Оценка влияния осевой настройки на прочность оправок раскатного стана

Автор: Билан Иван Тарасович, Трубников Кирилл Вячеславович, Звонарев Дмитрий Юрьевич, Носкова Мария Николаевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 4 т.22, 2022 года.
Бесплатный доступ
Современные трубопрокатные агрегаты, как правило, оснащаются станами продольной прокатки с удерживаемой оправкой типа станов PQF (Premium quality finishing) и FQM (Fine Quality Mill). Используемая оправка, как правило, достигает 10-12 м и изготавливается из специальных марок стали, стойких к истиранию, с повышенной прочностью. В процессе эксплуатации оправка при заполнении очага деформации проходит через все клети и фиксируется на определенном расстоянии. При прокатке труб большое внимание уделяют настройке стана как по технологическим режимам, так и по расположению клетей относительно оси прокатки. За время эксплуатации стана в силу наличия люфтов, вибраций и других негативных факторов ось клетей может смещаться, что приведет к изгибу оправки, повышенному износу инструмента, а также накоплению остаточных напряжений в оправке. Все это создаст условия к снижению эксплуатационного ресурса дорогостоящего инструмента. В связи с этим в работе рассмотрено влияние осевой настройки клетей стана PQF на величину напряжений в оправке. В ходе выполнения работы были получены регрессионно значимые уравнения влияния осевой настройки на уровень напряжений в оправке.
Непрерывный стан pqf, компьютерное моделирование, напряжения, регрессионный анализ
Короткий адрес: https://sciup.org/147239243
IDR: 147239243 | УДК: 621.774.32 | DOI: 10.14529/met220406
Evaluation of the effect of axial adjustment on the strength of the rolling mill mandrels
Modern tube mills are usually equipped with mandrel mounted longitudinal mills such as PQF (Premium Finishing) and FQM (Thin Roll Mill) mills. The used mandrel, as a rule, reaches 10-12 m and is made of special grades of steel, resistant to abrasion, increased strength. During operation, the mandrel, when filling the deformation zone, passes through all the stands and is fixed at a certain distance. When rolling pipes, great attention is paid to setting up the mill both in terms of technological modes and in terms of the location of the stands relative to the rolling axis. During the operation of the mill, due to backlashes, vibrations and other negative factors, the axes of the stands can shift, which will lead to bending of the mandrel, increased tool wear, and accumulation of residual stresses in the mandrel. All this will create conditions for reducing the operational life of an expensive tool. In this regard, the article considers the effect of axial adjustment of PQF stands on the stress in the mandrel. In the course of the work, regression-significant equations of the influence of axial fit on the stress level in the mandrel were obtained.
Текст научной статьи Оценка влияния осевой настройки на прочность оправок раскатного стана
Цель работы
При производстве горячедеформирован-ных труб наиболее массовым способом является прокатка на трубопрокатных агрегатах (ТПА) с непрерывным станом. При этом к качеству готовой продукции предъявляются жесткие требования по разнотолщинности, овальности и др.
Качество готовых труб напрямую зависит от заготовки (гильзы), однако немаловажным параметром является и точность настройки раскатного стана.
Под точностью настройки понимается соответствие осей калибров стана друг относительно друга, а также соответствие скоростных параметров стана. При несоответствии скоростных параметров стана на трубе могут наблюдаться дефекты формы, разрывы металла и др. При несоответствии осевой настройки стана на трубах может наблюдаться, например, повышенная разнотолщинность.
Также при несоответствии осевой настройки повышается износ на валках, износ на оправке, увеличивается изгиб оправки в продольном направлении [1, 2]. В силу того, что оправка является дорогостоящим инструментом, вызывает интерес работа по проведению оценки влияния осевой настройки на прочностные характеристики оправок.
Данное исследование возможно выполнить с использованием математического моделирования и планирования эксперимента [3–5].
1. Компьютерное моделирование
На рис. 1 представлена общая схема прокатки заготовки на оправке в непрерывном стане.
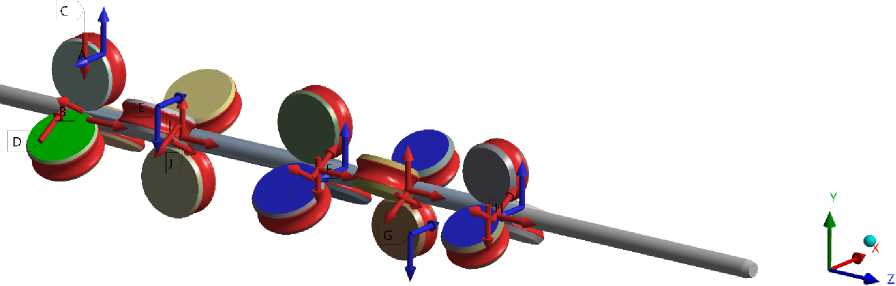
В процессе прокатки на оправку действуют растягивающие силы, сжимающие, возникающие при деформировании заготовки со стороны валков, а также момент изгиба, действующий со стороны смещения валков клети относительно оси оправки.
На рис. 2 представлена общая схема приложения нагрузки на оправку со стороны валков.
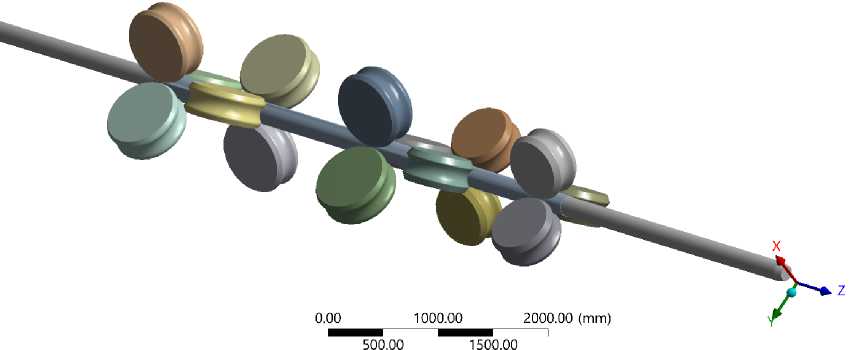
Рис. 1. Общий вид модели для расчета Fig. 1. General view of the model for calculation
0.00___________ 1500.00_________ 3000.00 (mm)
750.00 2250.00
Рис. 2. Направление приложенных нагрузок Fig. 2. Direction of applied loads
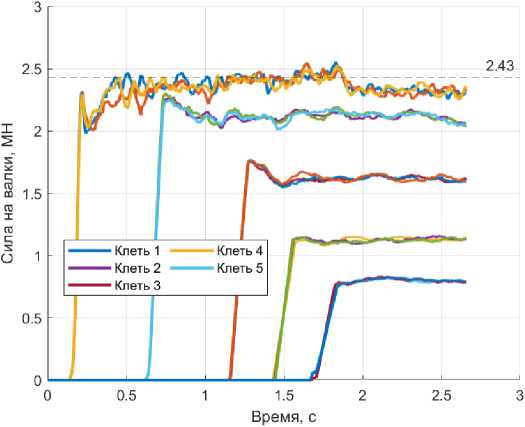
На н а ча льн ом э та п е с и с п ользов а н и е м программного комплекса QF or m были получ е н ы зн а че н и я усил и й , д е й с тв у ю щ и е н а опр а в к у в ра д и а льном и о с е в ом н а п ра в л е н и ях п ри и д еа льной н а с тройк е с та н а (ри с . 3 ) .
Исход я и з п ре дс та в ле н ных зн а че н и й у с ил и й , б ы ли р а с с чи та ны н а п ряже н и я, в озника ю щи е на оп р а в к е п ри и д е а льн ой н а с т рой ке ста н а ( ри с . 4 ) . С ле д у е т отме ти ть, что ра с с ч итан ны е зн а ч е н и я были у в е ли че н ы н а 50 %. Маркой стали о правк и п ри мод ели ров а н ии была выбрана 4Х5МФ1С.
К а к в идн о и з ри с . 4 , м а к с и мальн ые н ап ряжен ия в озн и к а ю т в обла с ти п рилож е н и я нагрузки от 1-й клети.
2. Методика анализа
Для того чтобы оценить влияние смещения осей клетей на напряжения, возникающие в оправке, был разработан полнофакторный эксперимент (ПФЭ) [6], в котором изменялось вертикальное перемещение оси валков и фиксировалось максимальное напряжение в очаге деформации. Смещение каждой клети варьировалось на 3 уровнях значений: –7, 0 и +7 мм.
На рис. 5 представлено распределение напряжений в очаге деформации 3-й клети относительно изменения оси по клетям.
Как видно из рис. 5, на напряжения в оправке в очаге деформации 3-й клети влияют изменения осевой настройки во 2, 3 и 4-й клетях. Остальные клети практически не оказывают влияния. Аналогичные картины были получены и по другим очагам деформации.
Для оценки влияния каждого фактора на напряжения в оправке были получены регрессионные уравнения, представленные ниже. Значимость фактора оценивалась на основе критерия p-Value [7]. С использованием такого подхода были получены регрессионно значимые уравнения с коэффициентом достоверности свыше 0,8 [8].
а)
b)
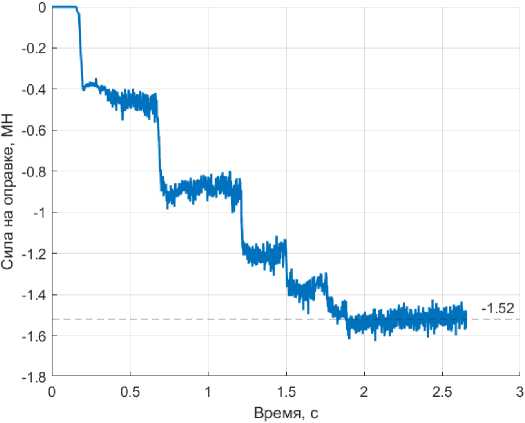
Рис. 3. Усилия, действующие на оправку в процессе прокатки: а – усилия, действующие на валки стана; b – усилия, действующие на оправку Fig. 3. Efforts acting on mandreling during the rolling process:
a – the forces acting on the rolling of the mill; b – efforts in effect on the mandrel
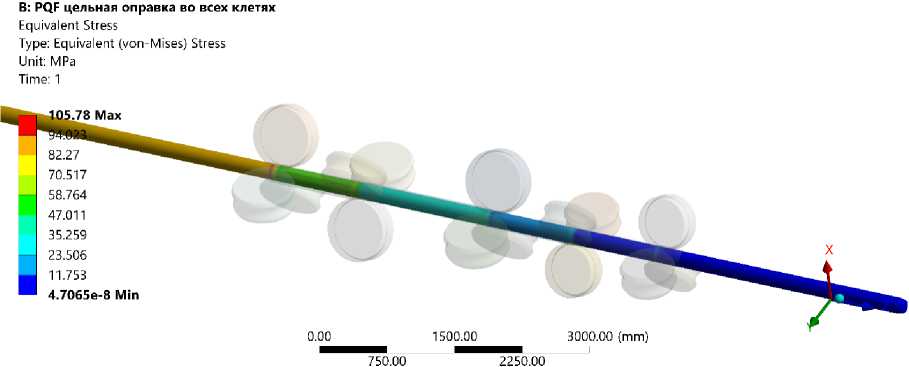
Рис. 4. Распределение напряжений в оправке раскатного стана Fig. 4. Stress distribution in the mandrel of the rolling mill
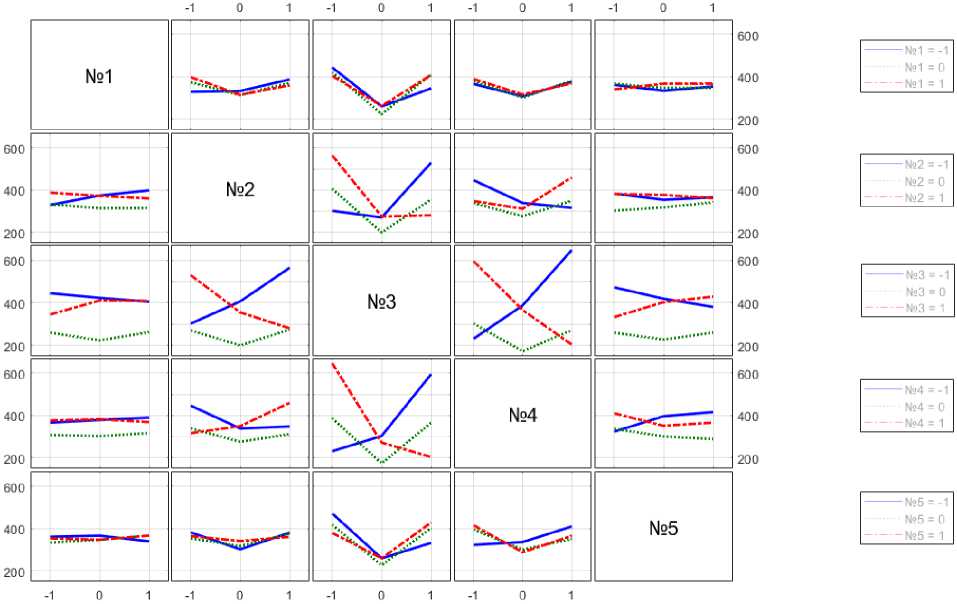
Рис. 5. Распределение напряжений на оправке в зоне очага деформации 3-й клети в зависимости от взаимного влияния факторов
Fig. 5. Distribution of stresses on the mandrel in the zone of the focus of deformation of 3 cells, depending on the mutual influence of factors
Напряжения на оправке в очаге деформации 1-й клети определяются по уравнению о1 = 228,37-8,598■ x1 + 2,7114■ x2 -150,38■ x1 ■ x2;(1)
напряжения на оправке в очаге деформации 2-й клети определяются по уравнению a 2 = 353,58 + 6,5925 ■ x1 +1,7627 ■ x2 + 0,47915 ■ x3 -
-
- 185,34■ x1 ■ x2 + 40,204■ x1 ■ x3 -113,61 x2 ■ x3;(2)
напряжения на оправке в очаге деформации 3-й клети определяются по уравнению g3 = 353,66 + 2,9932■ x2 -16,472■ x3 -0,12101 ■ x4 -
-
- 127,68 ■ x2 ■ x3 + 60,46 ■ x2 ■ x4 - 202,46 ■ x3 ■ x4;
напряжения на оправке в очаге деформации 4-й клети определяются по уравнению g4 = 402,33 +19,689 ■ x3 -16,035 ■ x4 - 8,2988 ■ x5 -
-
- 223,05 ■ x3 ■ x4 + 89,869 ■ x3 ■ x5 -192,82 ■ x4 ■ x5;(4)
напряжения на оправке в очаге деформации 5-й клети определяются по уравнению o5 = 111,36-21,182■ x4 +12,271 ■ x5 -100,64■ x4 ■ x5,(5)
где x 1 , x 2 , x 3 , x 4 , x 5 – смещения оси клети в кодированном значении.
Анализируя уравнения, можно сделать вывод о том, что наиболее нагруженная область оправки возникает в очаге деформации 4-й клети.
На рис. 6 представлено распределение напряжений на оправке в очаге деформации 4-й клети при парном изменении осевого смещения в 4-й и 5-й клетях.
Из рис. 6 видно, что минимальные напряжения возникают при идеальной настройке стана. При превышении смещения клетей на 0,6 (абсолютное смещение 4,2 мм) напряжения на оправке могут превышать 400–500 МПа.
Стоит отметить, что даже при максимальных смещениях оси клети напряжения на оправке не превышают предела текучести для стали марки 4Х5МФ1С (предел текучести составляет 1470 МПа).
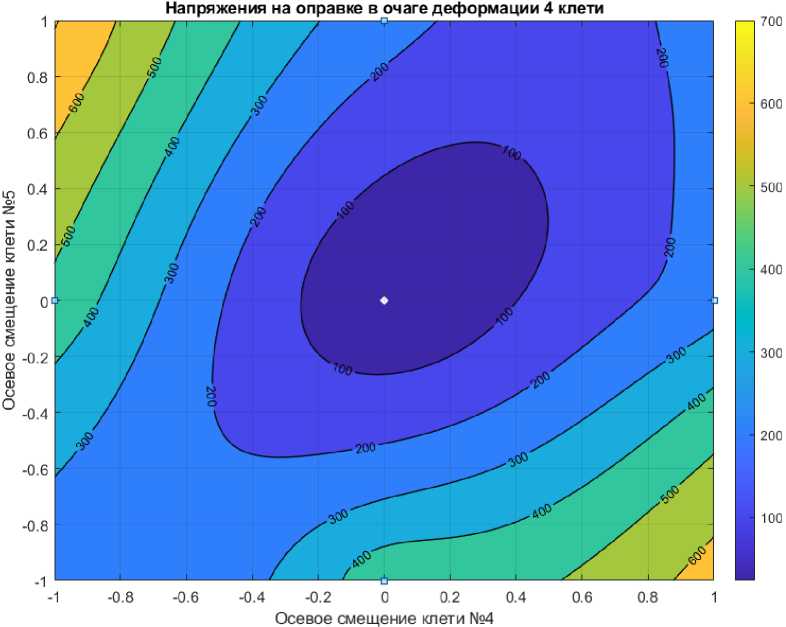
Рис. 6. Распределение напряжений на оправке в очаге деформации 4-й клети при взаимном смещении осей 4-й и 5-й клети
Fig. 6. Distribution of stresses on the mandrel in the focus of deformation of the 4th cell with mutual displacement of the axes of the 4th and 5th cells
Заключение
В ходе выполнения моделирования процесса раскатки гильзы в непрерывном стане и последующей обработки и анализа полученных данных были выявлены следующие закономерности.
-
1. Наибольшее напряжение на оправке возникает в области очага деформации 4-й клети, которая является 1-й чистовой клетью. При смещении осей клети напряжение на оправке может достигать порядка 600 МПа.
-
2. На величину напряжений в оправке в области очага деформации клети оказывают влияние только смещения осей соседних клетей.
-
3. Получены достоверно значимые уравнения вычисления напряжений на оправке при смещении осей клетей и осевом, и радиальном нагружении при прокатке труб.
-
4. На основе вычислений были сделаны рекомендации об ужесточении значения максимально допустимого смещения осей прокатного стана.
Список литературы Оценка влияния осевой настройки на прочность оправок раскатного стана
- Совершенствование техники и технологии прокатки в многовалковых калибрах: учеб. пособие / С.П. Буркин [и др.]. Екатеринбург: УГТУ-УПИ, 2010. 361 с.
- Выдрин А.В., Широков В.В. Теоретические основы повышения точности размеров труб при прокатке на непрерывном стане // Вестник ЮУрГУ. Серия "Металлургия". 2011. № 14 (231). С. 81-86.
- Коликов А.П., Звонарев Д.Ю., Таупек И.М. Применение математического моделирования для расчета режимов пластического формоизменения толстолистовой заготовки и повышения качества труб большого диаметра // Черные металлы. 2018. № 11. С. 60-66.
- Оценка точности формоизменения концов труб при калибровании / Д.А. Ахмеров, Д.Ю. Звонарев, А.В. Выдрин и др. // Вестник ЮУрГУ. Серия "Металлургия". 2020. Т. 20, № 4. С. 39-47.
- Анализ влияния настроечных параметров прошивного стана на изменение диаметра и толщины стенки гильзы / А.В. Выдрин, В.Л. Нерозников, Д.Ю. Звонарев, К.В. Трубников // Вестник ЮУрГУ. Серия "Металлургия". 2022. Т. 22, № 1. С. 42-52.
- Программный пакет MATLAB. Вычислительные методы и визуализация данных: лабораторный практикум / Ю.Б. Галеркин [и др.]. СПб.: Политех-Пресс, 2020. 33 с.
- Holland P.W., Welsch R.E. Robust regression using iteratively reweighted leastsquares // Communications in Statistics-theory and Methods. 1977. Vol. 6, no. 9. P. 813-827.
