Оценка влияния швов на растяжимость деталей при изготовлении конических юбок

Автор: Сокура Е.А.
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Методические основы совершенствования проектирования и производства технических систем
Статья в выпуске: 3 (29), 2014 года.
Бесплатный доступ
В статье рассмотрена проблема влияния вертикальных швов на растяжимость деталей конических юбок при изготовлении. Доказана нестабильность длины швов в зависимости от направления их выполнения. Предложены способы изучения растяжимости швов в деталях в направлениях, отличных от основного, а также показана необходимость корректировки деталей конических юбок со швами уже стадии их построения.
Направление шва, конические юбки, деформация растяжения, масса
Короткий адрес: https://sciup.org/148186179
IDR: 148186179
Assessment of the impact of seams on stretch skirts in the manufacture of conical parts
The article deals with the problem of influence of vertical seams on stretch tapered skirts in the manufacture of parts. Proven instability of the length of the stitches, depending on the direction of their execution. Suggested ways to explore the stretch stitches in details in directions other than the primary, and also shows the need to adjust the details of conical skirts with seaming is already under construction.
Текст научной статьи Оценка влияния швов на растяжимость деталей при изготовлении конических юбок
В процессе изготовления детали одежды испытывают влияние комплекса сторонних факторов, сопутствующих необходимым технологическим этапам, как раскрой, временное и/или постоянное соединение деталей, влажно-тепловая обработка и др. В данной статье рассматривается влияние швов на деформацию растяжения деталей женских конических юбок.
Внешний вид этих юбок напоминает усечённый конус, конструкция которого состоит из дуг, соответствующих линиям талии, бёдер и низа (рисунок 1). В качестве материала для исследования выбраны синтетические ткани (100% ПЭФ) полотняного переплетения с приблизительно одинаковой линейной плотностью по обеим системам нитей. Данные условия позволяют подробно изучить влияние характеристик шва на внешний вид данной драпировки.
Ранее, [1] были даны подробные характеристики коническим юбкам разных видов, материалам, которые используются для них, доказано неравномерное изменение длины конических юбок в процессах изготовления и эксплуатации, построенных по стандартным методикам, объяснены причины и предложены рекомендации по корректировке деталей конш ческих юбок на ещё на стадии их построения.
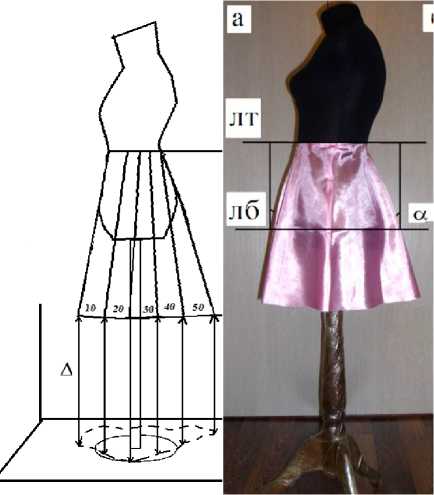
Рисунок 1 - Схема измерения деформации растяжения деталей конических юбок во времени ( Д-расстояние от линии низа юбки до пола)
Поскольку конические юбки относятся к свободно висящим драпировкам, выделим следующие параметры оценки драпировок:
-
- конструктивные - место закрепления -начало, конец; контур линии низа; количество складок; ширина драпируемой поверхности (по модели);
-
- обусловленные свойствами материала -толщина; переплетение; масса и др.;
-
- описательные параметры -направление (угол) кроя и др.;
-
- подвижность складок - их провисание под действием собственной силы тяжести;
-
- характер складок - жёсткие или мягкие;
-
- степень симметричности относительно центральной оси детали.
Наиболее важными из них являются место закрепления, толщина и характеристика массы, характер складок. Возникающие швы прямо или косвенно влияют на все параметры, что также должно приниматься во внимание при получении конических юбок. Юбка типа «солнце» не имеет швов, «полусолнце» - один шов (средний), «большой колокол», «средний колокол», «малый колокол», «клёш», «большой клёш» - два шва (боковые). Рассмотрим влияние швов на примере конических юбок, имеющих один или два вертикальных шва, типов «полусолнце», «колокол», «клёш».
При изготовлении конических юбок следует учитывать, что вертикальные швы в деталях располагаются «под углом», причем в вариантах «колокол» и «клёш» эти углы являются острыми, возникает так называемый «косой крой» деталей. При соединении подобных деталей растяжимость усугубляется. Рассмотрим возможные виды швов, используемые для соединения деталей конических юбок.
Существует два вида ниточного соединения материалов - ручные и машинные стежки и строчки, в каждом из которых есть множество подвидов. В проектируемых конических юбках используются стачные швы, а именно с разутюживанием и заутюживанием припусков, с обметыванием или без (рисунок 2).
Процесс изучения два этапа. Сначала было обметывания срезов
швов проводился в решено исследовать
небольшие образцы материалов размерами 10 см х 10 см в соответствиями с условиями выполнения: образцы выкраивались в продольном, поперечном и диагональном направлени- ях. Затем одинаковые образцы соединялись попарно машинным и ручным способами для образования швов. Далее замерялась масса образцов и ниток на электронных весах, оценивалась возможная деформация образцов в направлениях шва. Полученные данные представлены в виде сводной таблицы 2.
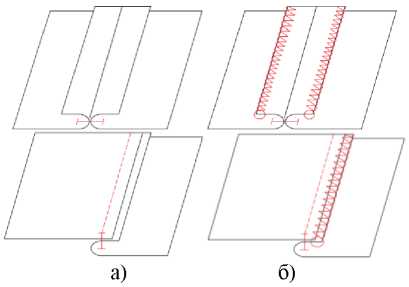
Рисунок 2 - Стачные соединительные швы: а) с разутюживанием срезов ; б) с заутюживанием срезов
Назначение этих швов - соединение деталей верха изделия, геометрические параметры (технические условия выполнения) приведены в таблице 1.
Таблица 1 - Геометрические характеристики стачных швов
|
Параметры/Виды швов |
Машинные |
Ручные |
|
Ширина шва. мм |
10 |
10 |
|
Длина стежка, мм |
3 |
7 |
|
Частота строчки на 10 мм |
3 |
1-1,5 |
Из данных таблицы 2 видно, что длина строчки, выполненной в диагональном направлении, больше, чем в продольном, совпадающим с нитями основы, и в поперечном. Данные таблицы подтверждают растяжение тканей в направлениях, отличных от ортогональных.
Длина ниток для ручных строчек короче, чем для машинных. Причем длина ниток машинной строчки для образца размером (10x10) см приблизительно на 1,5 см больше ручной строчки, как для продольного, так и для поперечного и диагонального направлений.
Длина шва изменяется по сравнению с исходными размерами образцов: по основе укорачивается, а по другим направлениям увеличивается. В ходе работы диагональные швы выполнялись двумя способами: одни получали, исключая возможное растяжение при стачивание, а другие наоборот, при соединении образцов принудительно растягивали. В первом случае длина шва увеличилась на 2мм, а во втором на 5 мм. Нетрудно таким образом подсчитать возможное удлинение швов настоящих конических юбок при изготовлении, принимая во внимание большую по сравнению с образцом протяженность, площадь, а соответственно массу деталей.
Таблица 2 - Характеристика образцов со швами
|
Виды швов |
Ручные |
Машинные |
||||
|
Направление кроя/Параметры |
Вдоль нити основы |
Вдоль нити утка |
Под углом 45° к нити основы |
Вдоль нити основы |
Вдоль нити утка |
Под углом 45° к нити основы |
|
Масса образца материала, г |
0,43 |
0,42 |
0,39 |
0,42 |
0,42 |
0,39 |
|
Масса ниток строчки, г |
0,04 / 5 = 0,008 |
0,04 / 5 = 0,008 |
0,05 / 5 = 0,01 |
0,04 / 5 = 0,008 |
0,04 / 5 = 0,008 |
0,05 / 5 = 0,01 |
|
Длина стачного шва. см |
10,0 |
10,0 |
10,1 |
9,8 |
10,05 |
10,2 |
|
Длина нитки строчки верхняя, см |
9,90 |
10,10 |
10,37 |
11,36 |
11,42 |
11,68 |
|
Длина нитки строчки нижняя, см |
- |
- |
- |
10,44 |
10,48 |
10,56 |
|
Масса образца материала со строчкой. г |
0,43 |
0,43 |
0,40 |
0,43 |
0,43 |
0,40 |
|
Масса образца со стачным швом с разутюживанием срезов, г |
0,83 |
0,83 |
0,79 |
0,83 |
0,83 |
0,79 |
|
Масса образца со стачным швом с заутюживанием срезов, г |
0,84 |
0,83 |
0,79 |
0,84 |
0,84 |
0,8 |
Более удовлетворительные данные дал образец с комбинированным стачным швом для диагонального направления, где сначала прокладывалась ручная строчка фиксированной длины (без растяжения образца), а затем выполнялась машинная строчка. После нитки ручной строчки удаляли и измеряли длину машинной строчки. В этом случае удлинение составило лишь 0,1 см на образце (10x10) см для направления под углом 45°.
Кроме вышеописанных испытаний было проведено выявление максимально возможной растяжимости шва машинной строчкой, для чего параметры строчки изменили: увеличили частоту стежка до 5 на 10 мм строчки. В результате получены результаты, которые позволяют судить о возможных деформациях деталей конических юбках в изделиях при изготовлении при неправильно подобранных условиях выполнения швов: деформация растяжения в диагональном направлении выросла до 10мм на 10см образце, в направлении нитей утка не изменилась, а в направлении основы наблюдается укорочение строчки до 9,6см. Уменьшение длины шва в направлении нити основы было отмечено и в предыдущем испытании. Таким образом, при выполнении разнонаправленных швов в изделиях следует учитывать возможно разную, отличную друг от друга деформацию, и подбирать подходящие условия их выполнения в разных направлениях.
По результатам проведенной работы предложена зависимость для расчета длины ниток в шве Lнш, см в различных направлениях выполнения:
L нш = L но . L / 10,
где : L но - длина ниток в образце, см; L - длина шва, см; 10 см - длина образца.
Например, для шва длиной 50 см с учетом полученных данных длины ниток ручного стачного шва:
L нш — 9, 9 . 50/ 10 = 49, 5 см. (2)
Помимо изучения растяжения вертикальных швов в конических юбках, было решено выявить возможное влияние массы ниток шва на растяжимость швов, для чего масса ни- ток в шве и без измерялась отдельно. Результа ты показали ничтожно малые величины, которые не оказывают большого влияния на увеличение массы детали в районе шва. При правильном подборе ниток (в соответствии с характеристиками тканей) влияние массы ниток можно не учитывать.
При необходимости можно рассчитать массу ниток в шве M н, г, по формуле:
Мн = m . L / 10, (3)
где : m - масса ниток образца со строчкой размерами 10 см х 10 см, г; L - длина шва, см. Пример расчета массы ниток стачного шва:
д/н = о,О1 .50/ 10 -0,05 г. (4)
Формулу (3) можно использовать, например, при изучении драпировки юбки при расчете увеличения массы всего изделия при обработке низа машинными строчками.
Можно таким образом сделать вывод, что на величины деформации деталей юбки при изготовлении значительное влияние оказывает скорее не масса ниток, а жесткость швов, которая возникает при уплотнении ткани в строчке. Особенно это актуально при обработке низа изделия.
На последнем этапе был подготовлен образец конической юбки «клёш» длиной 40 см (в натуральную величину) из такой же ткани. Боковые швы под углом в 20° выполнялись машинным способом с частотой стежка 3 на 10мм строчки. По аналогии с предыдущими испытаниями оценивалось изменение длины бокового шва и измерялась длина ниток шва. Длина бокового шва увеличилась на 2 см по сравнению с исходным размером, что позволяет предположить в направлении шва под углом 45° ещё большую деформацию.
Таким образом, основными результатами работы следует отметить следующее:
-
- при выполнении вертикальных швов в конических юбках возникает деформация растяжения, причем самая большая в диагональных направлениях. Снизить растяжимость можно, зафиксировав ручной строчкой прорабатываемый шов. При этом сначала следует измерить длину шва необходимую, по лекалам, затем подготовить нитку для ручной строчки нужной длины, выполнить ручную строчку, «посаживая» деталь по шву. Видимую посадку можно устранить утюжкой. Далее, близко к ручной прокладывают машинную строчку.
Ручную строчку удаляют. Шов подвергают влажно-
-
- обнаружено гораздо большее удлинение боковых швов в конической юбке в натуральную величину, чем в образцах в пересчете на длину юбки. Скорее всего, значительное влияние здесь оказала другая геометрия детали -усеченный конус, где количество перерезанных, более свободных, нитей больше, чем закрепленных;
-
- показана необходимость определения длин швов в конических юбках разных видов и поиска путей предварительного их расчета с учетом поправочных коэффициентов, исходя из исследования малых по размерам образцов материалов;
-
- в статье также изучались стачные швы с обработанными от осыпания срезами с разутюживаем и заутюживанием припусков. Второй вариант предпочтительнее, поскольку обработка срезов выполняется после стачного шва и не может повлиять на его растяжение;
-
- выявлена необходимость корректировки методик построения конических юбок разных видов по линии талии, низу и по линиям вертикальных швов.
-
- при выполнении швов в конических юбках следует внимательно подходить к выбору ниток, а также параметров ниточных соединений. Шов должен остаться достаточно эластичным и прочным.
