Оценка влияния режимов резания на шероховатость обработанной лопатки ГТД

Автор: Сайдуганов С.Р.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 7 (49), 2019 года.
Бесплатный доступ
Рассматривается вариант обработки по строке сложнопрофильных поверхностей лопаток ГТД абразивным шлифованием на станке 4СЭШ-360П4.
Обработка по строке, лопатка гтд, шлифование, станок 4сэш-360п4
Короткий адрес: https://sciup.org/140274830
IDR: 140274830 | УДК: 621.8
Evaluation of the influence of cutting modes on the roughness of a machined GTE blade
A processing option is considered on a line of complex-profile surfaces of GTE blades by abrasive grinding on a 4ESH-360P4 machine.
Текст научной статьи Оценка влияния режимов резания на шероховатость обработанной лопатки ГТД
В качестве выбранной стратегии обработки на станке 4СЭШ-360П4 рассматривалась обработка по спирали.
Технологические параметры обработки:
-
1. Скорость резания VK = 25,0 м/с.
-
2. Подача по спирали S = 80 мм/мин.
-
3. Глубина резания t=0,03 мм.
Условия обработки: смазочно-охлаждающее технологическое средство не использовалось; количество проходов i=1.
На рисунке 1 представлена схема формообразования узкой строкой с применением стратегии обработки по винтовой линии (спирали).
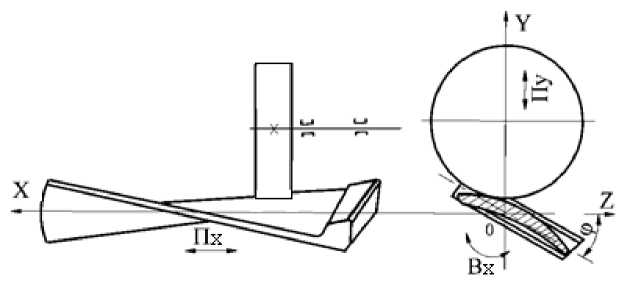
Рисунок 1 – Формообразование узкой строкой с вращательным движением огибания профиля
Таким образом, является целесообразным в станке 4 СЭШ-360П4 использование данной схемы формообразования, реализуемой 3-мя программируемыми координатами, обеспечивающими два линейных перемещения Пх и Пy и вращательное движение и Вх.
Задачей исследования является определение влияния режимов резания на шероховатость обрабатываемой поверхности.
На рисунке 2 изображена трехмерная модель с деревом построения.
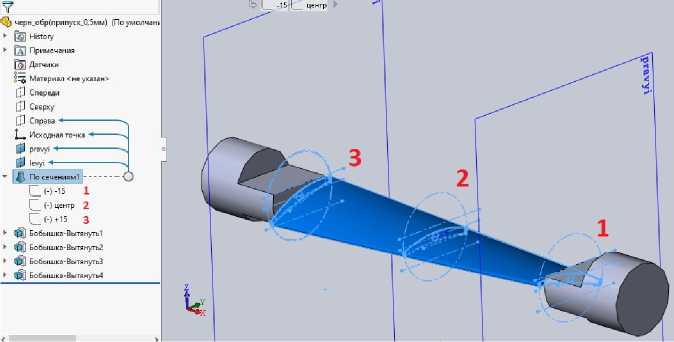
Рисунок 2 - Трехмерная модель
Исходные данные (с учетом припуска 0,5 мм): угол закрутки пера лопатки (30 град.); радиус входной (2,5/2 мм) и выходной (1,7/2 мм) кромки; максимальный радиус вписанной окружности (4/2 мм). На рисунке 3 представлены эскизы профилей сечений образца лопатки в трех сечениях с учетом угла закрутки, используемых при построении трёхмерной модели.
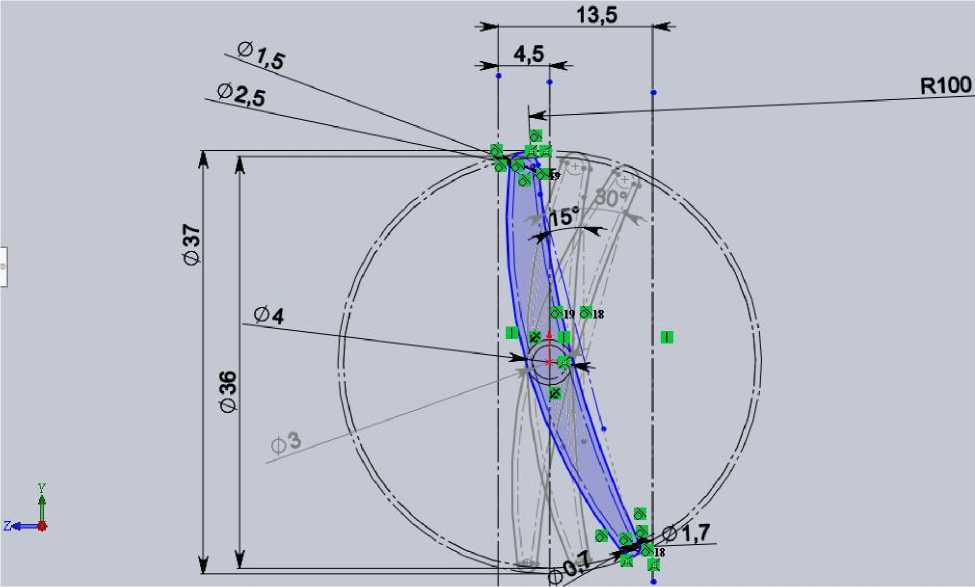
Рисунок 3 - Профиль сечения пера лопатки
Диаметр шлифовального круга - 195 мм; ширина круга - 20 мм; марка круга - белый электрокорунд (рисунок 4); марка обрабатываемого материала - ВТ9; посадочный диаметр - 32 мм.

Рисунок 4 – Шлифовальный круг
На рисунке 5 и 6 представлена обработанная часть плоскости заготовки.

Рисунок 5 – Обработанная плоская поверхность со стороны спинки

Рисунок 6 – Обработанная плоская поверхность со стороны корыта
Качество поверхности по параметру шероховатости Ra определялась компактным измерительным прибором MarSurfPS. Результаты измерений приведены в таблице 1 и на рисунке 7.
Таблица 1 – Величины шероховатости плоской поверхности заготовки.
Обработанная плоская поверхность со стороны спинки
|
№ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Ra, мкм |
0,851 |
0,795 |
0,883 |
0,993 |
0,867 |
0,839 |
0,838 |
0,920 |
0,828 |
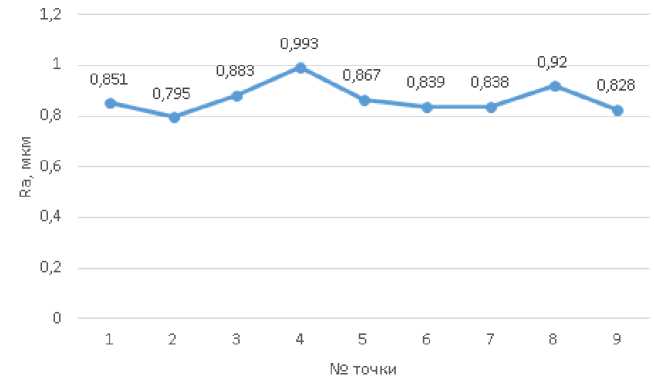
Рисунок 7 – График зависимости Ra = f(№)
Исследованиями установлено:
-
- средняя величина шероховатости поверхности Ra, составляет 0,868 мкм;
-
- обработка плоскости возможно с использованием 3-ех координат, а именно два линейных перемещения Пх и Пy и вращательное движение и Вх.
Список литературы Оценка влияния режимов резания на шероховатость обработанной лопатки ГТД
- Юрьев В. Л., Грибановский В. А., Старочкина С. В. Технология изготовления лопаток компрессора газотурбинных двигателей. М.: Машиностроение, 2011. 611с.
- Разработка технологии чистовой обработки и специализированного станка модели 4СЭШ-360П4 для алмазного электрохимического шлифования сложнопрофильных поверхностей деталей типа лопатки компрессора ГТД / В.Л. Юрьев, С.В. Старочкина, С.В. Перлов и др. // Наука - производству: Ежегодный научно-технический сборник. Вып. 8/ под общей ред. д-ра техн. наук, проф. В. Л. Юрьева. - Уфа: Издательство «Вагант», 2013. - 264с.
