Оценка управляемости аддитивным производством с использованием эффективных несмещенных оценок индексов воспроизводимости для малых серий при ограниченном размере партий

Автор: А.И. Хаймович, В.Г. Смелов, В.П. Алексеев, В.В. Кокарева
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.28, 2026 года.
Бесплатный доступ
В статье определены законы распределения и вычислены числовые характеристики выборочных индексов воспроизводимости процесса для коротких серий и партий малого размера. Обнаружено и устранено положительное смещение оценок, используемых при анализе процесса для коротких серий. Предложены несмещённые оценки для коротких серий с повышенной эффективностью. Апробация предложенных оценок воспроизводимости производилась при изготовлении лопаток соплового аппарата турбины из металлического порошка ВЖ159 на установке SLM 280HL. В качестве анализируемой характеристики качества изделия использовались средние отклонений точек поверхности пера лопаток соплового аппарата, сгруппированные по критерию однородности дисперсии отклонений.
Селективное лазерное сплавление, металлический жаропрочный порошок, качество, сопловая секция, точность, индексы воспроизводимости процесса, короткие серии, несмещенные оценки
Короткий адрес: https://sciup.org/148333246
IDR: 148333246 | УДК: 669.245:621.762 | DOI: 10.37313/1990-5378-2026-28-1-103-107
Assessing the Controllability of Additive Manufacturing Using Effi cient Unbiased Estimates of Reproducibility Indices for Short Runs with Limited Lot Sizes
This article defi nes the distribution laws and calculates the numerical characteristics of selected process reproducibility indices for short runs and small batches. A positive bias in the estimates used in process analysis for short runs is detected and eliminated. Unbiased estimates for short runs with increased effi ciency are proposed. The proposed reproducibility estimates were tested during the manufacture of turbine nozzle blades from VZh159 metal powder using an SLM 280HL machine. The analyzed product quality characteristic was the average deviation of the nozzle blade airfoil surface points, grouped according to the criterion of uniformity of deviation dispersion.
Текст научной статьи Оценка управляемости аддитивным производством с использованием эффективных несмещенных оценок индексов воспроизводимости для малых серий при ограниченном размере партий
В литературных источниках и нормативных документах, регулирующих использование статистических методов в стандартизации и управлении качеством, таких как [1,2], широко применяется методика квалиметрической оценки процесса при помощи числовых индексов воспроизводимости.
„ 2 IT r • f A - LB UB — A' C„ = , C„k = mini ----- ;-----—
A = X , & = s . (2)
Отличительными особенностями аддитивного производства, в частности технологии селективного лазерного сплавления (СЛС), являются малый объем партий, краткие сроки выполнения заказа, необходимость частых настроек и переналадок, а также ограниченность данных для контроля процесса. В целом, на сегодняшний день технология СЛС классифицируется как мелкосерийное производство, а в некоторых случаях – ближе к производству единичных изделий. [4].
Для мелкосерийного производства требуется адаптация индексов воспроизводимости под условия производства. В исследовании [4,5] предложена методика статистического анализа воспроизво-
димости технологического процесса изделий со сложной геометрией для коротких серий. Для этого выборка размеров сложной поверхности делится на группы размеров по условию однородности дисперсий их отклонений от номинальных значений X nom и условию равенства допусков на размеры.
К метрикам воспроизводимости и управляемости процессом для коротких серий согласно [4, 5] следует отнести модифицированные индексы воспроизводимости Cpku и Cpkl (1), рассчитанные по отклонениям размеров 5 X , а также тренд смещения среднего отклонений k md от центра поля допуска, рис .1.
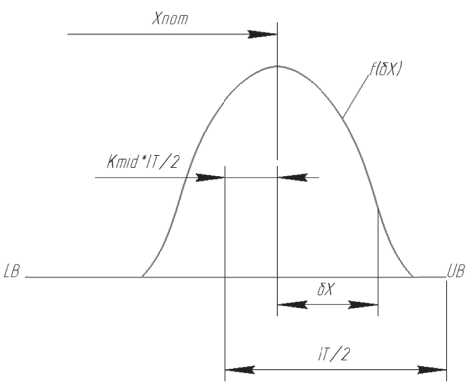
Рис. 1. Распределение отклонений размеров f( S X) при смещенном поле допуска k md
C = (1 + kmd) T/2 - Я X pku 3а
С _ (1 - k md ) IT /2 - S X
C pk C pkl Q
где 5X - среднее значение отклонений размеров в группе размеров, IT – допуск на отклоне-
ние размеров от номинала, а - стандартное отклонение отклонений размеров.
Следует отметить, что зависимости (2) относятся к группе из n деталей из одной партии. В этом случае для m контролируемых размеров каждой из n деталей короткой серии среднее найдется из зависимости (3)
Для аддитивного производства размер вы-
борки n обычно невелик. В этом случае C pk и C p превращаются в выборочные статистики и для того, чтобы оценка процесса посредством C pk и C p была корректной и адекватной необходимо установить и исследовать закон их распределения. Для этого воспользуемся подходом В. Барвинка [3] для получения несмещенных оценок индексов воспроизводимости применительно к зависимостям (2).
Рассмотрим выборочную статистическую оценку C pk индекса воспроизводимости C pk для выборки объемом n
C _ ЗА - 5 X / а ; (1 - km d )IT /2
pk 3 s / а 9 З а
По определению SX - центрированная выборка, поэтому исключив из (4) а , перейдем к представлению C pk к виду (5), которое имеет плотность распределения (ПР) идентичное распределению стандартной совокупности N(0,1)
А_ pk s 2 '
где t – статистика Стьюдента.
Найдем закон распределения C pk как плотность распределения величин s и 5X . Для этого, согласно зависимости (4), найдем вероятность
F ( z ) = P
' ЗА- 5 X , 3 s
z по существу всегда больше 0. По Байесовскому подходу
F ( z ) = P J s > А , S X < 3( А- sz ) | + P I s > - I z J \ z
ПР является функцией совместного распределения S X и s, т.е. равна произведению ПР этих
величин
го
F ( z ) = J f s ( t )
А
■ 3( А- zt )
J fSX ( x ) dx dt +
А
z
J f, ( t ) dt .
Заметим, что ПР совокупности, подчиняющиеся нормальному закону распределения N(0,1) имеет вид:
f n ( x ) =
n - 1
2( nV)"
rf n-1I
I 2 J
x
n - 2
n -1 2 - x e 2
Принимая во внимание (9), получаем:
n - 1
К
F ( z ) =
1 ( n 1) n - 2
t n-2
n ГI n 1 I A
I 2 J z
( n - 1) t 2 e 2
A
3( A- zt ) nx 2 z ( n - 1) t 2
j e 2 dx dt + J tn - 2 e 2 dt .
о 0
A
Для определения ПР выборочной оценки Cpk продифференцируем (10) по z
f C ^ ( z > =
n - 1
12 An I n - 1 1 '
I 2 )
2ПГrfn-11
I 2 J
К - ( n - 1) t 2 - 9 n ( A- zt )2
J tn - 2 e ' 2 dt .
A
z
Вычислим среднее значение Cpk
t-распределения для выборок малого размера, получаем:
К
M [ C kk ] = J zf C ( z ) dz учитывая значение для Ckk (5) с учетом о k k
M [ C kk ] =
V n -1

r
A-
n - 21
2 J
V2
2rf n1
12 J
3( n - 2) 4nn
, n > 3 .
Разрешая (11) относительно A, получаем несмещенную оценку C kk
Л

(1 - k mid ) IT /2 - S X
2 4n - 1 r| n I 2
I n - 2
V n - 1Г ----
I 2
3 s
, n > 3 .
ОБЪЕКТ ИССЛЕДОВАНИЯ И ОБОРУДОВАНИЕ
Производство лопаток соплового аппарата турбины из жаропрочного сплава ВЖ159 с использованием технологии селективного лазерного плавления (SLM) для оценки воспроизводимости процесса осуществлялось на оборудовании SLM 280HL. Из порошка ВЖ159 со средним размером частиц 15–53 мкм были изготовлены шесть партий сопловых секций по десять лопаток в каждой (см. рис. 2).
Геометрический контроль изготовленных лопаток выполнялся с помощью 3D-сканера RangeVision Pro при температуре 20°C ± 2°C и относительной влажности 80%. Результаты измерений профилей сечений пера лопаток в области сопловой секции приведены на рис. 3 и в таблице 1.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ
В качестве контролируемых геометрических параметров рассматривалось отклонения координат профиля сечения пера лопатки от номинальных значений (рис. 3, таблица1). Профиль пера измерялся в 20 контрольных точках в 3 сечениях. Полученные 60 значений отклонений в первом приближении объединялись в одну подгруппу и использовались для расчета среднего значения подгруппы X и несмещенного стандартного отклонения ст значений SX .
По результатам анализа однородности дисперсий отклонений заготовки лопаток были разделены на 2 группы: 8 лопаток первой группы (рис. 2) и 2 лопатки второй группы.
Воспроизводимость процесса СЛС для первой группы лопаток оценивалась с использованием индекса воспроизводимости Cp=0,96 рассчитанного по формуле (2). Несмещенное скорректированное выборочное для 8 лопаток значение этого индекса, рассчитанное по формуле (13) равно Cp=0,96.
Таблица 1 . Значения отклонений профиля пера соплового аппарата
|
№ точки |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Значение |
-0,102 |
-0,056 |
-0,062 |
-0,071 |
-0,068 |
-0,093 |
-0,107 |
-0,11 |
-0,168 |
-0,21 |
|
№ точки |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|
Значение |
-0,106 |
-0,118 |
-0,157 |
-0,15 |
-0,147 |
-0,112 |
-0,087 |
-0,093 |
-0,127 |
-0,216 |
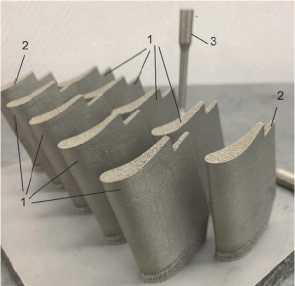
Рис. 2. Заготовки лопаток, изготовленные методом СЛС: 1 – заготовки первой группы, 2 – заготовки второй группы, 3 – образец для испытаний на растяжение
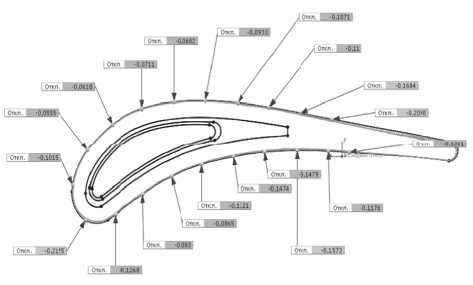
Рис. 3. Отклонения профиля пера лопатки соплового аппарата
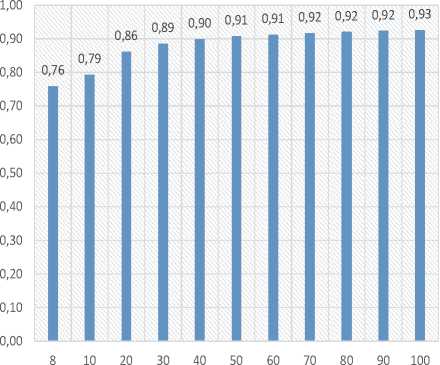
Рис. 4. Скорректированные значения индекса воспроизводимости Cp в зависимости от размера выборки (количества деталей в партии)
Разница значений составляет около 21% Рост числа лопаток в выборке увеличил бы достоверность оценки (рис. 4). Так, увеличение количества лопаток в каждой партии до 30 снизил бы погрешность завышения оценки на 7,3% (рис. 4.) При выборке 50 деталей погрешность составляет всего 5,2%. Несмещенная оценка индекса воспроизводимости характеризует процесс как «невоспроизводимый», (Cp=0,76 при n=8), что указывает на вероятность появления брака в следующих партиях.
Анализ индекса воспроизводимости для второй также определяет процесс как «невоспроизводимый», поскольку расчет смещенной оценки показал значение Cp=0,53. Следует отметить, что влияние размера выборки (количество изделий в группе с однородной дисперсией) при оценке смещения индекса Cp очевидно целесообразно при n>5.
ВЫВОДЫ
Для сложных деталей с большим количеством контрольных характеристик очевидно, что для оценки воспроизводимости процесса и расчета соответствующих индикаторов в качестве анализируемой характеристики качества изделия целесообразно использовать средние отклонений точек поверхности, сгруппирован ных по критерию однородности дисперсии отклонений [4], что обеспечивает значительное упрощение в отслеживании процесса, его анализе и интерпретации результатов анализа. Выявлено и устранено положительное отклонение оценки индекса воспроизводимости Cp, применяемого в анализе процессов для коротких серий применительно к партиям малого размера.
Несмещенная оценка индекса воспроизводимости Cp для коротких серий обладает улучшенной эффективностью. Апробация предложенной оценки производилась при изготовлении лопаток соплового аппарата турбины из металлического порошка ВЖ159. Выявлено, что разница в значениях расчета скорректированной Сp с учетом смещения составляет около 21%. Рост размера выборки до 30 снизил бы погрешность завышения оценки на 7,3%. При выборке 50 деталей погрешность составляет всего 5,2%. Следует отметить, что выборка размером более 50 рекомендуется для расчетов стандартного Cp согласно нормативной документации.
