Оценка уровня оптимальности распределения накопленной деформации в поковках, изготавливаемых в открытых штампах

Автор: Вовченко Арменак Владимирович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 6 (57) т.11, 2011 года.
Бесплатный доступ
Рассматривается методика обобщённой оценки уровня оптимальности распределения деформированного состояния в поковках. Методика основана на оценке результатов оптимизации процессов штамповки, приведенной к единому критерию. Определены параметры функций предельных границ численного и физического моделирования процессов штамповки, классифицирующие проектные решения на аналогичные оптимальным, рациональным и нерациональным, в зависимости от показателя геометрической сложности формы поковок.
Объёмная штамповка, обратные задачи формоизменения, оценка неравномерности распределения накопленной деформации, оптимизация, уровни оценки оптимальности
Короткий адрес: https://sciup.org/14249620
IDR: 14249620 | УДК: 621.73.043.001.57
Assessment of optimality level of accumulated strain distribution in forgings made in open press tools
The generalized estimation technique of the optimality level of the strain distribution in the forgings is offered. The technique is based on the estimated results of the pressing optimization reduced to the consistent criterion. Function parameters of the boundary frames of the numerical and physical pressing simulation are defined. They classify the design solutions by the analogous to the optimal, rational and nonrational ones depending on the factor of the geometrical complication of the final shape.
Текст научной статьи Оценка уровня оптимальности распределения накопленной деформации в поковках, изготавливаемых в открытых штампах
Введение. Современный уровень организации кузнечно-штамповочного производства поковок ответственного назначения определяется требованиями, предъявляемыми не только к сокращению сроков разработки технологических процессов, но и к определению достоверно эффективных технологических схем штамповки, заранее ориентированных на формирование заданных эксплуатационных свойств изделий.
Последнее направление, определяемое геометрической сложностью штампуемых поковок ответственного назначения, чаще всего обеспечивается применением многопереходных схем штамповки с достаточно сложными промежуточными формами. Одним из примеров такого технологического решения является схема применения заготовительных и черновых переходов штамповки, разработанная по методике достаточно давней зарубежной работы [1], ориентированной на штамповку поковок Н-образного поперечного сечения (рис.1, а-в ). В ней (рис.1, г ), как показы-
Рис. 1. Схема штамповки поковки спроектированная по рекомендациям работы [1] в заготовительном (а), черновом (б) и чистовом (в) ручьях, и распределение накопленной деформации в сечении поковки ( г )
вают результаты выполненного численного моделирования процесса штамповки методом конечных элементов (МКЭ) [2], достигается возможность существенного снижения неравномерности деформированного состояния в плоскости рассматриваемого сечения поковки в сравнении с традиционными производственными вариантами её штамповки в один и два технологических перехода (рис. 2).
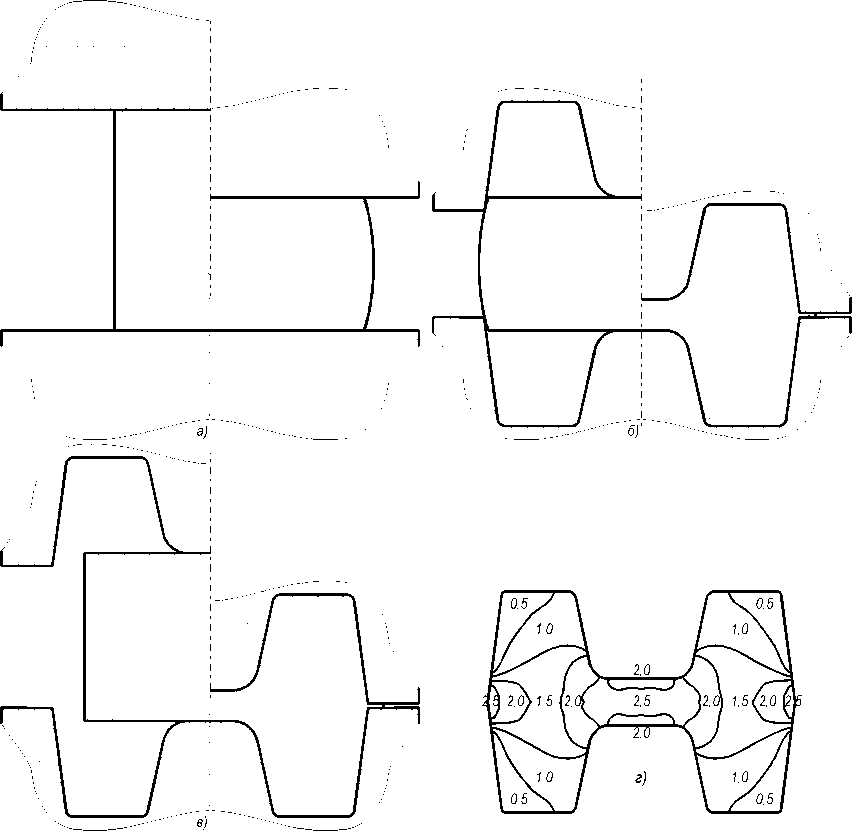
Рис. 2. Схемы штамповки поковки за два перехода ( а,б ) с предварительной осадкой заготовки ( а ) или без неё – за один переход ( в ) и распределение накопленной деформации в сечении поковки ( г ) для варианта ( в )
Общим недостатком рекомендаций, аналогичных рекомендациям работы [1], является то, что они при достаточно высоком уровне получаемых результатов определяются низкой универсальностью предлагаемых методик, ориентированных на конкретные формы поковок. В связи с этим в настоящей работе представлены результаты подхода, отличающегося большей универсальностью и основанного на процедуре многошаговой оптимизации процессов объёмной штамповки, реализованной посредством метода обратной прогонки динамического программирования [3]. Оптимизационная методика базировалась на результатах численного моделирования, реализованного методом граничных элементов (МГЭ) [4] посредством постадийного решения обратных задач формоизменения [5]. Эти данные отражены на рис. 3.
При этом, как известно из теории динамического программирования и видно из схемы многошаговой оптимизации (см. рис.3,в), подобный подход отличается повышенной сложностью реализации, связанной с большим объёмом расчётных действий. С другой стороны, не следует исключать и возможность получения результата, близкого к оптимальному по менее сложной технологической схеме штамповки. Поэтому для эффективной организации исследований процессов объёмной штамповки, по крайней мере на начальных этапах проектирования, необходима система не сравнительной, а обобщённой оценки уровня соответствия разработанного технологического решения преследуемой проектной цели.
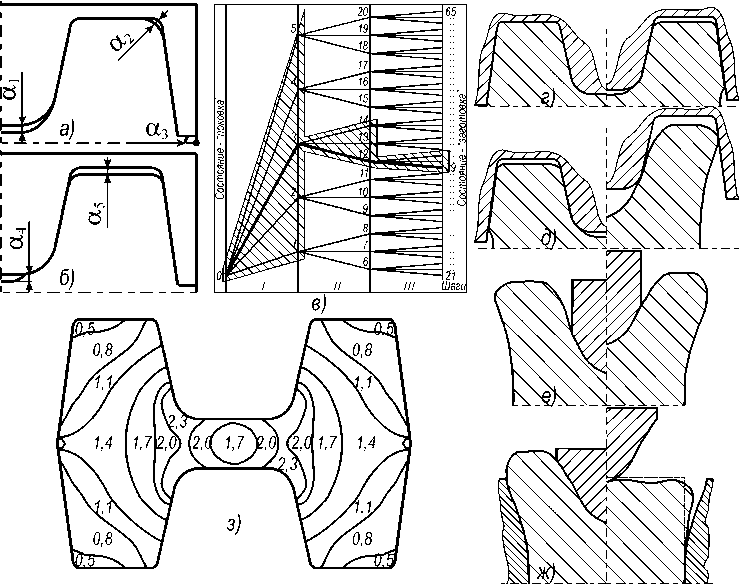
Рис. 3. Результаты применения процедуры многошаговой оптимизации, основанной на методе обратной прогонки динамического программирования, реализованном МГЭ: а, б – управления первого шага; в – схема многошаговой оптимизации; г-ж – оптимальная схема формоизменения в чистовом ручье на последней ( г ) и предпоследней ( д ) стадиях, в черновом ( е ) и заготовительном ( ж ) ручьях; з – распределение деформации, полученное МКЭ
В связи с этим в дополнение к реализованному оптимизационному подходу предложена методика оценки уровня оптимальности распределения деформированного состояния в поковках, позволяющая по результатам предварительного численного (МКЭ, МГЭ) или физического моделирования определять необходимость введения более сложных схем штамповки поковок.
Теоретический анализ. Учитывая результаты работы [6], в качестве целевой функции, определяющей неравномерность распределения накопленной деформации, использовали параметр [5, 7, 8]
n
∑ I ε ср - ε i I ⋅ S i
J = i = 1 n , (1)
∑Si i=1
где ε i и S i – степень деформации на произвольном ( i -м) участке сечения и площадь этого участка; ε ср – средневзвешенное по площади значение степени деформации по сечению поковки.
Реализация расчётов ориентирована на управление схемой заполнения чистового ручья посредством определения предшествующих заготовительных форм, при которой выражение (1) принимает минимальное значение:
J ^ min . (2)
Отличительные особенности применяемой методики многошагового оптимизационного определения переходных форм штамповки состоят в достаточно широком диапазоне вводимых управлений [5, 8], применении алгоритма снижения размерности оптимизационной задачи – «киевский веник» Михалевича – Шора [9] и реализации решений обратных постадийных задач формоизменения по алгоритму реверсивного нагружения [10, 11] прямым методом граничных элементов [4].
Методика расчётов. Представление об управлениях на первом расчётном шаге, начатом от готовой поковки, отражающем схему заполнения чистового ручья металлом заготовки, можно составить по рис.3 ( а,б ) и табл.1.
Таблица 1
Варианты комбинаций управлений первого шага оптимизации
|
Варианты |
1 |
2 |
3 |
4 |
5 |
|
Комбинации вводимых управ- |
α 1 ≠ 0 |
α 1 = 0 |
α 1 ≠ 0 |
α 1 = 0 |
α 1 ≠ 0 |
|
лений |
α 2 = 0 |
α 2 = 0 |
α 2 = 0 |
α 2 ≠ 0 |
α 2 ≠ 0 |
|
α 3 = 0 |
α 3 ≠ 0 |
α 3 ≠ 0 |
α 3 ≠ 0 |
α 3 = 0 |
|
|
α 4 = 0 |
α 4 ≠ 0 |
α 4 = 0 |
α 4 = 0 |
α 4 = 0 |
|
|
α 5 ≠ 0 |
α 5 = 0 |
α 5 ≠ 0 |
α 5 = 0 |
α 5 = 0 |
|
|
J расч. |
0,1892 |
0,2096 |
0,1636 |
0,2198 |
0,2045 |
В целях увеличения точности на каждом расчётном шаге результаты расчётов обратных задач формоизменения контролировали решением соответствующих прямых задач. Эти расчёты выполнялись МКЭ с использованием программы QForm [2].
Методика оценки уровня оптимальности распределения деформации. Разрабатываемое направление исследований определяет с единых позиций методику и систему первичного оценочного анализа оптимальности технологии штамповки поковок как по данным численного математического моделирования, так и по данным экспериментальных исследований, позволяя, например, при отсутствии данных о предшествующих вариантах изготовления конкретной поковки определять уровень предложенного технологического решения.
В качестве обобщенного геометрического признака формы поковки используется количественный критерий её сложности, рекомендуемый, например, работой [12, с. 158]:
S T = Φ П C П , (3)
где Ф П = ( Р П /Fn )/( Р Ц /FЦ ) - степень сложности сечения поковки (П ) относительно сечения описанной вокруг неё фигуры (цилиндра или параллелепипеда) (Ц ); С П = 2 RЦП / Rn - степень сложности поковки по конфигурации её сечения; P – периметры сечений; F – площади сечений; R П – наружный радиус поковки; R ЦП – абсцисса центра тяжести половины осевого сечения поковки.
Учитывая то, что в работах [1, 5–8, 10, 11] данных об оптимизации неравномерности деформации в поковках, полученных посредством численного и экспериментального моделирования в рамках методики обратной прогонки динамического программирования, недостаточно, результаты обобщённого анализа были дополнены результатами теоретического (главным образом в рамках метода прямой прогонки динамического программирования) и экспериментального оптимизационного исследований, выполненных другими авторами. Некоторые из анализируемых данных представлены на рис.4 и в табл.2.
В частности, в табл.2 представлен выборочный анализ сравнения результатов уже выполненных исследований в аналогичном направлении с авторскими данными, которые приведены к единым значениям параметра J (1) и критерия сложности поковки ST (3). В соответствии с принятыми в анализируемых работах способами разработки технологических решений и представленными базовыми их вариантами результаты приводятся в классификации по их виду – на расчёт- ные и экспериментальные, а по способу получения – на аналогичные оптимизационным, рациональным и нерациональным решениям.
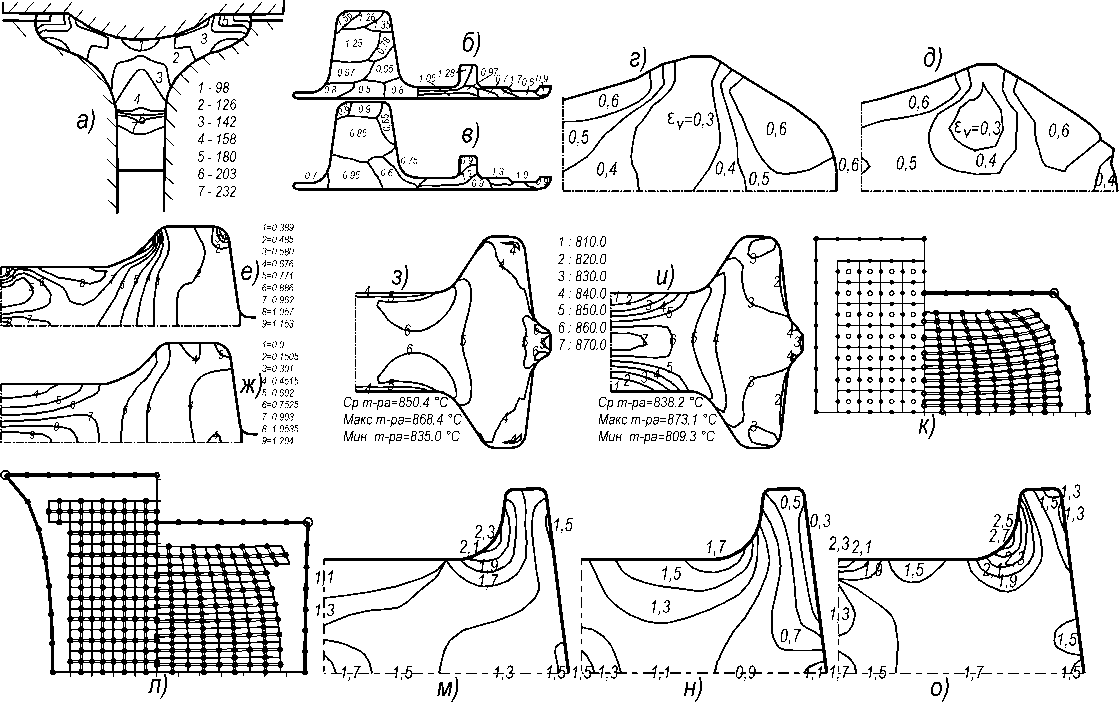
Рис. 4. Некоторые результаты, определяющие распределение полей накопленной деформации в поковках после штамповки: а – по размеру зёрен; б-ж,к-о – по накопленной деформации; з, и – по изменению температуры в процессе формоизменения (оптимальные: а, в, д, е, з, о)
Таблица 2
Анализ результатов некоторых работ по повышению равномерности деформированного состояния внутри поковок, приведенный к значению параметра J
|
Ссылка |
Источник |
Сложность поковки |
Значение показателя неравномерности J |
|||||
|
S Т |
при расчёте |
в эксперименте |
||||||
|
Опт. |
Рац. |
Нерац. |
Опт. |
Рац. |
Нерац. |
|||
|
Рис.4, а |
[13] |
1,4114 |
0,316 |
– |
– |
– |
– |
– |
|
Рис.4, б-в |
[6] |
2,1805 |
– |
– |
– |
0,111 |
0,256 |
– |
|
Рис.4, г-д |
[14] |
0,8995 |
– |
– |
– |
0,068 |
0,105 |
– |
|
Рис.4, е-ж |
[15] |
1,4645 |
0,200 |
– |
0,192 |
– |
– |
– |
|
Рис.4, з-и |
[16] |
1,8266 |
0,12 |
0,17 |
– |
– |
– |
– |
|
Рис.4, к |
[11] |
0,8303 |
– |
– |
0,108/ 0,081 (0,101) |
– |
– |
0,279 |
|
Рис.4, л |
[17] |
1 |
– |
–/0,069 (0,071) |
– |
– |
0,172 |
– |
|
Рис.3 |
[5], [8] |
2,6258 |
0,401/ (0,409) |
0,489/0,477 |
0,52/0,502 |
0,511 |
– |
3,041 |
|
Рис.4, м-о |
[7] |
1,6589 |
0,162/ (0,193) |
0,246/0,211 |
0,165/0,279 |
0,245 |
0,255 |
0,368 |
Классификация по виду результатов вводится вследствие уже известного рассогласования расчётных и экспериментальных данных между собой [11], которое возможно как в результате принимаемой идеализации расчётной модели, аппроксимационного упрощения получаемых геометрических решений для экспериментального выполнения, так и в случае применения обратного моделирования в виду известной некорректности обратных задач как класса [18]. При этом в табл.2 значения J, полученные по данным численного моделирования для отдельных примеров, приводятся в нескольких вариантах, например, полученные разными методами расчёта: МКЭ/МГЭ (обратным расчётом по МГЭ).
Классификация по способу получения результатов достаточно условна, так как уже было показано (см. табл. 2), что отдельные результаты (см. рис.4, е-ж ), определённые в работах как оптимальные [15], при критериальной оценке по параметру J к таковой группе не относятся, и наоборот – базовые варианты, исходно принимаемые как нерациональные, попадают, по крайней мере, в зону рациональных значений. Первый случай отражает то, что у используемого критерия J имеется зона незначительной нечувствительности, которая относится к вариантам распределения деформаций по полям с близкой площадью, но различной конфигурацией. Второй случай, по всей видимости, относится к примерам относительного сравнения, когда базовый вариант выбран с заранее завышенными требованиями к значению J .
Таким образом, применяемые далее в настоящей работе в сравнении между собой термины «оптимальный», «рациональный» и «нерациональный» характеризуют не строгость постановки решаемой технологической задачи формоизменения при штамповке, а позволяют в общем виде оценить уровень проектного решения на стадии разработки на этапе моделирования. Так, в частности, получены уравнения моделей, по которым можно определить границы указанных диапазонов показателя J по результатам численного (МКЭ, МГЭ) моделирования формоизменения:
J^ < 0,0758 S T - 0,0982 S T + 0,1593 , (4,а)
J ™ax < 0,0545 S T + 0,0071 S T + 0,1112 , (4,б) при 2,75> S T >0,75.
С аналогичных позиций анализировались результаты и экспериментальных исследований, что обусловлено их различием с данными численного моделирования, выполненного не только МГЭ, но и МКЭ. Здесь, как и ранее, для результатов, полученных на основе оптимизационного подхода, использовалась верхняя оценка данных по соответствующей границе диапазона. Как и ранее, в экспериментальных данных имеются исключения, а оценочные модели имеют вид:
J X < 0,0532 S T + 0,0573 S T + 0,0098 , (5,а)
J m ac < 0,22 S T - 0,3812 S t + 0,3901 , (5,б) где 2,75>S T >0,75.
Предлагаемые зависимости (4) и (5) делят расчётное пространство на три области, нижняя из которых J < J m t соответственно относится к схемам, аналогичным оптимальным, средняя J oP . < J < J m ac — аналогичная рациональным, а остальные значения J > J ™ c x могут быть отнесены к нерациональным вариантам схем штамповки. При этом полевое представление распределения накопленной деформации в сечении, в соответствии с применением условия (4), накладывает требования на дискретизацию параметра е i до уровня d е i < 0,3 .
При этом следует также повторно отметить и то, что не все примеры, представленные в табл.2, могут быть однозначно оценены параметром J . Так, на рис.4, е-ж представлен редкий случай, когда размеры полей в сечении поковки главным образом отличаются не площадью, а их формой. В этом случае, в отличие от первоисточника [15], автором данной статьи получены результаты противоречащие, несмотря на несущественное различие, выводам об оптимальности разработанного процесса.
Заключение. Предложен вариант приближённой диапазонной оценки поковок по показателю неравномерности распределения деформированного состояния в сечении J в зависимости от их сложности S T (2,75> S T >0,75). Приведены результаты анализа с позиций не только численного моделирования (4), но и экспериментальных исследований (5), при этом анализируются не только данные, полученные при участии автора, но и сторонние данные, приведенные автором к единому показателю неравномерности J . Классификация процессов представлена в трёхдиапазонном виде и подразделяет соответственно все технологические решения на характерные для реализации оптимизационных процедур в целевом направлении, рациональные и нерациональные.
Список литературы Оценка уровня оптимальности распределения накопленной деформации в поковках, изготавливаемых в открытых штампах
- Неймайер Н.Ф. Холодная и горячая штамповка. Т. 2/Н.Ф. Неймайер. -М.: ОНТИ, 1935. -744 с.
- Биба Н.В. Эффективность применения моделирования для разработки технологии штамповки/Н.В. Биба, А.И. Лишний, С.А. Стебунов//Кузнечно-штамповочное производство. -2001. -№ 5. -С. 39-44.
- Таха Х. Введение в исследование операций: в 2-х книгах. Кн. 1/Х. Таха; пер. с англ. -М.: Мир, 1985. -479 с.
- Бреббия К. Методы граничных элементов/К. Бреббия, Ж. Теллес, Л. Вроубел; пер. с англ. -М.: Мир, 1987. -524 с.
- Резников Ю.Н. Об оптимизации процессов деформирования металлов/Ю.Н. Резников, А.В. Вовченко, В.Е. Жиленков//Металлы. -2006. -№ 1. -С. 39-43.
- Резников Ю.Н. Оптимизация заготовительных ручьёв для поковок, изготовляемых объёмной штамповкой/Ю.Н. Резников, Г.Г. Калинин//Кузнечно-штамповочное производство. -1998. -№ 10. -С. 8-10.
- Резников Ю.Н. Уменьшение неравномерности деформации по сечению поковки при объёмной штамповке/Ю.Н. Резников, А.В. Вовченко, В.Е. Жиленков//Заготовительные производства в машиностроении. -2004. -№ 9. -С. 49-50.
- Вовченко А.В. Оптимизация процессов объёмной штамповки, реализуемая направленным определением заготовительных форм полуфабрикатов на технологических переходах/А.В. Вовченко, Ю.Н. Резников//Заготовительные производства в машиностроении. -2009. -№ 7. -С. 28-33.
- Моисеев Н.Н. Численные методы в теории оптимальных систем/Н.Н. Моисеев. -М.: Наука, 1971. -424 с.
- Вовченко А.В. Особенности обратного гранично-элементного моделирования процессов объёмной штамповки/А.В. Вовченко//Механика деформируемого твёрдого тела и обработка металлов давлением: сб. науч. тр. -Тула: ТулГУ. -2002. -Ч. 1. -С. 70-76.
- Вовченко А.В. Критериальная концепция гранично-элементной реализации алгоритма реверсивного нагружения в решении обратных задач формоизменения для процессов объёмной штамповки/А.В. Вовченко//Прогрессивные технологии в современном машиностроении: сб. стат. VI междунар. науч.-техн. конф., июнь 2010 г. -Пенза: ПДЗ, 2010. -С. 97-100.
- Алиев Ч.А. Система автоматизированного проектирования технологии горячей объёмной штамповки/Ч.А. Алиев, Г.П. Тетерин. -М.: Машиностроение, 1987. -224 с.
- Li Jun. Prediction of Grain Size Evolution for Hot-Forget Workpieces/Li Jun, Li Runfang//Cailiao Kexue yu gongyi: Mater.Sci.&Technol. -1999. -Vol. 7. -№ 2. -P. 73-76.
- Becker M. A new approach to optimization of metal forming processes/M. Becker, R. Kopp//Numiform 1989. Tompson et al. (eds). -Balkema. Rotterdam. -Р. 107-113.
- Zhao Xinhai. Optimal preform Die Design through Controlling Deformation Uniformity in Metal Forging/Zhao Xinhai, Zhao Guogun, Wang Guangchun, Wang Tonghai//J. Mater. Sci. and Technol. -2002. -18. -№ 5. -Р. 465-467.
- Chung J.S. Process Optimal Design in Forging by Genetic Algorithm/J.S. Chung, S.M. Hwang//Trans. ASME. J. Manuf. Sci. and Eng. -2002. -124. -№ 2. -Р. 397-408.
- Вовченко А.В. Перспективы применения численных методов в проектировании процессов объёмной штамповки/А.В. Вовченко//Состояние и перспективы развития сельскохозяйственного машиностроения: мат-лы междунар. науч.-практ. конф., 4-5 марта 2010 г. -Ростов н/Д, 2010. -430 с. -С. 195-199.
- Вовченко А.В. О возможности улучшения решений обратных задач расчёта формоизменения в процессах ОМД/А.В. Вовченко, Ю.Н. Резников, А.Н. Соловьёв//Известия вузов. Северо-Кавказский регион. Технические науки. -2009. -№ 3. -С. 60-64.
