Оценка влияния ультразвуковой обработки моторного масла на износ пар трения при длительных износных испытаниях

Автор: Симдянкин Аркадий Анатольевич, Давыдкин Александр Михайлович, Слюсарев Михаил Николаевич, Земсков Александр Михайлович
Журнал: Инженерные технологии и системы @vestnik-mrsu
Рубрика: Технологии и средства технического обслуживания в сельском хозяйстве
Статья в выпуске: 4, 2018 года.
Бесплатный доступ
Введение. В настоящее время отсутствует комплексная информация о влиянии параметров ультразвука на свойства обрабатываемых смазочных масел и износные характеристики пар трения. Статья посвящена исследованию изменений физических характеристик масла при его обработке ультразвуком и оценке их влияния на износ пары трения «ролик - колодка» при длительных испытаниях. Актуальность исследования состоит в том, что простым способом воздействия на смазочное масло ультразвуковыми колебаниями с оптимальной частотой и мощностью может быть достигнуто уменьшение износа сопряжений механизмов и машин. Материалы и методы. Для оценки изменения коэффициента поверхностного натяжения моторного масла при обработке ультразвуком были использованы генератор с переменными параметрами сигнала, весы рычажные, бюретка, термометр спиртовой. Длительные триботехнические испытания проведены на машине трения 2070 СМТ-1М по схеме «ролик - колодка». Масса данных образцов после длительных испытаний определялась взвешиванием на аналитических весах фирмы Sartorius с точностью измерения 0,00001 г. Использовался также профилограф-профилометр фирмы Taylor Hobson. Результаты исследования. Определены оптимальная частота и мощность ультра-звука при обработке смазочного масла. Уменьшение коэффициента поверхностного натяжения масла составило более 5 %. При длительных износных испытаниях было зафиксировано снижение показателя фактора износа на 28 %. Обсуждение и заключение. Эффект повышения износостойкости пар трения при воздействии на масло ультразвуком связан со снижением коэффициента его поверхностного натяжения, что позволяет маслу с наименьшими усилиями распределяться по поверхностям, образуя пленку достаточной толщины, повышающую несущую способность трущихся поверхностей. Практическая значимость работы обусловлена простотой реализации устройства для ультразвуковой обработки смазочных масел непосредственно в системе смазки оборудования. Перспективы предлагаемого решения состоят в повышении долговечности оборудования и машин при использовании рекомендуемых смазочных масел с оптимизацией параметров и режимов устройства согласно конкретным требованиям, условиям и стандартам.
Износ, коэффициент поверхностного натяжения, моторное масло, триботехническое испытание, ультразвук
Короткий адрес: https://sciup.org/147220600
IDR: 147220600 | УДК: 620.1.05:621.892 | DOI: 10.15507/0236-2910.028.201804.583-602
Evaluation of the influence of motor oil ultrasonic processing on the wear of friction pairs during long-term wearing tests
Introduction. The influence of ultrasound parameters on the properties of processed lubricating oils and wear characteristics of friction pairs is a relevant problem in agricultural engineering. The paper presents a simple method for influencing on the lubricating oil by ultrasonic vibrations of the optimum frequency and power that results in reducing the wear of the interfaces of mechanisms and machines. The authors study the change in the physical characteristics of the oil during its ultrasound treatment and the assessment of their effect on the wear of a friction pair during long-term tests. Materials and Methods. We used a generator with variable signal parameters, a lever scale, a burette and an alcohol thermometer to assess the change in coefficient of surface tension of engine oil during sonication. Long-term tribotechnical tests were carried out on 2070 CMT-1M friction machine according to the “roller - pad” scheme. The mass of these samples after long-term tests was weighed by Sartorius company analytical scales with a measurement accuracy of 0.00001 g. A profilograph-profilometer of Taylor Hobson Company was also used. Results. As a result of the research, the optimum frequency and power of ultrasound were revealed for lubricating oil processing. The decrease in the surface tension coefficient of oil was more than 5 %. With prolonged wear tests, the wear factor was reduced by 28 %. Conclusions. The effect of increasing the wear resistance of friction pairs when exposed to ultrasound oil is associated with a decrease in its surface tension coefficient, which allows the oil to be distributed with minimal effort over the surfaces with forming a film of sufficient thickness, which increases the bearing capacity of rubbing surfaces.
Текст научной статьи Оценка влияния ультразвуковой обработки моторного масла на износ пар трения при длительных износных испытаниях
Даже в простейших механизмах и машинах на всем протяжении их существования использовались пары трения, от состояния которых зависели основные эксплуатационные характеристики этих механизмов и машин. Пары трения современных двигателей работают, как правило, в условиях высоких температур, граничной смазки, вибраций и пр., что и определяет их недостаточно высокий ресурс. Работы по повышению износостойкости деталей и узлов различных механизмов проводятся в основном в направлениях совершенствования материалов, из которых они изготавливаются; формирования поверхностей трения, соответствующих конкретным условиям работы трибосопряжения; улучшения характеристик смазочных масел, в которых работают пары трения, и др.
Однако существуют и дополнительные резервы повышения износостойкости пар трения: это использование негомогенных поверхностей пар трения и воздействие на смазочные материалы ультразвуковым излучением. Следует отметить, что до сих пор работы, выполненные в этом направлении, представляют собой лишь разрозненные данные.
Проблема состоит в том, что каждая смазочная композиция разрабатывается, как правило, для конкретной пары трения либо типовых пар трения и позволяет создать некоторые общие условия трения для различных пар, не предполагая их «улучшение». До настоящего момента практически отсутствуют работы, которые описывали бы изменение некоторых физико-механических характеристик масел, например, таких основополагающих для процесса изнашивания, как коэффи- циент поверхностного натяжения при воздействии на них ультразвуком различной частоты и мощности.
Поэтому была сформулирована следующая цель исследования: оценить результаты воздействия ультразвука различной частоты и мощности на коэффициент поверхностного натяжения смазочного масла и определить его влияние на фактор износа.
Выполненное авторами исследование изменений физико-механических характеристик моторного масла вследствие его обработки ультразвуком и оценка их влияния на износ пары трения «ролик ‒ колодка» при длительных испытаниях представляет интерес для специалистов, занимающихся разработкой, сервисным обслуживанием и эксплуатацией двигателей, компрессоров и другой техники, в которой имеются пары трения.
Обзор литературы
Большой интерес для специалистов в области триботехники представляют вопросы исследования поверхностей трения теоретическими и экспериментальными методами; применения антифрикционных материалов, в частности, теоретические обоснования методик расчета адгезионных и триботехнических характеристик трения металлов и рекомендации по их применению для выбора оптимальных пар трения [1]; ретроспективный обзор результатов исследований свойств антифрикционных материалов и рекомендации по их применению в машиностроении [2].
С точки зрения повышения эффективности работы пар трения интересными для специалистов являются исследование влияния типа консистентной смазки на коэффициент трения и степень изнашивания контактной пары, а также выбор оптимальной смазки [3] и анализ структур антифрикционных покрытий с добавками твердых смазок, полученных различными методами напыления [4].
Надежность работы и износостойкость узлов машин и механизмов определяются проведением мероприятий, выбранных с учетом условий их эксплуатации. Исследованию факторов, влияющих на надежность работы спец-техники в условиях Арктики, и разработке мероприятий по ее повышению посвящена работа И. Н. Кравченко и соавт. [5]. Практический интерес представляют исследования влияния условий смазки на толщину масляного слоя в шатунных подшипниках дизельного двигателя [6] и влияния режимов долива моторного масла в систему смазки на эффективность эксплуатации судовых дизелей1.
Классическое направление в повышении эффективности работы пар трения связано с изменением их конструкции, при этом конструктивные и материаловедческие методы снижения вибрации и шума в трансмиссиях и тормозах машин приведены в работе В. П. Сергиенко и С. Н. Бухарова [7]. Также представляют интерес патенты по созданию триботехнической композиции для металлических узлов трения [8] и способу формирования безыз-носных пар трения [9]. Следует отметить, что изменение конструкции узлов трения может существенно повысить стоимость их изготовления.
Широко известны методы повышения износостойкости, основанные на внесении в смазочные масла таких присадок, как, например, пакет присадок, содержащий полиалкенилсукцинимид, фенат кальция, диалкилдитиофосфат цинка [10]; металлоплакирующая многофункциональная композиция [11]; маслорастворимая композиция, содержащая соль металла органической кис-
Том 28, № 4. 2018
лоты, ароматический амин и полимер сукцинимида [12]; композиции смазочных масел, содержащие титан [13]. Однако эффективность действия присадок заканчивается спустя сравнительно небольшой период времени.
Работы С. В. Баринова, Б. П. Заго-родских и А. А. Симдянкина [14–15] посвящены попыткам создания ювенильной поверхности на протяжении всего периода работы пары трения. Однако в связи с кризисом в машиностроительной области в целом такие технологии не отработаны в производстве в полной мере.
В некоторых работах приводятся результаты исследований влияния ультразвука на моторное масло в ходе триботехнических испытаний [16], вибро-акустических испытаний образцов трибосопряжения на износостойкость [17] и изучения влияния ультразвуковых колебаний на эффективность технологических смазок [18]. Однако в указанных работах не приводятся данные по оценке изменения основных физико-механических характеристик моторного масла.
Кроме того, практически все исследователи сосредотачиваются на последствиях применения тех или иных методов воздействия на пару трения, не описывая причину происходящих изменений.
В данной статье предложен сравнительно простой и недорогой способ воздействия на смазочное масло, позволяющий существенно повысить износные характеристики пар трения; кроме того, выявлены причины возникновения эффекта.
Материалы и методы
Для определения коэффициента поверхностного натяжения и температуры моторного масла «ZIC X7 Diesel» 10W-40 применялись бюретка с краном (диаметр капилляра 1,1 мм); штатив для бюретки; стакан мерный; весы ВР-100; термометр спиртовой; генератор с регулировкой частоты (в диапазоне 4,5– 17 кГц) и мощности (0–25 Вт), выход которого соединен с высокочастотным динамиком Т251.4 и осциллографом С1-94 (рис. 1). Все эксперименты проводились с трехкратной повторностью. Температура во время проведения эксперимента составляла 25 °С.
Последовательность проведения эксперимента по измерению температуры масла:
-
1) в емкость с установленным в ней динамиком наливалось моторное масло (5 мм над излучателем);
-
2) термометром замерялась температура масла;
-
3) на генераторе устанавливались максимальная мощность (25 Вт) и частота излучения (17 кГц);
-
4) проводились замеры температуры масла в диапазоне времени 30–240 с.
Определение коэффициента поверхностного натяжения моторного масла производилось сталагмометрическим методом (методом счета капель) до и после обработки масла в следующей последовательности:
-
1) определялся коэффициент поверхностного натяжения моторного масла до обработки;
-
2) в емкость с установленным в ней динамиком наливалось моторное масло (5 мм над излучателем);
-
3) включался генератор на мощности 10 Вт и частотах излучения 10, 12, 15 и 17 кГц, при этом на каждой частоте обрабатывалась новая партия масла;
-
4) забор масла из емкости осуществлялся шприцем непосредственно над излучателем (динамиком);
-
5) определялся коэффициент поверхностного натяжения моторного масла после его обработки на мощности генератора 10 Вт и частотах излучения 10, 12, 15 и 17 кГц;
-
6) пункты 2-5 повторялись для мощности генератора 25 Вт.
Проведение триботехнических испытаний осуществлялось на модернизированной машине для испытания материалов на трение и износ 2070 СМТ-1М по схеме «ролик ‒ колодка».
Технические характеристики машины СМТ-1М:
-
1) частота вращения вала нижнего образца – 75–1500 мин–1;

Р и с. 1. Установка для ультразвуковой обработки моторного масла в сборе: 1 - генератор;
2 – осциллограф; 3 – емкость с установленным в ней динамиком (излучателем)
F i g. 1. The installation for ultrasonic processing of engine oil: 1 - generator;
2 – oscilloscope; 3 – capacity with installed speaker (emitter)
Technologies and means of maintenance in agriculture 587
и.
-
2) погрешность измерения частоты вращения вала нижнего образца – 3 %;
-
3) пределы измерения момента трения пары – 1–20 Н∙м;
-
4) погрешность измерителя момента трения (в режиме статистического нагружения) – 1 %;
-
5) пределы измерения усилий на образцы – 0,2–5 кН;
-
6) погрешность измерителя усилия – 1 %;
-
7) пределы измерения температуры вблизи зоны контакта образцов – 20–155 °С;
-
8) погрешность измерения температуры – 1,5 %.
Модернизация машины СМТ-1, проведенная в Институте механики и энергетики ФГБОУ ВО «МГУ им. Н. П. Огарёва», заключается в установке электронного блока оперативного сбора и аналого-цифрового преобразования данных от датчиков измерения частоты вращения вала нижнего образца, усилия, момента трения и температуры. Данный блок является коммутатором для подключения СМТ-1 к персональному ком-
Том 28, № 4. 2018
пьютеру (ПК). Установленное на ПК программное обеспечение позволило оперативно анализировать информацию в режиме реального времени.
Триботехнические испытания проводились в соответствии с требованиями ГОСТ 23.224-86 2 (экспресс-испыта-ния по методу группы «А»). Сущность экспресс-испытаний - определение соотношения интенсивностей изнашивания исследуемых поверхностей, испытываемого при заранее определенных условиях (оптимальной нагрузке). Испытания проводились в три этапа:
-
1) предварительная притирка пар трения при минимальной нагрузке;
-
2) приработочные испытания;
-
3) длительные испытания для определения износа образцов.
Материал образцов пар трения (ролик ‒ колодка):
-
1) ролик – сталь инструментальная легированная штамповая Х12Ф1 ГОСТ 5950-20003;
-
2) колодка – чугун серый СЧ-21 ГОСТ 1412-854.
Вид изготовленных образцов представлен на рис. 2.


b)
а)
Р и с. 2. Образцы для триботехнических испытаний: ролики (а) и колодки (b)
F i g. 2. Samples for tribotechnical tests: rollers (a) and pads (b)
В качестве смазочного материала при испытаниях использовалось синтетическое моторное масло «ZIC X7 Diesel» 10W-40. Был установлен режим разовой подачи смазки в картер испытательной камеры для обеспечения граничной смазки.
Общий вид испытательной камеры (в открытом состоянии), блока управления ультразвуковыми колебаниями и излучателя ультразвука приведен на рис. 3. Высокочастотный излучатель типа Т251.4 расположен непосредственно в испытательной камере машины трения и погружен в масло.
Притирка пар трения была проведена при частоте вращения ролика 300 мин–1, нагрузка на колодку – 0,1 МПа, длительность испытаний – не менее 0,5 ч.
Длительные износные испытания проводились в соответствии с документом РД 10.1003-2009. Износные испытания пар трения были проведены при заданной частоте вращения ролика (n = 380 мин–1) и оптимальной нагрузке Роп, полученной по результатам прира- боточных испытаний. Продолжительность износных испытаний – 8 ч.
Длительные испытания пар трения проводились:
-
1) с маслом, не обработанным ультразвуком;
-
2) при обработке масла ультразвуком частотой 17 кГц и мощностью 25 Вт.
После длительных испытаний подвижные и неподвижные образцы промывались в ультразвуковой ванне и взвешивались после сушки на аналитических весах фирмы «Sartorius» с точностью измерения 0,00001 г. Данные о массах образцов до и после испытаний заносились в протокол испытаний.
Интенсивность изнашивания подвижных и неподвижных образцов пар трения определялась по формуле:
W N ⋅ l ,
где W - линейный износ образца, м; l - линейный размер поверхности трения сопряженного образца в направлении скольжения, м; N - число циклов,

Р и с. 3. Установка излучателя в испытательной камере: 1 – испытательная камера; 2 – излучатель
F i g. 3. The installation of radiator in test chamber: 1 - test chamber; 2 - emitter
за каждый из которых поверхности трения проходят путь l .
Линейный износ образца Wопреде- ляется по формуле:
W =
∆ G
γ ⋅ F c ,
где ΔG – изменение массы образца при испытании, кг; у - плотность материала, кг/м3; Fc - контурная площадь контакта образцов, м2.
Интенсивность изнашивания пары в целом определялась как сумма интенсивностей изнашивания элементов пары (ролика и колодки).
Сравнительная оценка интенсивности изнашивания проводилась по показателю фактора износа:

где 1 ^ - сумма интенсивностей изнашивания элементов пары; Р оп - оптимальная нагрузка, МПа.
Результаты исследования
Результаты измерения температуры масла «ZIC X7 Diesel» 10W-40, обработанного ультразвуком частотой 17 кГц при максимальной мощности генератора (25 Вт) в течении 30-240 с, приведены в табл. 1.
Анализ результатов показал, что при проведении экспериментов по оценке коэффициента поверхностного натяжения σ не следует превышать время обработки масла в 90–100 с, поскольку дальнейшее воздействие способствует повышению температуры масла, что приведет к снижению коэффициента поверхностного натяжения.
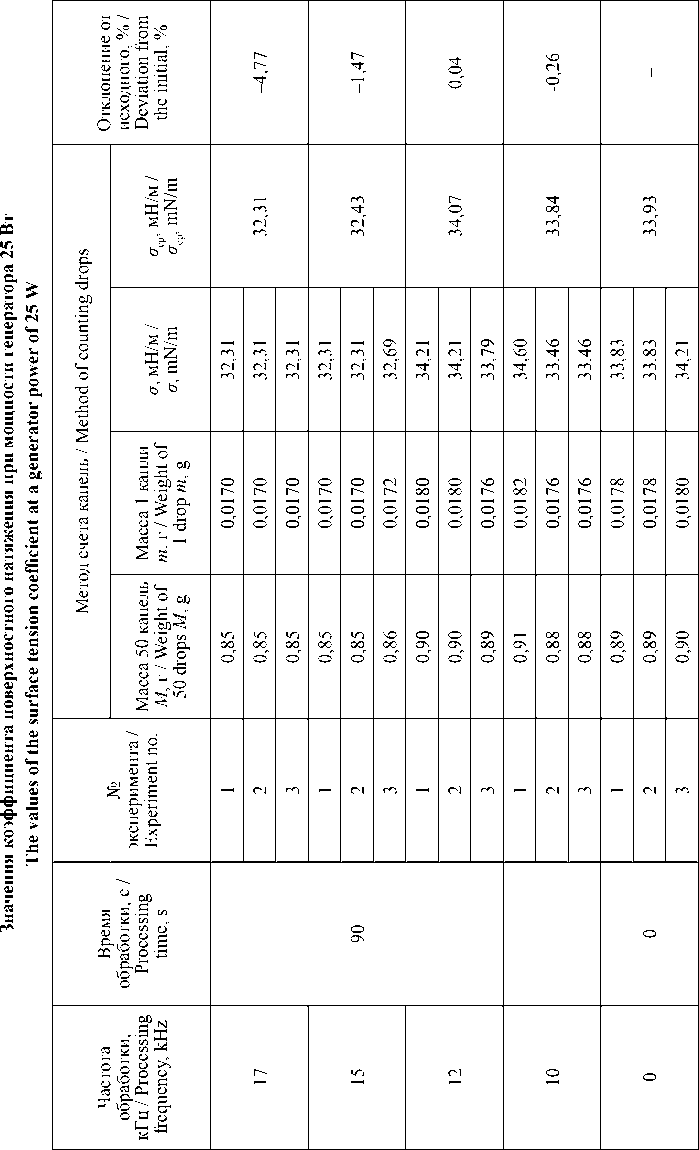
Результаты обработки синтетического масла «ZIC X7 Diesel» 10W-40 ультразвуком различной частоты при мощности генератора 10 Вт приведены в табл. 2, а при мощности 25 Вт – в табл. 3.
Анализ средних значений σср при мощности генератора 10 Вт на раз- личных частотах воздействующего на масло ультразвукового излучения показал, что разброс значений вне зависимости от частоты ультразвука не превышает 0,1 мН/м. Это позволяет сделать вывод, что при обработке синтетического масла «ZIC X7 Diesel» 10W-40 ультразвуком при мощности излучателя 10 Вт коэффициент поверхностного натяжения масла практически не изменяется.
Анализ средних значений σ ср при мощности генератора 25 Вт на различных частотах воздействующего на масло ультразвукового излучения показал, что с ростом частоты до максимально возможной наблюдается существенное падение коэффициента поверхностного натяжения, что может оказать значительное влияние на процесс трения сопряженных деталей.
Длительные износные испытания как без обработки моторного масла, так и с его обработкой ультразвуком на частоте 17 кГц и мощности 25 Вт (в режимах максимального падения коэффициента поверхностного натяжения) проводились в течение 8 ч. Число циклов при испытаниях без обработки смазки - 144 487, число циклов при испытаниях с обработкой смазки ультразвуком – 144 493.
Результаты взвешивания образцов пар трения до и после длительных испытаний приведены в табл. 4.
Анализ данных таблицы позволяет сделать вывод о высокой эффективности обработки моторного масла ультразвуком частотой 17 кГц при мощности генератора 25 Вт: средняя масса образцов, изнашиваемых в необработанном масле, относительно средней массы образцов, подвергавшихся изнашиванию в обработанном ультразвуком масле, меньше на 10,14 % для роликов и на 18,94 % – для колодок.
Показатели износостойкости, оцененные по результатам длительных износных испытаний образцов, приведены в табл. 5.
Т а б л и ц а 1
T a b l e 1
Результаты измерения температуры масла Oil temperature measurement results
|
Время обработки, с / Processing time, s |
Температура масла до обработки, ° С / Oil temperature before processing, ° С |
Температура масла после обработки, ° С / Oil temperature after processing, ° С |
|
30 |
25 |
25 |
|
60 |
25 |
|
|
90 |
25 |
|
|
120 |
26 |
|
|
180 |
27 |
|
|
240 |
29 |
Т а б л и ц а 2
T a b l e 2
Значения коэффициента поверхностного натяжения при мощности генератора 10 Вт The values of the surface tension coefficient at a generator power of 10 W
|
Частота обработки, кГц / Processing frequency, kHz |
Время обработки, с / Processing time, s |
№ эксперимента / Experiment no. |
Метод счета капель / Method of counting drops |
Отклонение от исходного, % / Deviation from the initial, % |
|||
|
Масса 50 капель М , г / Weight of 50 drops M , g |
Масса 1 капли m , г / Weight of 1 drop m , g |
σ , мН/м / σ , mN/m |
σ ср, мН/м / σ ср, mN/m |
||||
|
17 |
90 |
1 |
0,89 |
0,0178 |
33,83 |
33,84 |
‒0,26 |
|
2 |
0,88 |
0,0176 |
33,46 |
||||
|
3 |
0,90 |
0,0180 |
34,21 |
||||
|
15 |
1 |
0,88 |
0,0176 |
33,46 |
33,96 |
0,09 |
|
|
2 |
0,90 |
0,0180 |
34,21 |
||||
|
3 |
0,90 |
0,0180 |
34,21 |
||||
|
12 |
1 |
0,89 |
0,0178 |
33,83 |
33,83 |
‒0,29 |
|
|
2 |
0,89 |
0,0178 |
33,83 |
||||
|
3 |
0,89 |
0,0178 |
33,83 |
||||
|
10 |
1 |
0,91 |
0,0182 |
34,60 |
33,96 |
0,09 |
|
|
2 |
0,90 |
0,0180 |
34,21 |
||||
|
3 |
0,87 |
0,0174 |
33,07 |
||||
|
0 |
0 |
1 |
0,89 |
0,0178 |
33,83 |
33,93 |
‒ |
|
2 |
0,89 |
0,0178 |
33,83 |
||||
|
3 |
0,90 |
0,0180 |
34,21 |
||||
Т а б л и ц а 3
T a b l e 3
Т а б л и ц а 4
T a b l e 4
Результаты взвешивания колодок и роликов до и после испытаний Results of weighing pads and rollers before and after testing
|
Частота обработки, кГц / Processing frequency, kHz |
Образец / Sample |
Масса образцов до испытаний, г / Weight of samples before testing, g |
Масса образцов после испытаний, г / Weight of samples after testing, g |
Отклонение относительно исходной массы, 10–3 г / Deviation from the reference mass, 10–3 g |
Отклонение относительно необработанного масла, % / Deviation relative to untreated oil,% |
||
|
Каждого из трех / Each of the three |
Средняя / Mean |
Каждого из трех / Each of the three |
Средняя / Mean |
||||
|
– |
Ролик / Roller |
79,00608 79,00607 79,00603 |
79,00606 |
79,00450 79,00465 79,00460 |
79,00458 |
1,48 |
– |
|
Колодка / Рad |
10,52148 10,52145 10,52148 |
10,52147 |
10,52014 10,52020 10,52012 |
10,52015 |
1,32 |
– |
|
|
17 |
Ролик / Roller |
80,06558 80,06555 80,06551 |
80,06555 |
80,06418 80,06422 80,06426 |
80,06422 |
1,33 |
–10,14 |
|
Колодка / Рad |
10,62956 10,62958 10,62954 |
10,62956 |
10,62853 10,62848 10,62846 |
10,62849 |
1,07 |
–18,94 |
|
Т а б л и ц а 5
T a b l e 5
Оценка показателей износостойкости
Evaluation of wear resistance
|
Образец / Sample |
Износ, г / Depreciation, g |
Нагрузка Р оп , МПа / Load Р оп , MPa |
Частота ультразвуковой обработки, кГц / Frequency of ultrasonic processing, kHz |
Показатели износостойкости / Wear resistance indexes |
|||
|
I П |
I Н |
I Σ |
Ф |
||||
|
Ролик / Roller |
0,00148 |
5,3 |
– |
1,232∙10–11 |
0,53∙10–9 |
0,542∙10–9 |
1,023∙10–10 |
|
Колодка / Рad |
0,00132 |
||||||
|
Ролик / Roller |
0,00133 |
6,0 |
17,0 |
1,107∙10–11 |
0,43∙10–9 |
0,441∙10–9 |
0,735∙10–10 |
|
Колодка / Рad |
0,00107 |
||||||
^
Сравнительный анализ показателей износостойкости, полученных в результате длительных износных испытаний образцов, позволяет сделать вывод, что фактор износа при обработке смазки ультразвуком с частотой 17 кГц уменьшился на 28 %.
Том 28, № 4. 2018
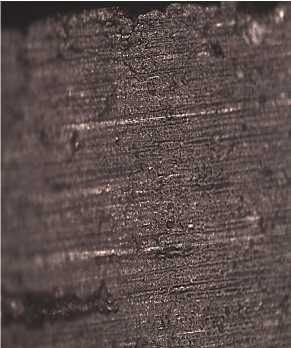
Фотографии поверхностей пар трения после длительных износных испытаний представлены на рис. 4‒5. Анализ состояния поверхностей показывает отсутствие следов «задиров» и на колодке, и на ролике при обработке моторного масла ультразвуком, что сви-


а)
b)
Р и с. 4. Ролик после испытаний: а) без обработки масла ультразвуком;
-
b) с обработкой масла ультразвуком частотой 17 кГц
F i g. 4. The roller after the test: a) without oil processing by ultrasound; b) with oil processing by ultrasound at frequency of 17 kHz.

а)
b)
Р и с. 5. Колодка после испытаний: а) без обработки масла ультразвуком;
-
b) с обработкой масла ультразвуком частотой 17 кГц
F i g. 5. The pad after the test: a) without oil processing by ultrasound; b) with oil processing by ultrasound at frequency of 17 kHz детельствует о протекании процесса изнашивания при постоянном присутствии слоя смазки между ними.
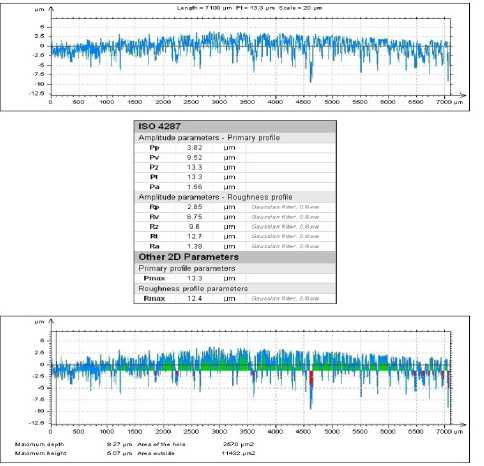
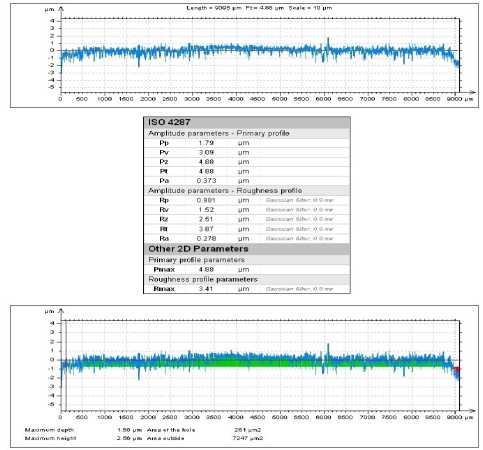
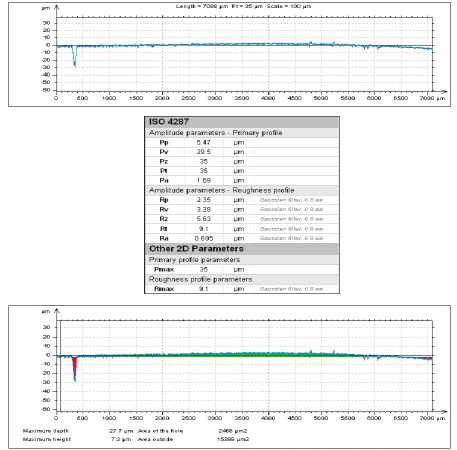
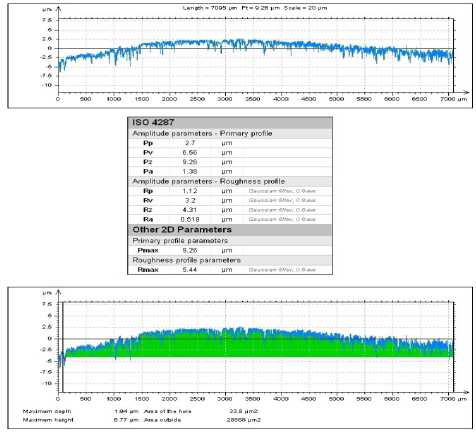
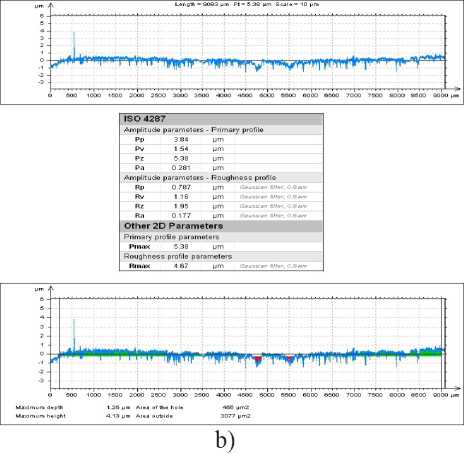
Рабочие поверхности образцов до и после длительных триботехнических испытаний подвергались профилогра-фированию с целью исследования из-
менения параметров шероховатости и определения площади износа в процессе испытаний. На рис. 6-7 представлены профилограммы рабочих поверхностей подготовленных образцов для длительных триботехнических испытаний.
a)
b)
Р и с. 6. Профилограммы рабочих поверхностей: колодки (а) и ролика (b), подготовленных к испытаниям на износостойкость без обработки масла
F i g. 6. Profilogram of working surfaces: pad (a) and roller (b) prepared for testing for wear resistance without oil processing
Technologies and means of maintenance in agriculture 595
a)
b)
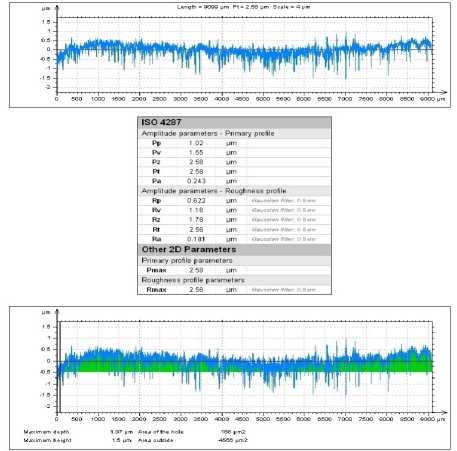
Р и с. 7. Профилограммы рабочих поверхностей: колодки (а) и ролика (b), подготовленных к испытаниям на износостойкость с обработкой масла ультразвуком
F i g. 7. Profilograms of working surfaces: pad (a) and roller (b) prepared for wear resistance tests with ultrasonic oil treatment
Анализ профилограмм на рис. 6–7 показал, что нерегулярная шероховатость рабочих поверхностей образцов соответствует установленным требованиям и составляет Ra = 1,38 для колодки и Ra = 0,28 для ролика, подготовленных
к длительным износным испытаниям без обработки масла ультразвуком (рис. 6), для подготовленных к испытаниям с обработкой масла ультразвуком - R a = 0,61 и R a = 0,181 (рис. 7) соответственно.
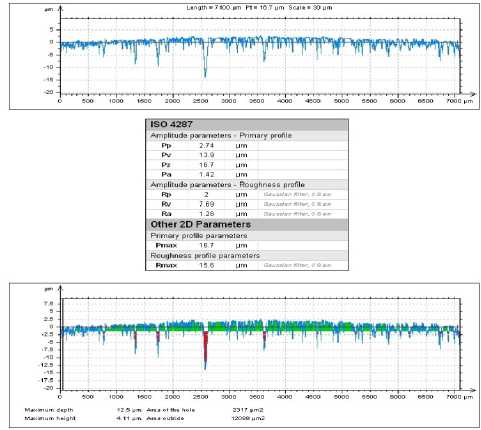
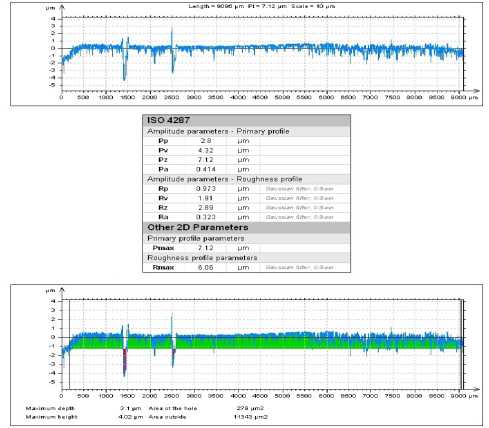
На рис. 8-9 представлены профилограммы рабочих поверхностей образцов после испытаний на изностойкость без обработки и при обработке масла на частоте 17 кГц.
Сравнивая профилограммы до и после длительных износных испытаний, можно сделать вывод о том, что наблюдается снижение значения параметра
шероховатости R для колодок без обработки и с обработкой ультразвуком на 8,7 % и 14,4 % соответственно. Для роликов, испытанных в масле без обработки ультразвуком, прослеживается возрастание данного параметра на 15,4 % и снижение на 2,2 % – для роликов при испытаниях в масле, обрабатываемом ультразвуком.
a)
b)
Р и с. 8. Профилограммы рабочих поверхностей: колодки (а) и ролика (b) после испытаний без обработки масла ультразвуком
F i g. 8. Profilograms of working surfaces: pad (a) and roller (b) after tests without oil processing by ultrasound
a)
Р и с. 9. Профилограммы рабочих поверхностей: колодки (а) и ролика (б) после испытаний на износостойкость с обработкой масла ультразвуком
F i g. 9. Profilograms of working surfaces: pad (a) and roller (b) after tests for wear resistance with oil processing by ultrasound
Параметр Rmax повышается для всех пар трения, испытанных на износостойкость без обработки ультразвуком: для колодки повышение составляет 1,26, для ролика – 1,45 раза. Для пар трения, испытанных на износостойкость с обработкой масла ультразвуком, Rmax для колодки снижается в 1,67 раза, для ролика – повышается в 2,1 раза.
Изменения параметров шероховатости при триботехнических испытаниях связаны со сложными процессами износа, а также влиянием физико-механических свойств испытываемых материалов и внешними воздействиями. При испытаниях материалов, имеющих разную микротвердость, происходит внедрение микронеровностей более твердого материала в мягкий, что и приводит к изменению параметров шероховатости пар трения.
Данный процесс формирует на рабочих поверхностях испытанных образцов равновесную шероховатость при воздействии образцов друг на друга.
Существенную роль в процессе формирования шероховатости поверхности играет роль нагрузка Р оп которая на необработанном масле имеет величину 5,3 МПа, а обработанном – 6 МПа.
Обсуждение и заключение
Эффект повышения износостойкости пар трения при воздействии на масло ультразвуковыми колебаниями связан со снижением коэффициента его поверхностного натяжения, который позволяет маслу с наименьшими усилиями распределяться по поверхностям пар трения, образуя, тем не менее, пленку достаточной толщины, позволяющую повышать несущую способность трущихся поверхностей. При этом следует подчеркнуть, что кавитационные процессы, происходящие в моторном масле, могли принимать непосредственное участие в формировании поверхностей трения ролика и колодки, поскольку источник излучения (динамик) находился в плоскости их работы.
С другой стороны, как показали более ранние исследования, расположение источника ультразвука в плоскости, перпендикулярной паре трения, приводит к аналогичным результатам. К тому же высокая вязкость масла не позволяет реализовываться кавитационным процессам на расстоянии, превышающем 3–5 мм от источника колебаний.
Практическая значимость работы состоит в простоте и дешевизне реализации устройства для ультразвуковой обработки смазочных масел, позволяющего существенно снизить коэффициент и силу трения в паре трения и в результате уменьшить износ на 28 %.
Перспективы дальнейших исследований состоят в оценке влияния режимов работы и параметров устройства для ультразвуковой обработки на различные составы масел и их композиции (включая высоковязкие), а также оптимизации этих параметров и режимов под конкретные условия работы пар трения, технические требования на оборудование и стандарты.
Результаты исследования могут быть применены в области трибологии и триботехники, а также при разработке и обслуживании техники, имеющей различные системы смазки.
Technologies and means of maintenance in agriculture 599
Поступила 11.07.2018; принята к публикации 15.08.2018; опубликована онлайн 28.12.2018
Все авторы прочитали и одобрили окончательный вариант рукописи.
Technologies and means of maintenance in agriculture 601
Список литературы Оценка влияния ультразвуковой обработки моторного масла на износ пар трения при длительных износных испытаниях
- Мамонова М. В., Прудников В. В., Прудникова И. А. Физика поверхности. Теоретические модели и экспериментальные методы. М.: ФИЗМАТЛИТ, 2011. 406 с. URL: http://avidreaders.ru/read-book/fizika-poverhnosti-teoreticheskie-modeli-i-eksperimentalnye.html
- Семенов А. П. Антифрикционные материалы: опыт применения и перспективы//Трение и смазка в машинах и механизмах. 2007. № 12. С. 21-36. URL: http://www.mashin.ru/files/t_1207.pdf
- Балякин В. Б., Ганин И. А., Лаврин А. В. Исследование влияния типа консистентной смазки на коэффициент трения и степень изнашивания контактной пары коррозионностойкая сталь -фторопласт//Известия Самарского научного центра Российской академии наук. 2016. Т. 18, № 1. С. 72-76. URL: http://www.ssc.smr.ru/media/journals/izvestia/2016/2016_1_72_76.pdf
- Туник А. Ю. Структурные особенности антифрикционных покрытий с добавками твердых смазок, полученных различными методами напыления//Вiсник Приазовського державного технiчного унiверситету. Технiчнi науки. 2012. № 25. С. 163-170. URL: http://journals.uran.ua/vestnikpgtu_tech/article/view/29382
- Обоснование факторов, оказывающих влияние на надежность специальной техники в особых условиях эксплуатации/И. Н. Кравченко //Фундаментальные исследования. 2014. № 3-2. С. 262-266. URL: http://fundamental-research.ru/ru/article/view?id=33620
- Денисов А. С., Данилов И. К. Влияние условий смазки на толщину масляного слоя в шатунных подшипниках дизельного двигателя//Вестник СГТУ. 2005. № 1 (6). С. 74-80.
- Сергиенко В. П., Бухаров С. Н. Вибрация и шум в нестационарных процессах трения. Минск: Беларуская навука. 2012. 346 с. URL: http://avidreaders.ru/read-book/vibraciya-i-shum-v-nestacionarnyh-processah.html
- Патент № 2527243 Российская Федерация. Триботехническая композиция для металлических узлов трения/Е. М. Ежунов, И. В. Захаров; заявл. 25.02.2013, опубл. 27.08.2014. Бюл. № 24. URL: http://www.findpatent.ru/patent/252/2527243.html
- Патент № 2428597 Российская Федерация. Способ формирования безызносных пар трения и устройство для его осуществления/Ю. А. Семенов, А. С. Таранов; заявл. 09.04.2010, опубл. 10.09.2011. Бюл. № 25. URL: http://www.freepatent.ru/patents/2428597
- Патент № 2267521 Российская Федерация. Присадка к смазочным материалам, пакет присадок к моторным маслам, моторное масло/А. Н. Чурзин и др.; заявл. 06.08.2004, опубл. 10.01.2006. Бюл. № 1. URL: http://bd.patent.su/2267000-2267999/pat/servl/servlet6c28.html
- Патент № 2398010 Российская Федерация. Металлоплакирующая многофункциональная композиция для моторных, трансмиссионных и индустриальных масел/В. Г. Бабель, Д. Н. Гаркунов; заявл. 06.03.2009, опубл. 27.08.2010. Бюл. № 24. URL: http://bd.patent.su/2398000-2398999/pat/servl/servlet51c0.html
- Патент № 2277579 RU. Металлсодержащая маслорастворимая композиция для смазочных материалов/В. Г. Бабель и др.; заявл. 26.05.2005, опубл. 10.06.2006. Бюл. № 16. URL: http://www.freepatent.ru/patents/2277579
- Патент № 2449006 RU. Композиции смазочных масел, содержащие титан/Г. Х. Гинтер; заявл. 05.12.2007, опубл. 27.04.2012. Бюл. № 12. URL: http://www.findpatent.ru/patent/244/2449006.html
- Баринов С. В., Загородских Б. П., Симдянкин А. А. Повышение износостойкости деталей их слоением//Трение и износ. 2001. Т. 22, № 6. С. 703-706. URL: http://nasb.gov.by/rus/publications/trenie/tre22_6.php#top
- Баринов С. В., Загородских Б. П., Симдянкин А. А. Исследование износостойкости деталей с неоднородной поверхностью трения//Трение и износ. 2003. Т. 24, № 5. С. 568-572. URL: http://nasb.gov.by/rus/publications/trenie/tre24_5.php
- Обработка смазочного масла ультразвуком при проведении триботехнических испытаний/А. А. Симдянкин //Трение и износ. 2017. Т. 38, № 4. С. 311-315.
- DOI: 10.3103/S1068366617040134
- Ефремов Л. В., Баева Л. С., Тикалов А. В. Виброакустические испытания образцов трибосопряжения на износостойкость//Вестник АГТУ (Сер. «Морская техника и технология»). 2017. № 2. С. 69-79.
- DOI: 10.24143/2073-1574-2017-2-69-76
- Исследование влияния ультразвуковых колебаний на эффективность технологических смазок/Б. С. Каргин //Вiсник Приазовського державного технiчного унiверситету. Технiчнi науки. 2015. № 30-1. С. 136-140. URL: http://journals.uran.ua/vestnikpgtu_tech/article/view/51695
