаполненная суспензия с содержанием матричного полимера, наполнителя и диспергирующей добавки Nuosperse 9850 в соотношении 1:1:0,1, которая в последующем разводилась матричным материалом до требуемого содержания наполнителя (10 мас. %).
Изготовление композиции проводилось в лаборатории кафедры механики и конструирования (УО «БГТУ», Республика Беларусь).
Методы и средства исследований
Определение спектральных характеристик (спектральной проводимости) материала осуществляли ме- тодом молекулярно-абсорбционного анализа (ИК-спек-траскопии). Данный метод позволяет исследовать изменение в структуре вещества по смещению полос поглощения световой энергии атомами. Наличие полос поглощения при определенных частотах в спектре полимера дает возможность судить о функциональных группах, входящих в его молекулу, а изменение интенсивности этих полос позволяет проводить количественный анализ (Ozaki, Sato, 2021).
Поскольку матричный материал и наполнитель имеют одну химическую основу, исследование базируется на сравнении пропускной способности исследуемых систем при установленных условиях. В качестве данных на выходе анализируется доля излучения, не поглощенная веществом при прохождении через его объем. При этом результаты исследований сравниваются между собой только при соответствии толщины полученных образцов и отсутствии видимых отклонений при проведении повторных исследований.
Принципиальная схема установки для определения спектральной проводимости представлена на рисунке 1. Жидкую композиционную систему, а также чистый фотополимерный материал наносили на стеклянную подложку (4), зафиксированную в рамке (3), с образованием слоя 80–100 мкм. Рамку помещали в ИК-Фурье спектрометр ФСМ 1202 (ООО «Инфраспек», Российская Федерация). Исходя из необходимости оценки технологичности полученных систем, ИК спектры регистрировались в интервале волновых чисел 200–380 и 380–900 нм с целью захвата основного диапазона отверждения фотополимерных материалов для технологии лазерной стереолитографии 365–500 нм.
Аналогичный эксперимент проводился для предварительно отвержденных пленок. Жидкая композиционная система и чистый фотополимерный материал наносились на стеклянную подложку и отверждались при комнатной температуре ( Т 0 = 23 °C) под действием УФ источника излучения с мощностью 48 Вт и длинной волны 405 нм в течение 15 минут.
Результаты исследований
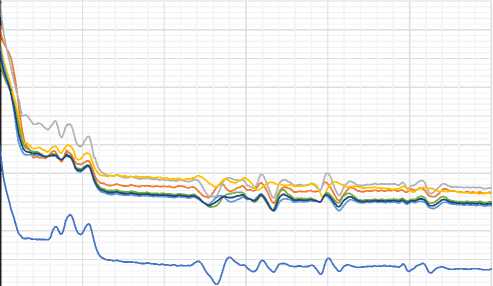
В результате исследования материала методом ИК-спектроскопии и визуального анализа произведена фиксация данных в расширенном диапазоне 200– 900 нм. Совмещенные ИК-спектры в реальном рабочем диапазоне 300–900 нм представлены на рисунке 2.
Оптические спектры показали, что фотополимерная система поглощает излучение в исследуемой области
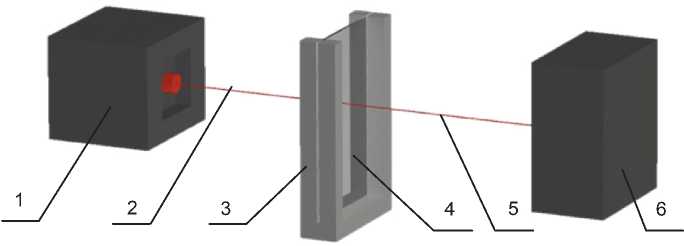
Рисунок 1 – Принципиальная схема экспериментальной установки:
1 – источник ИК-излучения; 2 – испускаемый импульс установленной частоты (200–380 и 380–900 нм);
3 – рамка для фиксации образца в горизонтальном положении; 4 – проба исследуемого образца;
5 – излучение после прохождения объема материала; 6 – детектор ИК-излучения Figure 1 – Schematic diagram of the experimental setup:
1 – IR radiation source; 2 – the emitted pulse of the set frequency (200–380 and 380–900 nm));
3 – a frame for fixing the sample in a horizontal position; 4 – test sample;
5 – radiation after passing through a volume of material; 6 – IR radiation detector
1,1
0,9
5 0,8 g 0,7 if 0,6 sj
| 0,5
§ 0,4 о
C 0,3
0,2
300 400 500 600 700
Длина волны λ, нм
Formlabs Clear
Clear+10мас.%
Clear+20мас.%
Clear+10мас.%+1мас.%
Nuosperse 9850
Обработка УЗ (Clear+10мас.%)
Нагрев матричного полимера (Clear+10мас.%)
0,1
Нагрев наполнителя (Clear+10мас.%)
Рисунок 2 – Совмещенные спектры поглощения в диапазоне длин волн 300–900 нм
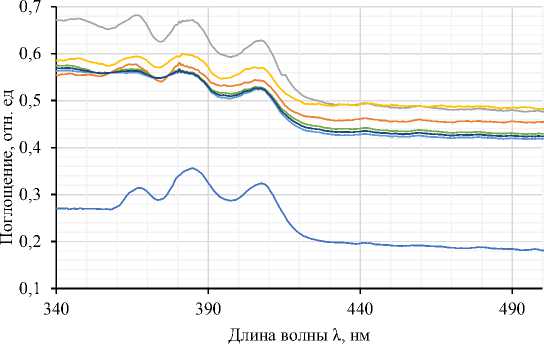
Figure 2 – Combined absorption spectra in the wavelength range of 300–900 nm волн, о чем также свидетельствуют пики в областях 350–420 , 550–640, 680–730 и 790–830 нм. Поскольку первый участок наиболее выражен пиками и функционален для печати, то отдельно анализируется изменение пиков области 340–500 нм (рисунок 3).
На исследуемом участке показаны активные пики на 370, 385 и 408 нм с наиболее выраженным пиком на 385 нм, что свидетельствует о чувствительности системы в данной области, однако позволяет говорить об рабо- тоспособности материала во всех представленных областях.
Теоретические положения и анализ полученных результатов
При облучении поверхности смолы структурированным сконцентрированным пучком света форма поперечного сечения для отвержденного объема образует параболу (рисунок 4) (Gibson et al, 2021). Формирование профиля облучаемого профиля обусловлено особен-
Formlabs Clear
Clear+10мас.%
Clear+20мас.%
Clear+10мас.%+1мас.%
Nuosperse 9850 Обработка УЗ (Clear+10мас.%)
Нагрев матричного полимера (Clear+10мас.%) Нагрев наполнителя (Clear+10мас.%)
Рисунок 3 – Спектры поглощения в диапазоне 340–500 нм
Figure 3 – Absorption spectra in the range of 340–500 nm
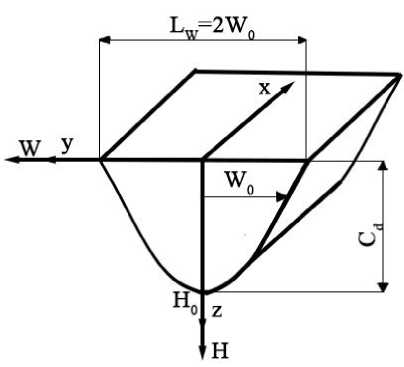
Рисунок 4 – Распределение световой энергии в объеме материала при засветке линии сфокусированным пучком лазера
Figure 4 – Distribution of light energy in the volume of the material when the line is illuminated by a focused laser beam ностями процесса распределения энергии в объеме материала, описанного законом Бугерра-Ламберта-Бе-ра. При этом максимальная глубина отверждения (Cd) определяется количеством энергии (параметром освещенности) (Í0), поступающей от источника излучения, которая снижается при прохождении объема материала, затрачиваясь на химические реакции в системе. Шири- на линии отверждения (LW) на поверхности максимальна и уменьшается с увеличением глубины (Gibson et al, 2021).
Наличие в составе фотополимерной композиционной системы наполнителей различного рода оказывает непосредственное влияние на оптическую пропускную способность вещества. Специфика оптических изменений для проходящего потока световой энергии в коллоидных системах или суспензиях обусловлены особенностями их строения – гетерогенностью и дисперсностью (Яковлева, 2022). Неоднородность структуры композиционного материала приводит к оптической неоднородности, на которую влияют вид, структура, размер и форма частиц дисперсной фазы (Михайлин, 2010). В растворах с размером частиц меньше или сопоставимым с используемой длинной волны (ультрафиолетового диапазона λ = 250–450 нм), называемых «мутными», высока вероятность проявления чрезмерного рассеивания света, и, как следствие, прозрачности (Бондолетова и Бон-долетов, 2020). При этом в частицах, имеющих четкий межфазный слой, также существует риск проявления отражения от поверхности согласно законам геометрической оптики.
Технология лазерной стереолитографии (SLA) применяет шаблоны сканирования (схемы точечного облучения поверхности), задаваемые в программном обеспечении оборудования. Шаблоны сканирования предполагают математическую модель расположения профилей сканирования друг относительно друга, обеспечивая полное покрытие поверхности сканирования и их взаимное пересечение между слоями для минимизации возникновения пустот между профилями сканирования для каждой конкретной высоты печати. Эффект применяемый для образования адгезии между слоями, называют феноменом сквозной печати, что применимо ко всем методам сканирования (Wu, 2018).
Пример такого шаблона можно наблюдать в патенте US5059359A компании 3D Systems, описывающем общий принцип. При этом наиболее популярными считаются схемы WEAVE, STAR-WEAVE и ACES, а также их модификации с упорядоченным смещением отдельных групп слоев (Gibson et al, 2021; Davis, 2001).
Шаблоны имеют область пересечения профилей сканирования в рамках одного слоя, что формирует жесткую структуру и минимизирует возможность возникновения пустот между профилями сканирования (Chen et al, 2009). При построении последующих слоев, в дополнение к пересечению профилей сканирования в рамках нового слоя, возникает область образования межслоевой связи (Gibson et al, 2021; Davis, 2001).
Шаблон сканирования, основанный на законе Буге-ра-Ламберта-Бера, может иметь сложную конфигурацию и изменять расстояния между соседними точками засветки. Схему распределения световой энергии в объеме материала при засветке сфокусированным пучком лазера по шаблону лазерной стереолитографии в
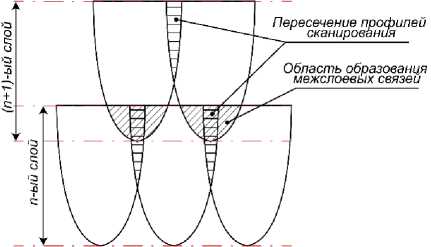
Рисунок 5 – Форма распределения световой энергии при сканировании фотополимерного материала в объеме слоев
Figure 5 – The shape of the distribution of light energy when scanning a photopolymer material in the volume of layers сечении двух соседних слоев можно представить условно с упрощением в соответствии с рисунком 5.
Наличие наполнителя в объеме распределения световой энергии пучка лазера может приводить к его деформированию и, как следствие, к нарушению областей пересечения. Изменение профиля сканирования описывается законами оптики, применимыми к световому потоку, проходящему через объем вещества, с применением закона Бугера-Ламберта-Бера, и обуславливается химическим взаимодействием компонентов с энергетическим потоком, его поглощением или отражательной способностью частицы. Исходя из этого можно представить гипотезу о причинах и внешнем виде формы распределения световой энергии при сканировании композиционного фотополимерного материала в объеме слоев (рисунок 6). Подобные исследования процессов рассеяния для наполненных систем также отражены в работе (Zhang, Jiang and Sun, 1999).
Наполнитель с высокой пропускной способностью при равномерном распределении его в жидкой фазе может снизить оптическую плотность композиции в соответствии с его содержанием (рисунок 6 а). Поскольку в таком случае он выполняет заполняющую функцию, то профиль распределения пучка может отклоняться и приводить к увеличению области межслоевых связей.
Высокая способность к поглощению УФ излучения наполнителя снижает пропускную способность композиции и может привести к недостатку энергии для прохождения процесса фотополимеризации, что делает материал нетехнологичным для установленного режима синтеза. В данном случае профиль распределения сокращается и может быть недостаточным для формирования межслоевых связей (рисунок 6 б). Кроме того, высокая активность непрореагировавшего объема олигомеров и фотоинициаторов при доотверждении может приводить к чрезмерному нагреву и неравномерному распределению усадочных напряжений, что в свою очередь является основной причиной видимых дефектов.
Наличие наполнителя и четкого межфазного слоя на границе раздела фаз может приводить к отражению поступающего на поверхность наполнителя света, его рассеивания или перенаправления с появлением паразитной засветки в изделии (рисунок 6 в).
Стоит отметить, что кроме оптических изменений в пропускной способности композиции из-за введения наполнителя, могут возникать химические и физические изменения, связанные с образованием межфазной
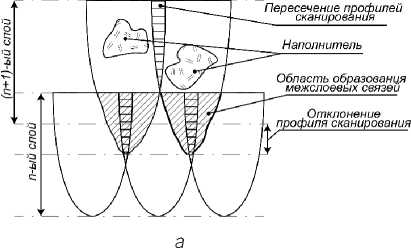
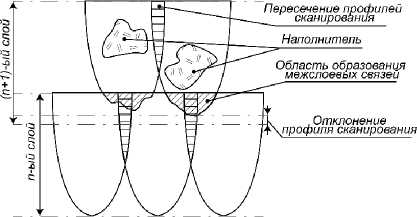
б (b)
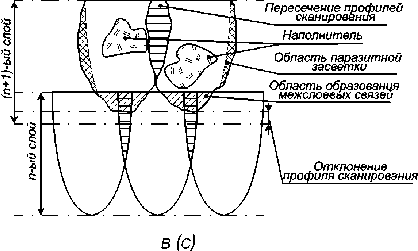
Рисунок 6 – Изменение формы распределения световой энергии при сканировании композиционного фотополимерного материала в объеме слоев: а – система с содержанием наполнителя с высокой пропускной способностью; б – система с содержанием наполнителя с низкой пропускной способностью; в – система с содержанием наполнителя склонного к отражению света Figure 6 – Changing the shape of the distribution of light energy when scanning a composite photopolymer material in the volume of layers: а – a system with a high–throughput filler content; b – a system with a low-throughput filler content; c – a system with a filler content prone to light reflection
границы в системе матрица-наполнитель. Химическое и физическое взаимодействие наполнителя с матрицей может изменить структуру и плотность материала, тем самым влияя на степень рассеивания и поглощения света.
Анализ полученных результатов молекулярно-абсорбционного анализа показал, что механическое введение наполнителя в размере 10 и 20 мас. % увеличивает оптическую плотность с 0,35 до 0,57 и до 0,67 соответственно без значительного изменения активных пиков в областях 370, 385 и 408 нм. Данный фактор может свидетельствовать о снижении оптической пропускной способности системы и ее технологичности и в соответствии с представленной гипотезой о поведении светового потока, основанной на законе Бугера-Ламберта-Бера, может являться следствием высокой активности поглощения светового потока (рисунок 6 в) или активного отражения светового потока наполнителем (рисунок 6 г).
Введение добавки Nuosperse 9850 – 1 мас. % к системе, содержащей 10 мас. % наполнителя, приводит к повышению оптической плотности до 0,6.
Применение ультразвука и предварительного нагрева компонентов, как стадий подготовки к процессу отверждения композиционной системы, приводит к незначительному снижению оптической плотности, что может благоприятно сказываться на чувствительности материала к излучению и снижать возможность неконтролируемого процесса отверждения. Однако стоит отметить, что применение нагрева и УЗ в качестве метода обработки может влиять на физику изменения оптической плотности системы и положительно сказываться на других технологических характеристиках материала, таких как вязкость, смачиваемость, активность молекул в системе, чувствительность молекул к последующей сшивки полимерной цепи, оказывающих непосредственное влияние на процесс печати.
Результаты исследования предварительно отвержденных в течение 15 минут пленок не показывают изменений спектральной картины, что говорит о наличии активных групп в структуре материала даже после непродолжительной обработки системы.
Отмечено что введение наполнителя с содержанием 10 мас. % в среднем снижает оптическую проводимость в 1,6 раз. Несмотря на эти изменения в оптической плотности интенсивность и расположение полос поглощения, характеризующих функциональные группы фотопо-лимерных инициаторов, имеют схожую картину. Данный фактор свидетельствует о сохранении чувствительности фотополимерной системы в данном спектральном диапазоне, позволяющей надежно контролировать химическую структуру и эффективность полимеризации.
Полученные данные указывают на снижение технологичности при введении наполнителя, что проявляется в возрастании поглощения в исследуемом спектральном диапазоне, что связано с дополнительным рассеянием и поглощением света частицами наполнителя, а также появлением неравномерности отверждения и активном приросте во всех направлениях печати. При повышении степени содержания наполнителя с 10 до 20 мас. % оптическая плотность возрастает заметно, что отражает увеличение числа оптических препятствий для прохождения излучения через материал. Насыщенность и повышение оптической плотности указывают на снижение пропускной способности и потенциальное уменьшение глубины проникновения УФ-лучей, что важно с точки зрения контроля процесса отверждения.
Обработка ультразвуком и нагрев компонентов незначительно снижает оптическую плотность композиционной системы, однако вместе с тем визуальный анализ свидетельствует о повышении однородности материала и выводе из объема пузырей воздуха, что также может способствовать активации процессов в структуре материала, увеличить подвижность молекул и повысить возможное образование полимерных связей на границе раздела фаз. Схожесть результатов исследований может быть связана с самопроизвольным нагревом смолы при УЗ обработке до 40–60 °C.
Стоит отметить, что визуальный анализ проб композиционного материала после обработки различными методами не позволят выявить изменения в мутности, вязкости или плотности среды.
Таким образом, предварительный нагрев повышает технологичность композиционного материала, а процесс отверждения при его применении для композиционных материалов, наполненных полимерными активными частицами, становится более контролируемым и эффективным.
Выводы
В статье представлены результаты комплексного исследования фотополимерных композиционных систем, используемых в аддитивных технологиях, с акцентом на их оптические, структурные и технологические свойства. Применён метод молекулярно-абсорбционного анализа (ИК-спектроскопия) для оценки спектраль- ной проводимости материалов, что позволило выявить влияние наполнителя и различных режимов подготовки компонентов на оптическую плотность и технологичность системы. Показано, что механическое введение наполнителя повышает оптическую плотность, снижая пропускную способность материала в рабочей области приближенно к 405 нм в 2 раза. Этот фактор свидетельствует о необходимости контроля свойств в конечном изделии и точности построения геометрии. Визуальный контроль отвержденных образцов не выявил видимых отклонений в форме или размерам.
Применение технологических методов подготовки, таких как ультразвуковая обработка и предварительный нагрев, снижает оптическую плотность и деформации, улучшая чувствительность материалов к УФ-излучению на ~5 % и стабилизируя процессы отверждения. Схожесть полученных характеристик также объясняется наличием смешанного влияния УЗ обработки с температурным воздействием, возникающим в результате УЗ перемешивания.
Исследование спектральной проводимости способствует более глубокому пониманию влияния технологических методов обработки на свойства фотополимерных композиционных систем для лазерной стереолитографии и аналогичных технологий. Контроль оптической плотности и стабильности отверждения способствует повышению качества печати, точности геометрии и функциональных свойств конечных изделий. Данный фактор имеет особую ценность при разработке изделий сложной формы или работающих в определенных условиях, где минимальные изменения в материале могут существенно влиять на эксплуатационные характеристики.
Практическая польза исследования заключается в возможности оптимизации процессов подготовки фото-полимерных материалов с помощью ультразвуковой обработки и нагрева, что способствует повышению технологичности и стабильности производства. Полученные исследования могут быть использованы для разработки новых композитных материалов с улучшенными оптическими и механическими свойствами, а также при создании более эффективных протоколов контроля качества в промышленном производстве. В перспективе эти достижения помогут расширить применение аддитивных технологий в сферах, требующих высокой точности и надежности, таких как медицина, микроэлектроника и аэрокосмическая промышленность.
