Оценка устойчивости горения дуги на малых токах

Автор: Мейстер Роберт Александрович, Лубнин Михаил Алексеевич, Готовко Сергей Алексеевич, Мейстер Андрей Робертович, Григорьев Александр Николаевич
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 2 (35), 2011 года.
Бесплатный доступ
Приведены осциллограммы токов и напряжений при подключении однофазного сварочного выпрямителя на активную нагрузку. Пульсации тока и напряжения при включении конденсаторов и индуктивности уменьшаются, что позволяет сваривать торцевые соединения толщиной 0,1-0,2 мм.
Осциллографирование, ток, напряжение, толщина 0, 2 мм, сварка неплавящимся электродом (tig)
Короткий адрес: https://sciup.org/148176549
IDR: 148176549 | УДК: 621.791
Evaluation of burning arc stability on small currents
Oscillogram's waveforms of voltages and currents are shown when connecting single-phase welding rectifier for resistive load. Ripple of current and voltage decreases when connecting capacitors and inductors, which allows to weld end connections with thickness of 0,1-0,2 mm.
Текст научной статьи Оценка устойчивости горения дуги на малых токах
При сварке неплавящимся вольфрамовым электродом диаметром 1–5 мм в защитных газах током менее 10–15 А дуга горит неустойчиво [1]. Однофазный выпрямитель с конденсаторным умножителем напряжения и индуктивностью сварочной цепи 0,8–1,2 мГн обеспечивает устойчивое горение дуги вольфрамовым электродом в защитных газах при силе тока более 1 А [2].
Ухудшение устойчивости горения дуги неплавя-щимся электродом в защитных газах объясняется отставанием и блужданием активных пятен [3–5]. Но это явление объясняется на уровне гипотез [5; 6]. Во многих работах приводятся сведения о поведении катодного пятна, которое на плоском электроде обладает своеобразной инерцией и после движения верхнего электрода некоторое время удерживается на месте – отставание пятна зависит от скорости движения электродов, расстояния между ними и силы тока. Также пятно может передвигаться отдельными шагами, переступая от одной остановки к другой. Причем на вольфраме и стали пятно неподвижно, а на алюминии и меди движение столь интенсивно, что создается впечатление кратковременного присутствия на поверхности одновременно нескольких малых по размеру активных пятен, обеспечивающих катодное распыление окисной пленки [7].
Устойчивость горения дуги на малых токах также определяется конструкцией электродов и ее тепловой мощностью, поступающей в электрод. Она стремится к некоторой определенной величине, принимаемой за критическую, ниже которой устойчивый дуговой разряд существовать не может. При уменьшении тока наступает момент, когда тепловой мощности, поступающей в электрод от дуги, оказывается недостаточно для поддержания температуры катодного пятна на уровне, обеспечивающем высокую степень термоэлектронной эмиссии. Из-за недостатка тепловой мощности активное пятно начинает перемещаться по микровыступам боковой поверхности электрода, эмиссия электронов с которых под воздействием электрического поля максимальна [4].
Работоспособность электродов при сварке и устойчивость горения на малых токах (1–10 А) можно улучшить, снизив теплоотвод от рабочего участка и обеспечив близкий к равномерному его нагрев. Наиболее просто эта задача решается увеличением сопротивления вылета путем уменьшения диаметра неплавящегося вольфрамового электрода. При силе
тока 1–10 А близкий к равномерному нагрев рабочего участка достигается применением электродов диаметром 0,3 мм и менее [4].
Повышенную устойчивость зажигания и горения дуги вольфрамовым электродом диаметром более 1 мм на малых токах можно объяснить уменьшением пульсации тока и напряжения при питании дуги от выпрямителя с конденсаторным умножителем напряжения. Без последнего, при отсутствии индуктивного сопротивления в сварочной цепи, зажигание и горение дуги резко ухудшается и становится невозможным. Факт ухудшения зажигания дуги с уменьшением напряжения холостого хода имеет место при любом способе сварки. Однако повышение напряжения холостого хода более 100 В на выпрямителях не допускается по правилам техники безопасности. Напряжение холостого хода выпрямителя 30–32 В с включением конденсаторов емкостью 2000 мкФ увеличивается в 2,82 раза, что улучшает зажигание дуги. По-видимому, накопленная в индуктивном сопротивлении и конденсаторах энергия передается на дуговой промежуток.
В работе [8] отмечается, что индуктивные накопители выделяют в сварочную дугу электрическую энергию, аккумулированную в электромагнитной системе. Это обеспечивается путем зарядки индуктивного накопителя до заданной величины тока с последующим разрядом его на дуговой промежуток. Устройства, созданные на базе индуктивных накопителей энергии, нечувствительны к коротким замыканиям дугового промежутка и отличаются повышенной устойчивостью против случайных обрывов дуги.
Считают, что совместное действие энергии, накопленной в индуктивном сопротивлении и конденсаторах, обеспечивает эффект колебательного контура, который передает ее на дуговой промежуток [9]. Очевидно, что элементы теории, приводимой в работах [8; 9], не позволяют с необходимой точностью выполнить инженерные расчеты, объясняющие передачу энергии от дросселя и конденсаторов на дугу.
Индуктивность совместно с емкостью может выполнять функцию накопления энергии со сглаживанием пульсаций постоянного напряжения и тока выпрямителя [10]. Они оцениваются значениями коэффициентов пульсации по напряжению К Пн и по току К Пт . Наиболее просто их определяют по формулам:
К Пн
U 1
U 2
; К Пт
I 1
I 2
где U 1 и U 2 – максимальное и минимальное значения выпрямленного напряжения; I 1 и I 2 – максимальное и минимальное значения тока.
Устойчивое горение дуги на малых токах непла-вящимся электродом без конденсаторного умножителя напряжения и индуктивного сопротивления невозможно. Поэтому для оценки влияния индуктивного сопротивления и конденсаторов на устойчивость процесса к выпрямителю подключался балластный реостат, имитирующий нагрузку от горения дуги. В проведенных опытах фиксировались пульсации тока и напряжения на малых токах: без конденсаторов и дросселя, с конденсаторами, с дросселем, совместно – с конденсаторами и дросселем.
Пульсация тока и напряжения при подключении к выпрямителю балластного сопротивления в отсутствии дросселя и конденсаторов ( I 1 – ток, потребляемый из первичной сети) показана на рис. 1.
В данном случае коэффициент пульсации напряжения и тока равен 0,5 (если считать максимальное значение амплитуды за 1).
При включении в электрическую цепь дросселя индуктивностью 8,1 мГн К Пт = 0,8, а пульсация напряжения не сглаживается (рис. 2).
Осциллограммы (рис. 3), для которых К Пн = 0,8, К Пт = 0,85 соответствуют включению конденсаторов емкостью 2000 мкФ. Включение конденсаторов в 2,82 раза увеличивает напряжение холостого хода и соответственно ток, что повышает мощность, передаваемую в электрическую цепь при активной нагрузке.
Включение дросселя и конденсаторов (рис. 4) улучшает сглаживание пульсаций тока и напряжения. При этом К Пт = 0,85, К Пн = 0,73.
Таким образом, включение в электрическую схему индуктивности и емкости увеличивает мощность, передаваемую в цепь при активной нагрузке, и уменьшает пульсацию токов и напряжений. Аналогичное явление происходит при горении дуги, что улучшает процесс сварки на малых токах. На малых токах в атмосферных условиях возможна сварка графитовым стержнем диаметром 2,2 мм.
При питании дуги от однофазного выпрямителя с конденсаторным умножителем напряжения и индуктивностью сварочной цепи 1–1,5 мГн в аргоне и азоте формируются швы по отбортовке с толщиной изделия 0,06–0,2 мм. Образец из стали 1Х18Н9Т толщиной 0,2 мм, сваренный в азоте вольфрамовым электродом диаметром 1 мм, показан на рис. 5.


б
Рис. 1. Пульсации в отсутствии дросселя и конденсаторов ( I 1 = 1,6 А): а – тока, I = 8,55 А; б – напряжения, U д = 28,7 В

а

б
Рис. 2. Характер пульсаций в электрической цепи с дросселем ( I 1 = 1,52 А): а – тока, I = 8,02 А; б – напряжения, U д = 28,5 В

а

б
Рис. 3. Характер пульсаций в электрической цепи с конденсаторами ( I 1 = 3,23 А): а – тока, I = 13,0 А; б – напряжения, U д = 38,8 В

а

б
Рис. 4. Характер пульсаций в электрической цепи с дросселем и конденсаторами ( I 1 = 3,13 А): а – тока, I = 12,75 А; б – напряжения, U д = 38,5 В

а
Рис. 5. Сварка с отбортовкой на режиме ( I д = 3 А, U д = 28 В): а – вид сверху, I = 12,75 А; б – в профиль
б
Образец из малоуглеродистой стали толщиной 0,1 мм, сваренный по отбортовке в аргоне, показан на рис. 6.
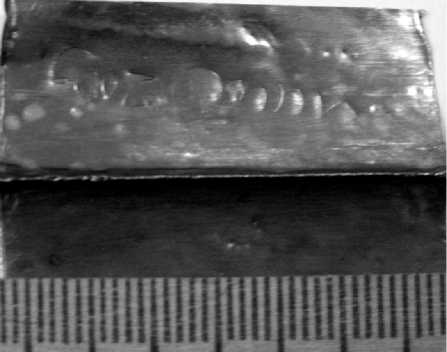
Рис. 6. Образец из малоуглеродистой стали толщиной 0,1 мм:
I д = 4,5 А, U д = 29 В
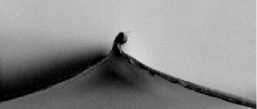
Образец из малоуглеродистой стали толщиной 0,2 мм, сваренный по отбортовке графитовым стержнем диаметром 2,2 мм, представлен на рис. 7.
Совместное влияние индуктивности и электроемкости конденсаторов уменьшает пульсацию тока и напряжения на малых токах.
Вольфрамовым электродом диаметром 1 мм в аргоне и азоте обеспечивается формирование швов при сварке торцевых соединений толщиной 0,1–0,2 мм.
Возможна сварка по отбортовке электродом из графитового стержня диаметром 2,2 мм стали толщиной 0,2 мм.
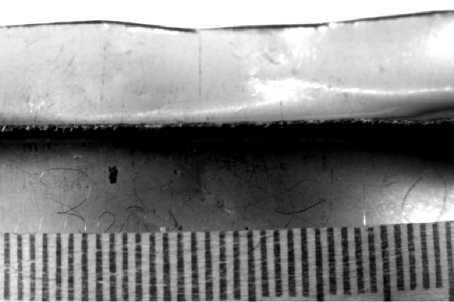
Рис. 7. Образец из малоуглеродистой стали толщиной 0,2 мм:
I д = 5 А, U д = 30 В
