Один из механизмов возникновения высокочастотных колебаний при точении

Автор: Васин С.А., Шевченко С.Н., Ерзин О.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.26, 2024 года.
Бесплатный доступ
В статье приводятся результаты теоретических исследований механизма возникновения высокочастотных колебаний в зоне резания, основанного на волновых процессах, сопровождающих изменение упругодеформированного состояния материала при его разрушении по плоскости сдвига.. На основании проведенных исследований подтверждено, что источником автоколебаний высокой частоты, генерируемых в зоне резания, является динамика деформирования материала при его разрушении по плоскости сдвига. Эта плоскость представляет поверхность раздела двух сред, инициирующую волновые процессы, распространяемые в тело заготовки и стружки. Их характер и параметры в значительной степени зависят от свойств обрабатываемого материала (модуля упругости и плотности), характеристик инструмента (материала, переднего угла и качества передней поверхности) и такими режимными параметрами, как подача на оборот и ширина среза. Отмечено, что скорость резания влияет на них опосредовано, через угол сдвига и главную составляющую силы резания. Предложена аналитическая зависимость, устанавливающая их взаимосвязь. Она позволит проводить априорную оценку частотных диапазонов возможных автоколебаний с целью исключения режимов, приводящих к ухудшению качества обрабатываемых поверхностей.
Пластическая деформация, силы резания, неустойчивость процесса резания, автоколебания инструмента, вибрация, система детали, система инструмента, процесс резания, механизмы возникновения автоколебаний, технологическая система, обработка резанием
Короткий адрес: https://sciup.org/148328450
IDR: 148328450 | УДК: 621.7.013.3 | DOI: 10.37313/1990-5378-2024-26-1-76-80
One of the mechanisms of high-frequency oscillations during turning
The article presents the results of theoretical studies of the mechanism of high-frequency oscillations in the cutting zone based on wave processes accompanying the change in the elastic deforming state of the material during its destruction along the shear plane. Based on the studies carried out, it was confirmed that the source of high-frequency self-oscillations generated in the cutting zone is the dynamics of deformation of the material during its destruction along the shear plane. This plane represents the interface of the two media initiating wave processes propagating into the body of the workpiece and chips. Their character and parameters largely depend on the properties of the material being treated (modulus of elasticity and density), the ha-racteristics of the tool (material, front angle and quality of the front surface) and such operating parameters as the supply to the revolution and the width of the cut. It is noted that the cutting speed affects them indirectly, through the shear angle and the main component of the cutting force. Analytical dependence is proposed, establishing their relationship. It will allow a priori assessment of frequency ranges of possible self-oscillations in order to exclude modes that lead to deterioration of the quality of the treated surfaces.
Текст научной статьи Один из механизмов возникновения высокочастотных колебаний при точении
Известно, что резание сопровождается широким спектром колебаний [1 – 9]. Они проявляются, в частности, в волнах напряжений, распространяющихся от зоны резания в упругую среду металла, которая представляет систему с границами раздела сред. Колебательные процессы оказывают существенное влияние на качество обработанной поверхности и энергоемкость обработки резанием. Априорная оценка частотных диапазонов возможных автоколебаний открывает перспективы для определения границ допустимых режимов обработки, переход через которые сопровождается ухудшением качества обрабатываемых поверхностей, а в некоторых случаях и разрушением технологической оснастки.
ВОЛНОВЫЕ ПРОЦЕССЫ В ЗОНЕ РЕЗАНИЯ
Поверхность сдвигов является границей раз- дела двух сред: упругого тела, подвергнутого воздействию сил резания, и упруго-пластической среды образуемой при этом стружки (рис. 1).
Упругое колебание поверхности F , как гра- ницы раздела двух сред не стеснено, так как выше ее происходят пластические деформации с потерей напряжения. Частота колебаний поверхности сдвигов, вызывающей волны напряжения, уходящие в тело B , и будет искомой высокой частотой возмущений.
Предположим, что волны, уходящие вглубь тела B от поверхности F , продольные и пло- ские. Уравнение, описывающее распростране- ние волны [10], имеет вид
( У ^
x = a cos to t-- l и n )
где a - амплитуда; to - круговая частота; иn - скорость распространения волны, определяемая из соотношения [8]:
u n
E
N P
,
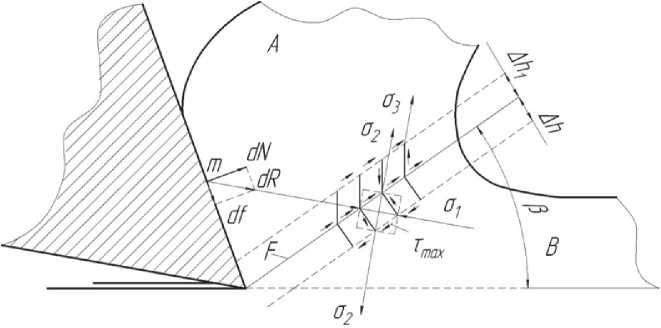
Рис. 1. Колебания величины упругого напряжения поверхности сдвигов
где E - модуль упругости, р - плотность. Для стали её величина находится в пределах 5000÷5800 м/сек [5 – 8].
При прохождении каждой из образующихся волн напряжения через слой A h наибольшее значение относительной деформации £ слоя будет, как известно [8], тогда, когда слой находится в положении равновесия. В этот момент слой наиболее деформирован и возмущающий импульс со стороны поверхности F равен нулю.
Пусть (рис. 2) x – первоначальное расстояние между двумя точками, лежащими на верхней и нижней границах слоя Ah, a x + xd - то же расстояние в конце колебания слоя по направлению нормали к поверхности F и yd – величина колебания. Тогда при относительной деформа-dx ции — = г среда оказывается сжатой, если dy
взять производную по переменной t от уравнения (1):
i = x'
dx dt
г- a to sin to t -
I
u n )
Кроме того, взяв производную по направлению нормали к поверхности F , то есть по yd ,
получим dx
£ = dy
a ro .
---Sin ro t -
u n v
y u n )
Складывая уравнения (2) и (3) найдём
dx dx i
— = -u — или i = u„£, а также г = —. (3а)
dt dy n u n
dx dx
— < 0 . Если же — > 0 , то среда оказывается
dy dy
растянутой.
Скорость колебания точек i среды слоя будет, очевидно, наибольшей в положении равновесия, чему, как сказано выше, соответствует наибольшая деформация слоя A h .
Зависимость, связывающую скорость волны, скорость колеблющихся точек слоя и относительную деформацию £ можно найти, если
Чтобы найти искомую высокую частоту колебаний площадки F и сопредельного с ней слоя A h , наиболее удобным будет воспользоваться понятием потока энергии. Определим поток энергии, проходящий в тело детали B нормально площадке F .
Введем следующие обозначения: U – кинетическая энергия, V – потенциальная энергия и A – полная энергия проходящей волны. Объем тонкого слоя A h обозначим через q и будем рассматривать его как объём участка среды, имеющего массу m .При этом следует отметить,
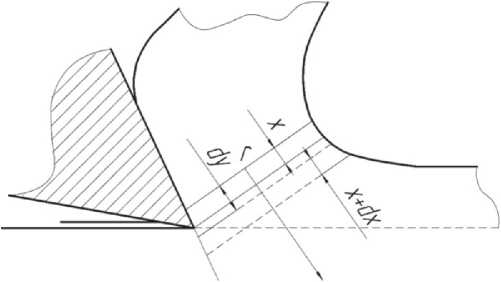
Рис. 2. Колебание точек среды поверхности сдвигов при прохождении волн напряжения
что при волновых колебаниях, в отличие от колебаний точки, принадлежащей системе инструмент – деталь, потенциальная энергия колеблющегося участка среды V и кинетическая энергия U изменяются в одной фазе, то есть возрастают или убывают одновременно. Объясняется это тем, что энергия волны передается от одного объема участка среды к другому. Следовательно, полная энергия волны напряжения, проходящей через слой A h , как участка среды, имеет переменную величину, а поэтому напряжения на площадке сдвигов и в сопредельном с нею слое A h также переменны. Это периодическое изменение напряжений и служит источником возмущения процесса резания на высоких частотах.
Формула, выражающая величину полной энергии волны, проходящей через участок среды, как известно, имеет вид:
В формуле (7) величина a – это амплитуда волнового колебания площадки. Величина амплитуды определяется из известного соотноше-
2 2A ния ад =---(где к - коэффициент упругости
k системы).
Подставляя это значение амплитуды в формулу (7), получим
р 12 A 2 к P = ^- k рю иnF,
где A – полная энергия колебания системы.
Круговая частота го и период колебания T ,
2 п как известно, связаны зависимостью T = — го
.
y
A = U + V = q р а 2 го 2 sin 2 ro t - — . (4)
Заменяя в выражении (8) величину го величиной T , получим
V и n 7
Здесь р - плотность тела B и q р = m представляет собой массу слоя A h , как участок среды, через который движется волна.
Ввиду того, что отношение величины полной энергии A к объему q , в котором она заключена в данный фиксированный момент времени, представляет собой плотность энергии, выражение
р 4 п 2 A -
P = , р . и nF, T2 k
Aq =
A
q
2 2-2
= qра го sin го t
^^^^^^^^
y )
V U n 7
и будет определять её величину. Заметим, что плотность энергии Aq , так же как и сама энер-T гия, изменяется за время t = —, равное полупе риоду возмущающего колебания площадки F .
Из формулы (5) видно, что среднее значение квадрата синуса за полупериод равно половине, поэтому среднее значение плотности энергии
Aq = 2 Р a ГО .
чем и определится величина среднего потока энергии, направленного в среду обрабатываемого материала. С другой стороны, через площадку контакта резца и стружки F' на передней поверхности резца будет протекать энергия, A плотность которой составит , где в свою и nTFf очередь иnTF' - объём, занимаемый энергией за время T . Умножив плотность энергии на тот же объём и разделив на время T , получим средний поток энергии, проходящей через площад-A ку F ,т. е. —cos Y .
Так как средние потоки энергии, проходящей при колебании через площадки F и F' , равны и направлены нормально площадкам, то, подставив в формулу (9) среднее значение потока через площадку на передней грани резца, выраженного посредством полной энергии колебания системы, получим
За все время, равное периоду колебания площадки F или слоя A h , количество энергии A = A q и n FT (где и nFT - объём, занятый энергией за время того же периода T ). Разделив величину энергии A' на время T , получим средний поток энергии P . Подставив из формулы (6) значение плотности энергии, получим, таким образом, величину среднего потока энергии
A 4 п 2
cos у T
4л2р п откуда T =-----—n
T 2
A
Руи n F , k
F — cos у .
или P = A и . qn
P = — ра 2го2и nF
Если же период T выразить через частоту в герцах v , то получим искомую величину высоких частот возмущений процесса резания (Гц)
k
v =—2-------
4 п pu nF cos /
.
Для того, чтобы формула приобрела вид, пригодный для практического использования, необходимо следующее:
-
- коэффициент упругости системы следует
P принять из общеизвестной зависимости k = f
(где P – сила, деформирующая систему при статической нагрузке, f – деформация, отсчитываемая от положения равновесия и получившаяся под действием этой силы);
-
- выразить нормальную составляющую силы P по отношению к площадке F , через главную составляющую силы резания Pz согласно зависимости [4] P = Pz sin β (где β — угол сдвигов).
Угол сдвигов β , находится из зависимости Р = 45 + у - arctg ц [4] (где Ц - средний коэффициент трения стружки по резцу). Приняв во внимание это соотношение, формулу (10) можно переписать в виде
) . (11)
-
1 Pz sin ( 45 ° + γ - arctg µ
ν=⋅
4 ρπ 2 F υ n f cos γ
При практических расчетах возмущающей частоты ν площадку F можно выразить через ширину среза a и подачу S в мм/об, т. е.
F =
as sin Р .
Предложенная зависимость устанавливает связь частота автоколебаний, сопровождающих процесс резания с характеристиками обрабатываемого и инструментального материалов, геометрией режущего клина и режимными параметрами.
ЗАКЛЮЧЕНИЕ
На основании проведенных исследований подтверждено, что источником автоколебаний высокой частоты, генерируемых в зоне резания, является динамика деформирования материала при его разрушении по плоскости сдвига. Эта плоскость представляет поверхность раздела двух сред, инициирующую волновые процессы распространяемы в тело заготовки и стружки. Их характер и параметры в значительной степени зависят от свойств обрабатываемого материала (модуля упругости и плотности), характеристик инструмента (материала, переднего угла и качества передней поверхности) и такими режимными параметрами, как подача на оборот и ширина среза. Отмечено, что скорость резания влияет на них опосредовано, через угол сдвига и главную составляющую силы резания..
Список литературы Один из механизмов возникновения высокочастотных колебаний при точении
- Васин, С.А. Динамика процесса точения / С. А. Васин, Л. А. Васин. - Под ред. С. А. Васина. - Тула: Издательство ТулГУ, 2000. - 194 с.
- Шадский, Г.В. Анализ технических возможностей кинематическими углами режущего клина при точении/Г.В. Шадский, В.С. Сальников, О.А. Ерзин //Известия Тульского государственного университета. Технические науки. - Тула: Издательство ТулГУ, 2019. - С. 360-367. EDN: AZLAUI
- Жарков, И.Г. Вибрации при обработке лезвийным инструментом / И.Г. Жарков. - Л.: Машиностроение, 1986. - 184 с.
- Зорев, Н.Н. Вопросы механики процесса резания металлов / Н.Н. Зорев. - М.: Машгиз, 1956. - 368 с.
- Каллиопин, В.В. Механика волны при резании (Исследование упругой поверхности технологической системы станок - инструмент - деталь) / В.В. Каллиопин. - Минск: Наука и техника, 1969. - 176 с.
- Каллиопин, В.В. Процесс резания как задача упругости / В.В. Каллиопин // Инженерно-физический журнал. - 1960. - №6. - С. 29 - 34.
- Каллиопин, В.В. Физическая сущность автоколебаний при резании металлов / В.В. Каллиопин // Вестник машиностроения. - 1961. - №10. - С. 54 - 61.
- Кольский, Г. Волны напряжения в твёрдых телах / Г. Кольский. - Пер. с англ. В. С. Ленского.- М.: Издательство иностранной литературы, 1955. -194 с.
- Кудинов, В. А. Динамика станков. / В.А. Кудинов. - М.: Машиностроение, 1967. -360 с.
- Савельев, И.В. Курс общей физики. В 3 т. Механика. Молекулярная физика: учебное пособие / И.В. Савельев. - М.: Наука, 1992. - 432 с.
