Оценка влияния параметров литниковой системы на качество изготовления кронштейна аэрокосмического назначения из короткоармированных композитов

Автор: Куркин Евгений Игоревич, Чертыковцева Владислава Олеговна, Захваткин Ярослав Вячеславович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 6-1 т.20, 2018 года.
Бесплатный доступ
Разработана методика математического моделирования литья неньютоновских многофазных сред в системе Moldex3D, позволяющая проводить оценку влияния параметров литниковой системы на качество изготовления пространственных конструкций аэрокосмического назначения из короткоармированных композитов. Расчётная сетка для литьевой формы с учетом атрибутов литья построена с помощью совместного использования ANSYS Meshing и Rhinoceros. Проведена модернизация литьевой формы. Выбраны размеры, форма и расположение литниковой системы, обеспечивающие равномерное поступление состава в форму и минимизацию количества линий спая. Рассмотрено применение выпарок для вывода запирающего воздуха из конструкции при литье. Полученные результаты позволяют провести изготовление оснастки, подобрать основные технологические параметры литья и построить многоуровневую модель напряженно-деформированного состояния кронштейна с учетом анизотропии.
Композиционный материал, короткие волокна, литье, математическое моделирование, литниковая система, ориентация волокон, линии спая, выпарки
Короткий адрес: https://sciup.org/148312529
IDR: 148312529 | УДК: 678.027.7
Estimation of the effect of the runner parameters on the quality of manufacturing the aerospace bracket from composite material reinforced by short fibers
The paper describes mathematical modeling technique of the molding of non-Newtonian multiphase fluids in the Moldex3D. It allows to assess the influence of the runner parameters on the quality of manufacturing the aerospace spatial designs from composite materials reinforced by short fibers. The computational mesh for the mold, taking into account the molding attributes, is constructed by the joint use of ANSYS Meshing and Rhinoceros. The paper describes the modernization of the mold. The dimensions, shape and location of the runner were selected, ensuring a uniform flow of the mix into the mold and minimizing the number of weld lines. The question of the use of air traps to remove the blocking air from the design during molding is considered. The results allow to make tools, to select the main technological parameters of the molding and to construct a multilevel model of the stress-strain state of the bracket, taking into account anisotropy.
Текст научной статьи Оценка влияния параметров литниковой системы на качество изготовления кронштейна аэрокосмического назначения из короткоармированных композитов
Применение перспективных материалов и технологий позволяет осуществить переход к интегральным конструкциям, сократить вес изделий и время, затрачиваемое на производство. Литье узла навески двери на Airbus A350-900 из короткоармированного композиционного материала Victrex PEEK 90HMF40 позволило на 40% снизить вес и стоимость узла [1]. Преимуществом изготовления конструкций методами литья из короткоармированных композитов является возможность изготовления сложных сверхлегких пространственно-нагруженных узлов с минимальной механической доработкой.
Численное моделирование процесса литья под давлением [2] позволяет избежать наиболее часто встречающихся дефектов в будущих изделиях [3, 4]. В [5] более подробно описан учёт геометрических характеристик изготавливаемых пресс-форм и их влияние на изготавливаемую конструкцию. Качество будущего изделия сильно зависит от распределения состава вну-
три формы и расположения линий спая. Сбалансированный процесс заполнения позволяет достичь равномерного распределения давления и температуры, что позволяет существенно уменьшить деформацию детали [6]. Линии спая, возникающие при соединении двух потоков состава в форме, влияют на прочность изделия в данной области [7]. Учет технологических ограничений литья позволяет выполнить оптимизацию литьевой оснастки, литниковой системы и избежать дефектов в конструкциях, изготовленных методом литья.
2. ПОСТАНОВКА ЗАДАЧИ
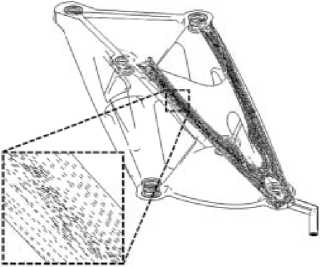
В данной работе изучен вопрос оценки влияния формы и размера литниковой системы на расположение линий спая и ориентацию армирующих волокон в аэрокосмическом кронштейне, изготавливаемом из короткоармированных композиционных материалов. Исходными данными для моделирования процесса литья является его трёхмерная геометрическая модель, представленная на рис. 1. Размеры аэрокосмического кронштейна составляют 294х140х156 мм.
Исследуемым материалом является армированный композиционный материал на базе связующего Т26 [8], армированный короткими угольными волокнами массовой долей 10% и длинной 0,3 мм. На основе экспериментального исследования определены параметры использу-

Рис. 1. Трёхмерная модель аэрокосмического кронштейна разделение геометрии на две группы геометрических тел: объемы, к которым может быть применен метод Sweep для построения гексасетки с протягиванием сеточных элементов вдоль некоторой оси, и остальные объемы, для которых по возможности будет построена гексасетка неструктурированного типа.
Построенная расчетная сетка состоит из 4 млн элементов. Размер элементов сетки составил 0,5 мм. Сетка создана с помощью элементов различных форм: тетраэдр, гексаэдр и пирамида. На рис. 3 представлены сетки в различных областях кронштейна.
Моделирование процесса литья кронштей-
Таблица 1. Параметры модели вязкости материала
Технологические параметры определены возможностями изготовления аэрокосмического кронштейна при литье с использованием универсальной сервогидравлической машины MTS 793 в термокамере MTS Environment.
3. ПОСТРОЕНИЕ РАСЧЁТНОЙ СЕТКИ
Использование структурированной расчетной сетки позволяет уменьшить время расчета и повысить его сходимость. Сетка построена в программе ANSYS Meshing с учетом плоскости симметрии кронштейна и сохранена в формате cdb. С помощью Virtual Topology геометрия была разбита на несколько простых поверхностей (рис. 2). Расчетная сетка была построена методом MultiZone, который основан на блочной технологии и обеспечивает автоматическое
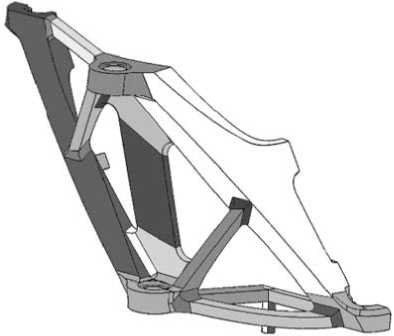
Рис. 2. Половина геометрии кронштейна, разделенная на поверхности с помощью Virtual Topology на проводилось в программном комплексе Moldex3D. Для задания атрибутов литья при построении сетки для Moldex3D использована программа Rhinoceros. Выбраны следующие атрибуты для отдельных частей геометрии: плоскость входа состава определяется свойством 3D Inlet, тело литника – Cold Runner, заполняемая форма – Cavity (Part) (рис. 4). Далее сетка экспортирована в формат mfe.
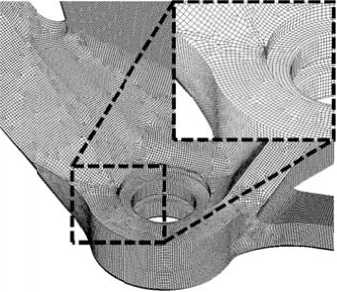
Рис. 3. Сетка в области крепления
4. ВЫБОР ФОРМЫ ЛИТНИКА
При построении литьевой модели важную роль играет форма и расположение литниковой системы, обеспечивающей подачу материала в форму. Подбор литниковой системы представляет собой итерационный процесс. Для определения необходимой длины литника построена модель (рис. 5) и проведен ее расчет в системе Moldex3D.
Выбор длины литника основан на оценке ориентации волокон в исследуемой модели. На рис. 6 видно, что при длине литника, превышающей 33 мм, волокна выравниваются по потоку, и состав, поступающий в литьевую форму, будет иметь установившееся течение.
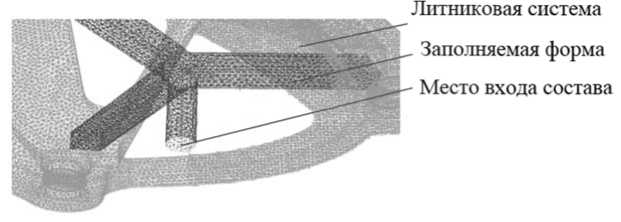
Рис. 4. Атрибуты литья в Rhinoceros
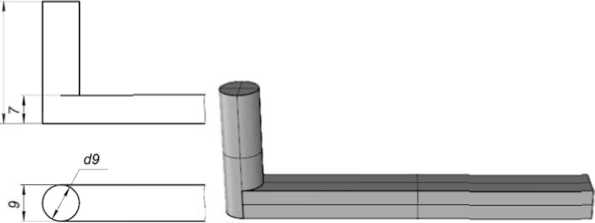
Рис. 5. Модель и размеры литника
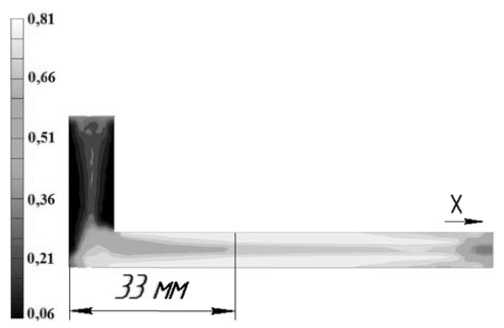
Рис. 6. Вероятность распределения волокон в направлении оси X
5. ВЫБОР МЕСТА РАСПОЛОЖЕНИЯ ЛИТНИКА
Рассмотрено расположение литниковой системы в нижней и верхней частях кронштейна (рис. 7). Для каждого варианта расположения литниковой системы в Workbench построены сетки с одинаковыми параметрами. Критериями выбора места установки литниковой системы приняты: отсутствие дефектов заполнения формы, минимизация количества линий спая в конструкционных элементах и ориентация волокон вдоль направления передачи сил.
После расчета рассмотренных вариантов системе Moldex3D получена ориентация волокон внутри кронштейна (рис. 8).
Фронт литья кронштейна показывает, как ведет себя состав в процессе заполнения формы (рис. 9). Исследуя распределения волокон и фронты литья, видно, что при расположении
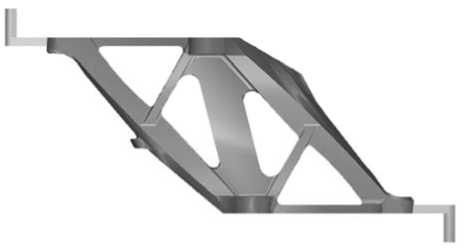
Рис. 7. Модель кронштейна с разным расположением литников литниковой системы в нижней части кронштейна, волокна в нагруженной части распределены более равномерно. Однако в случае такого расположения литника образуется дефект изделия: недолив, обусловленный проблемами заполнения формы. На основе построенных моделей было решено подавать состав в форму с помо- t, C
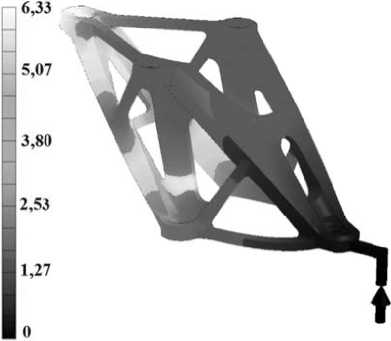
Рис. 10. Время заполнения модернизированной формы при расположении литниковой системы в нижней части
a)
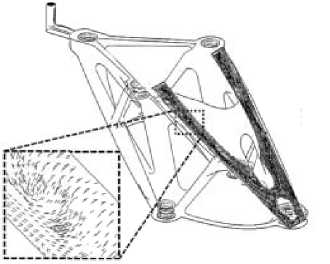
Рис. 8. Направление волокон в ответственной части конструкции при расположении литниковой системы: а) в верхней части; б) в нижней части
a)

Рис. 9. Время заполнения формы при расположении литниковой системы: а) в верхней части, б) в нижней части
6) 0
7,69
6,13
4,60
3,01

щью литника, расположенного в нижней части, при этом модернизировать геометрию кронштейна с целью обеспечения полного заполнения формы.
После корректировки геометрии кронштейна построена сетка и проведен повторный расчет литья в Moldex3D с расположением литника в нижней части. На рис. 10 видно, что проблема с недоливом формы была решена.
6. ИССЛЕДОВАНИЕ РАСПОЛОЖЕНИЯ ЛИНИЙ СПАЯ
Для уточнения литьевой модели были исследованы места расположений линий спая. Даже при сохранении статической прочности спаи могут не обладать необходимой прочностью при ударных или усталостных нагрузках [7]. В общем случае процент потери прочности в области спая увеличивается с повышением процента армирующего компонента в композиционном материале и отношения диаметра волокна к его длине. Уменьшение прочности спая для армированных волокнами композитов происходит из-за локальной анизотропии в зоне спая, которая может создаваться из-за ориентации волокон как следствие эффекта фонтанирования встречных потоков состава. На рис. 11 видно, что линии спая располагаются в конструкционных балках, что может стать причиной уменьшения прочностных характеристик в данных местах, следовательно, и всего изделия. Поэтому было принято решение о перестроении литьевой формы.
После корректировки геометрии была модернизирована система каналов в литнике (рис. 12).
На рис. 13 представлено расположение линий спая после корректировки геометрии литьевой формы. Конструкционные балки почти
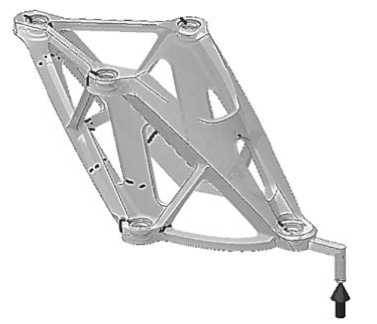
Рис. 11. Линии спая в кронштейне

Рис. 13. Линии спая в кронштейне после корректировки

Рис. 12. Перестроенная литниковая система в кронштейне
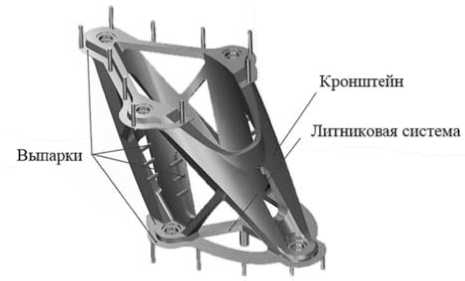
Рис. 14. Модель с выпарками
полностью освободились от линий спая.
Для устранения мест запирания воздуха рассмотрен вопрос внедрения в конструкцию выпарок. Модернизированная литьевая модель с выпарками представлена на рис. 14.
На рис. 15 видно, что линии спая, расположенные в наиболее опасных местах, влияющих на прочность конструкции, сместились или уменьшились до приемлемых размеров. Полученное сочетание геометрических параметров литьевой формы позволяет достичь полноты заполнения формы при литье, минимизировать количество линий спая в конструкционных элементах и добиться в них наиболее предпочтительной ориентации армирующих волокон.
7. ВЫБОР ПАРАМЕТРОВ ПРОЦЕССА ЛИТЬЯ
При изготовлении кронштейна на сервоги-дравлической машине максимальное давление, которое может быть обеспечено, составляет 1 МПа. Проведен выбор наиболее предпочтительных температур с учетом ограничений на давления в форме и подводящих каналах. Для определения оптимальных параметров литья рассмотрено несколько технологических режимов (табл. 2). Для каждого из режимов проведен гидродинамический расчет литья. Объем запол-
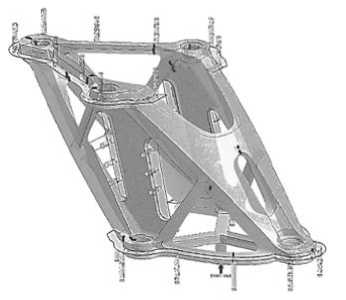
Рис. 15. Линии спая при установке выпарок няемой формы составляет 355 см3.
Получено, что предпочтительными являются значения температур, превышающие 50. На основе сравнительного анализа рассмотренных режимов литья в качестве рабочих выбраны режимы №1 и №4, давление в которых не превышает 0,1 МПа. Дополнительно исследован режим №6, описывающий реализованный на практике процесс изготовления кронштейна.
8. ВЫВОДЫ
Проведено исследование влияния формы, размеров, расположения литниковой системы
Таблица 2. Технологические режимы литья
|
№ режима литья |
Температура состава, °C |
Температура формы, °C |
Время заполнения формы, с |
Максимальное давление, МПа |
|
1 |
55 |
50 |
210 |
0,1 |
|
2 |
35 |
30 |
210 |
0,6 |
|
3 |
45 |
40 |
210 |
0,25 |
|
4 |
65 |
55 |
420 |
0,04 |
|
5 |
35 |
30 |
420 |
0,35 |
|
6 |
50 |
60 |
420 |
0,05 |
и параметров литья пространственных узлов из короткоармированных композитов на качество изготовления конструкций аэрокосмического назначения. Показано, что для построения структурированной расчётной сетки эффективно совместно использовать ANSYS Meshing и Rhinoceros. Определена минимальная длина литника, обеспечивающая равномерную подачу материала в форму. Оценено влияние расположения литниковой системы на полноту заполнения формы, расположение линий спая и ориентацию армирующих волокон. Проведенное математическое моделирование позволяет выбрать расположение и форму литников, минимизирующие количество линий спая в силовых элементах конструкции. Показано, что для вывода запирающего воздуха из конструкции при литье эффективно использовать выпарки в оснастке. Полученные результаты позволили изготовить оснастку, подобрать основные технологические параметры литья и построить многоуровневую модель напряженно-деформированного состояния кронштейна с учетом анизотропии.
Список литературы Оценка влияния параметров литниковой системы на качество изготовления кронштейна аэрокосмического назначения из короткоармированных композитов
- Ready for take-off: Doors on the A350 with a primary structural component made from Victrex polymer. URL: https://www.victrex.com/en/news/2015/09/airbus-bracket (дата обращения 01.10.2018).
- Dupret F., Couniot A., Mal O., Vanderschuren L., Verhoyen O. Modelling and Simulation of Injection Molding // Advances in the Flow and Rheology of Non-Newtonian Fluids, Elsevier, Rheology Series, 1999.
- Bryce D.M. Thermoplastic troubleshooting for injection molders, Society of Plastics Engineers, 1991, 136 p.
- Bichler M. Guide to flawless injection mouldings, Heidelberg: Huethig Verlag, 1999, 112 p.
- Hui K. Geometric aspects of the mouldability of parts, Computer-Aided Design, Volume 29(3), 1997.
- Барвинский И.А., Барвинская И.Е. Проблемы литья под давлением изделий из ПМ: неустойчивое заполнение формы, Полимерные материалы, № 8, 2009, С. 14-21.
- Барвинский И.А., Барвинская И.Е. Проблемы литья под давлением изделий из ПМ: спаи, Полимерные материалы, № 7, 2009, С. 25-33.
- Основные характеристики эпоксидного связующего ИНУМиТ Т26. URL: http://www.inumit.ru/img/file/tds_t_26.pdf (дата обращения 01.10.2018).
- Castro J.M., Macosko C.W. Kinetics and Rheology of Typical Polyurethane Reaction Injection Molding Systems, SPE Technical Paper, Volume 26, 1980, pp. 434-438.
- Jonathan Tamil, Siew Hoon Ore, Kian Yeow Gan, Yang Yong Bo, Geraldine Ng, Park Teck Wah Molding Flow Modeling and Experimental Study on Void Control for Flip Chip Package Panel Molding with Molded Underfill Technology, Molding Innovation, 2012, pp. 14-23.
