Оценка возможности повышения точности геометрических размеров труб за счет совмещения процессов бокового прессования и редуцирования

Автор: Алюшкаев Евгений Александрович, Космацкий Ярослав Игоревич, Шумейко Валентина Павловна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 3 т.16, 2016 года.
Бесплатный доступ
Представлена и обоснована задача исследования синергии процессов прессования с боковым истечением и редуцирования с целью выполнения профиля поперечного сечения труб готового размера. Так сформулирована цель компьютерного моделирования совмещенного процесса прессования с боковым истечением и редуцирования при использовании оригинальных устройств. Представлены результаты исследования совмещенного процесса с применением программного продукта для моделирования и оптимизации процессов обработки металлов давлением Deform-3D. Показано численное изменение значений толщины стенки трубы в сравнении с номинальным значением, и предварительно обоснована эффективность совмещения процессов бокового прессования - редуцирования. В дополнении к оценке выполнения профиля поперечного сечения трубы определено изменение усилия прессования на первом и втором этапах совмещенного процесса. В заключении показано повышения точности геометрических размеров трубы при комбинировании процесса редуцирования с прессованием и определено изменение относительной разностенности в зависимости от межклетевого расположения сечения трубы. Выполненная оценка возможности повышения точности геометрических размеров труб за счет совмещения процессов бокового прессования и редуцирования в первом приближении обосновывает эффективность развития направления совмещения процессов обработки металлов давлением.
Совмещенный процесс, прессование труб с боковым истечением, редуцирование, пресс-остаток, математическая модель, усилие прессования, относительная разностенность, точность
Короткий адрес: https://sciup.org/147157031
IDR: 147157031 | УДК: 621.774.38 | DOI: 10.14529/met160316
Assessment of possibility to increase the accuracy of the geometric dimensions of pipes by combining the processes of side extrusion and reduction
The paper presents and proves the research problem of synergy of side-extrusion and reducing to obtain a profile of the cross-sectional size of finished pipes. It is the objective of computer simulation of the combined process of side-extrusion and reduction using the original device. Results of studying the process with the use of software for simulation and optimization of metal forming processes Deform-3D are presented. Changes of numerical values of pipe wall thickness compared to nominal value are shown, and efficiency of combining side-extrusion and reduction processes is substantiated. In addition to evaluating the implementation of the cross-sectional profile of the tube the change of extrusion force on the first and second stages of the combined process is defined. The findings showed increasing accuracy of geometrical dimensions of the tube by combining the reduction process with side-extrusion and determined change in the relative variation in wall thickness depending on section location. The estimates of the possibility of increasing the accuracy of the geometric dimensions of pipes by combining side-extrusion and reduction processes proves in the first approximation the effectiveness of the development of combinations of metal forming processes.
Текст научной статьи Оценка возможности повышения точности геометрических размеров труб за счет совмещения процессов бокового прессования и редуцирования
Одним из направлений развития процессов прессования труб является способ прессования с боковым истечением металла. При этом совместное использование оригинальных устройств [1, 2] позволяет существенно снизить, в сравнении с известными способами, технологические потери металла, главным образом, за счет уменьшения или полного устранения пресс-остатка. В свою очередь, процесс прессования труб с боковым истечением металла подробно рассмотрен в работах [3–5].
Вместе с этим, как показали результаты проведенного компьютерного моделирования процесса прессования труб с поперечно-боковым истечением (рис. 1) и последующей выпрессовкой пресс-остатка (рис. 2), при изготовлении труб размерами 40×10 мм из контейнера диаметром 60 мм, геометрические размеры профиля трубы выполняются с недостаточной точностью.
Важно отметить, что для обеспечения достаточной точности конечно-элементной модели, как показано в работах [6, 7], модель заготовки включала 120 000 конечных элементов в форме тетраэдров.
Таким образом, представляет определенный научный интерес выполнение оценки возможности повышения точности геометрических размеров поперечного сечения трубы за счет совмещения названного способа прессования [2] с редуцированием [1]. Решение сформулированной задачи осу- ществлялось с применением системы трехмерного моделирования и оптимизации процессов ОМД Deform-3D [7, 8]. При этом модель заготовки также включала 120 000 конечных элементов в форме тетраэдров.
Так, на рис. 3 представлена спроектированная 3D-модель устройства для реализации трубопрессовой системы: процесс прессование с боковым истечением – редуцирование.
Скорость перемещения (в вертикальном и горизонтальном направлении) пресс-шайб назначалась 10 мм/с. Коэффициент трения на контактных поверхностях принимался 0,43 [9]. Моделирование проводилось также при прессовании труб размерами 40×10,0 мм (табл. 1) С целью обеспечения требуемого натяжения в межклетевом пространстве, потребовалось определение угловых скоростей валков [10] первой ( ω1 ) и второй клети ( ω2 ), соответственно:
-
„ _ 2vиcт _ ^ZoKPl _ 2упш ■ λПР to = ------ = ------- =
-
1 DK DKD
ККК
2vOKP, ■ ^P to2 = —
I где νИСТ – скорость истечения металла из контейнера пресса, мм/с;
νОКР – окружная скорость вращения валков в первой клети, с–1;
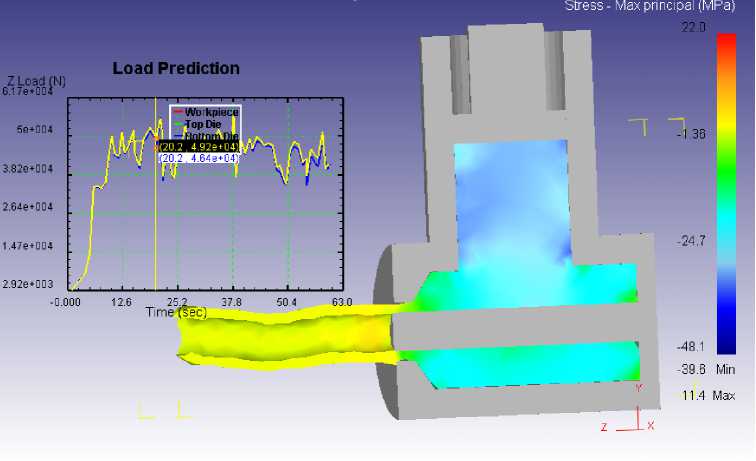
Рис. 1. Результаты компьютерного моделирования первой стадии процесса
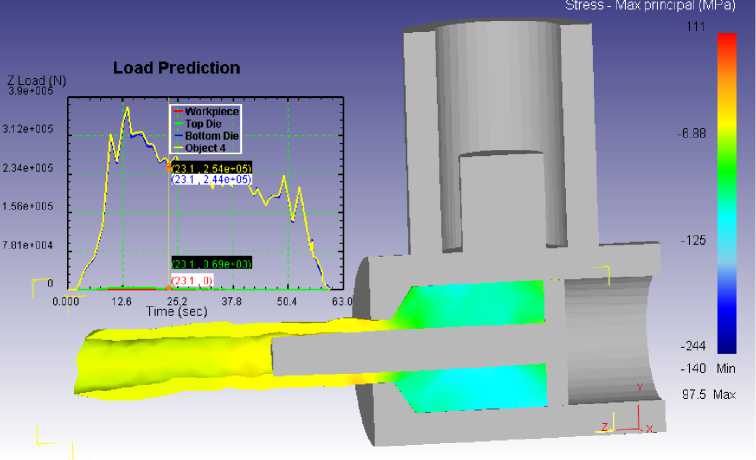
Рис. 2. Результаты компьютерного моделирования второй стадии процесса
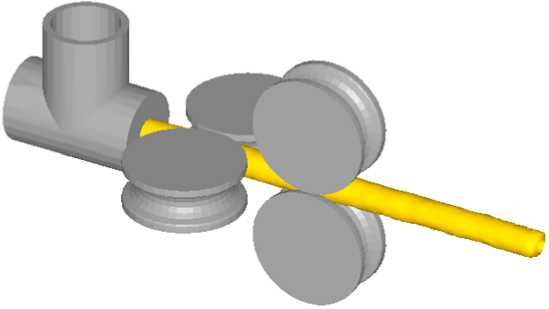
Рис. 3. 3D-модель совмещенного процесса прессования труб с боковым истечением [2] и редуцирования [1]
Параметры процесса редуцирования труб размерами 40×10,0 мм
Таблица 1
|
ν ОКР1 |
ν ОКР2 |
D К |
λ Р |
λ ПР |
ω 1 |
ω 2 |
|
64,17 |
66,80 |
150,50 |
1,041 |
6,417 |
0,85 |
0,88 |
Толщина стенки по периметру поперечного сечения трубы
Таблица 2
|
Сечение (см. рис. 5) |
Max, мм |
Min, мм |
Среднее, мм |
Относительная разностенность, % |
|
I–I |
11,9 |
8,1 |
9,98 |
38,0 |
|
II–II |
9,81 |
9,07 |
9,44 |
7,8 |
|
III–III |
10,45 |
9,91 |
10,22 |
5,3 |
ASSESSMENT OF POSSIBILITY TO INCREASE THE ACCURACY OF THE GEOMETRIC DIMENSIONS OF PIPES BY COMBINING THE PROCESSES OF SIDE EXTRUSION AND REDUCTION
-
V.P. Shumeyko , ShumeikoVP@gmail.com
South Ural State University, Chelyabinsk, Russian Federation
Список литературы Оценка возможности повышения точности геометрических размеров труб за счет совмещения процессов бокового прессования и редуцирования
- Пат. 143437 Российская Федерация, МПК В 22 D 18/02 (2006.01). Устройство для получения полых профилей/Я.И. Космацкий, А.В. Выдрин, Е.А. Храмков. -№ 2014109719/02; заявл. 12.03.14; опубл. 20.07.14, Бюл. № 20. -10 с.
- Пат. 144990 Российская Федерация, МПК В 21 D 17/00 (2006.01). Устройство для получения полых профилей/Я.И. Космацкий, М.А. Тихонова, Н.В. Фокин и др. -№ 2014118689/02; заявл. 07.05.14; опубл. 10.09.14, Бюл. № 25. -9 с.
- Космацкий, Я.И. Математическое моделирование совмещенного процесса разливки и бокового прессования/Я.И. Космацкий, Н.В. Фокин//Вестник ЮУрГУ. Серия «Металлургия». -2015. -Вып. 1. -№ 15 (274). -С. 29-32.
- Improvement of ways pipes production by the combined process/Y.Ig. Kosmatskiy, E.V. Khramkov, N.V. Fokin et al.//Proceedings of the 4th International Academic Conference. Applied and Fundamental Studies. -St. Louis, Missouri, USA: Publishing House «Science and Innovation Center», November 29-30, 2013. -Vol. 1. -P. 203-205.
- Космацкий, Я.И. Основные направления исследований в области совершенствования теории, технологии и оборудования трубопрессовых систем/Я.И. Космацкий//Вестник МГТУ им. Г.И. Носова. -2016. -Т. 14, № 1. -С. 41-46.
- Практическое руководство к программному комплексу Deform-3D: учеб. пособие/B.C. Паршин, А.Л. Карамышев, И.И. Некрасов и др. -Екатеринбург: Изд-во УрФУ, 2010. -266 с.
- Каргин, В.Р. Моделирование прессования в программе Deform-2D: учеб. пособие/В.Р. Каргин, Б.В. Каргин, Я.А. Ерисов. -Самара: Изд-во СГАУ, 2010. -106 с.
- Иванов, В.А. Пакет инженерного анализа Deform. ЮУрГУ. СКЦ. -http://supercomputer. susu.ac.ru/upload/users/education/seminars_20090519/presentations/deform_part1.pdf. -26 с.
- Грудев, А.П. Трение и смазки при обработке металлов давлением. Справочник/А.П. Грудев, Ю.В. Зильберг, В.Т. Тилик. -М.: Металлургия, 1982. -312 с.
- Целиков, А.И. Теория прокатки/А.И. Целиков, А.И. Гришков. -М.: Металлургия, 1970. -358 с.
