Онтологическая поддержка технологической подготовки производства трубопроводов летательного аппарата

Автор: Павлов Павел Юрьевич, Соснин Петр Иванович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Информатика, вычислительная техника и управление
Статья в выпуске: 1-1 т.19, 2017 года.
Бесплатный доступ
Одним из ключевых критериев конкурентоспособности наукоемких и многономенклатурных предприятий, к которым относятся предприятия авиационной отрасли, является длительность цикла конструкторско-технологической подготовки производства (КТПП), в котором ключевую роль играет время вывода нового изделия на рынок. Одним из способов сокращения сроков ТПП является использование прикладных онтологий на этапах, связанных с творческой деятельностью и принятием технических решений за счет создания базы опыта и повторным использованием успешных решений. Хотя в настоящее время применение онтологий в авиационной промышленности еще не получило должного развития, однако анализ работ отечественных и зарубежных авторов дает основание говорить о положительной динамике внедрения интеллектуальных систем поддержки в данную область. Статья посвящена созданию средств онтологической поддержки работ на этапе технологической подготовки авиационного производства на основе прецедентного подхода, позволяющего накапливать опыт успешных решений в базе данных (БД) и повторно использовать, а так же автоматизировать часть работ, связанных с оформлением сопровождающей производственные процессы технической документации, проектированием технологического оснащения (ТО) и разработкой управляющих программ для роботизированного сварочного комплекса (РСК). Для проверки успешности принятых технических решений полезным будет применение концептуального моделирования с использованием средств инструментально-моделирующей среды WIQA.
Трубопровод, технологическая оснастка, онтология, технологическая подготовка производства, интеллектуальная система, летательный аппарат
Короткий адрес: https://sciup.org/148205007
IDR: 148205007 | УДК: 004.89
Ontological support of the technological preparation of production aircraft pipelines
One of the key criteria for the competitiveness of high-tech and diversified businesses, which include companies of the aviation industry, is the duration of the cycle of design and technological preparation of production (TPP), which plays a key role during the withdrawal of the new product on the market. One way to reduce the time of the TPP is to use the application of ontologies in steps related to the creative work and the adoption of technical decisions by creating a database of experience and re-use of successful solutions. Although the current use of ontologies in the aviation industry has not yet been properly developed, but the analysis of the work of domestic and foreign authors suggests that the positive dynamics of the implementation of intelligent support systems in this area. The article is devoted to the creation of funds ontological support of works at the stage of technological preparation of aircraft production by case approach in order to gain experience of successful solutions in the data base (DB) and reuse, as well as automation of the work associated with drawing up the accompanying production of technical documentation processes, design technological equipment (TO) and the development of control software for robotic welding complex (RWC). To check the success of the technical solutions will be beneficial use of conceptual modeling with the use of tool-modeling environment WIQA.
Текст научной статьи Онтологическая поддержка технологической подготовки производства трубопроводов летательного аппарата
В настоящее время для разработки сложных изделий, таких как летательный аппарат (ЛА) , и в процессе технологической подготовки производства (ТПП) для проектирования технологического оснащения широко используются различные САПР (Siemens NX, Catia, Creo, SolidWorks, Solid Edge и т. д.) для материализации творческой деятельности инженерного персонала предприятия в виде твердотельных математических моделей деталей и сборок, которые, в дальнейшем изготавливаются в цехах основного производства и производства ТО .
ются на основе личного опыта и знаний инженерных специалистов и различных нормативных документов, в которых отражаются удачные технические решения и накопленный опыт. Опыт предприятия является ценным ресурсом, который требуется сохранять, развивать и передавать в наиболее удобной форме для специалистов предприятия. Система накопления опыта в виде нормативной документации имеет ряд существенных недостатков для повышения эффективности творческой деятельности:
. Медленное аккумулирование опыта по причине долгого процесса согласования нормативной документации, введения ее в производство и возможной потери актуальности информации из-за быстрого развития технологий и технологического оборудования;
. Долгий поиск требуемого решения из-за отсутствия эффективной системы поиска, т. к. каждый документ представляет собой отдельные единицы опыта и инженеру нужно большое количество времени для изучения всей необходимой нормативной документации и развития навыка эффективного поиска;
. Отсутствие прямой связи между нормативной документации и базами технических решений в виде твердотельных моделей и управляющих программ (УП) .
Для уменьшения негативных влияний от выше перечисленных недостатков предлагается использовать подход, основанный на концептуально-алгоритмическом моделировании и программирование принимаемых решений и накоплении опыта в инструментально-моде-лирующей среде WIQA (Working In Questions and Answers) , разработанной для поддержки концептуальных этапов процессов профессиональной деятельности [9].
Далее рассмотрим традиционный способ изготовления трубопроводов на этапе ТПП на примере одного из крупнейших российских авиационных предприятий - АО «Авиастар-СП» с выделением этапов, на которых возможна эффективная онтологическая поддержка принятия технических решений инженерным персоналом.
ТРАДИЦИОННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ
Так как АО «Авиастар-СП» не является разработчиком ЛА , то производство трубопроводов начинается с получения конструкторской документации от предприятий разработчиков и запуска чертежей или электронной конструкторской документации (ЭКД) отделом систем, входящим в состав управления главного конструктора (УГК) . В процессе запуска, инженерным персоналом производиться проверка КД на ошибки и первичная отработка на технологичность. ЭКД загружается в базу данных предприятия, в данном случае это база данных электронного определения изделия (БД ЭОИ) .
Далее к ЭКД получает доступ управление главного технолога (УГТ) для технологической проработки. В отраслевых отделах УГТ разрабатываются технологические процессы (ТП) , пишутся управляющие программы (УП) для станков с числовым программным управлением (ЧПУ) для изготовления деталей, проектируется специальное технологическое оснащение (СТО) и производится загрузка электронной модели (ЭМ) СТО в БД ЭОИ .
Далее агрегатно-сборочное производство (АСП) и производство окончательной сборки (ПОС) производят анализ ЭКД и ТП , формируя сборочно-технологические комплекты (СТК) . После чего на основании СТК планово-диспетчерское управление (ПДУ) формирует группы опережения (ГО) и планы производства в цеха-изготовители макетов, изготовителей СТО , деталей трубопроводов, сварки.
Этап изготовления СТО , чаще всего, включает в себя создание макета трубопровода, предназначенный для изготовления и контроля СТО , а так же для контроля сборочной единицы трубопровода.
После получении плана макетный цех производства технологической оснастки (ПТО) открывает в БД ЭОИ ЭКД , технические условия (ТУ) , ТП и изготавливает макеты трубопроводов. Затем макеты трубопроводов отрабатывается на первой серийной машине и передается на склад макетов (СМ) [10, 11].
Цех-изготовитель СТО получает от ПДУ план на изготовление технологического оснащения, выгружает ЭКД , ТУ , ТП , УП из БД ЭОИ , забирает с СМ макет трубопровода и изготавливает СТО для изготовления деталей трубопроводов и СТО для сварки трубопроводов. Затем СТО передается на склад оснастки (СО) .
Далее цех-изготовитель деталей трубопроводов получает от ПДУ план, открывает в БД ЭОИ ЭКД , ТУ , ТП , УП , забирает из СО СТО и изготавливает детали трубопроводов [12]. Изготовленные детали трубопроводов отправляются в промежуточный склад (ПРОСК) .
Участок сварки, получив от ПДУ план на изготовление подсборок трубопроводов, выгружает из БД ЭОИ ЭКД , ТУ , ТП , забирает из ПРОСК детали трубопроводов и производит сварку трубопроводов. Затем изготовленные трубопроводы отправляются на центральный комплектовочный склад (ЦКС) .
Затем АСП и ПОС получают из ПДУ план на изготовление агрегатов и воздушных судов выгружают из БД ЭОИ ЭКД , ТУ , ТП , забирают с ЦКСа трубопроводы и производят их монтаж на агрегаты ЛА [12].
Выделим этапы ЖЦ, на которых принимаются основные технические решения и возможна эффективная онтологическая поддержка.
Первый этап – это разработка ТП сборки. В ТП инженер-технолог выбирает способ сварки, порядок сборки деталей, места фиксации, технологические припуски и т. п. При необходимости СТО открывается ведомость подготовки производства (ВПП) и разрабатывается ТЗ на ТО .
Следующим важным этапом является разработка ТЗ . Выбирается состояние поставки деталей, точность изготовления ТО , порядок сборки, базы фиксации сборочной единицы, способы крепления инструмента и прочие требования.
Использование онтологии, так же, может быть полезно на этапах изготовления СТО, сборки и контроля трубопровода в связи тем, что на данных этапах используется большое количество профессиональных понятий и неточная трактовка понятий может привести к браку изделия.
Частичный ЖЦ трубопровода с выделенными стадиями на которых возможна эффективная онтологическая поддержка представлен на рис. 1.
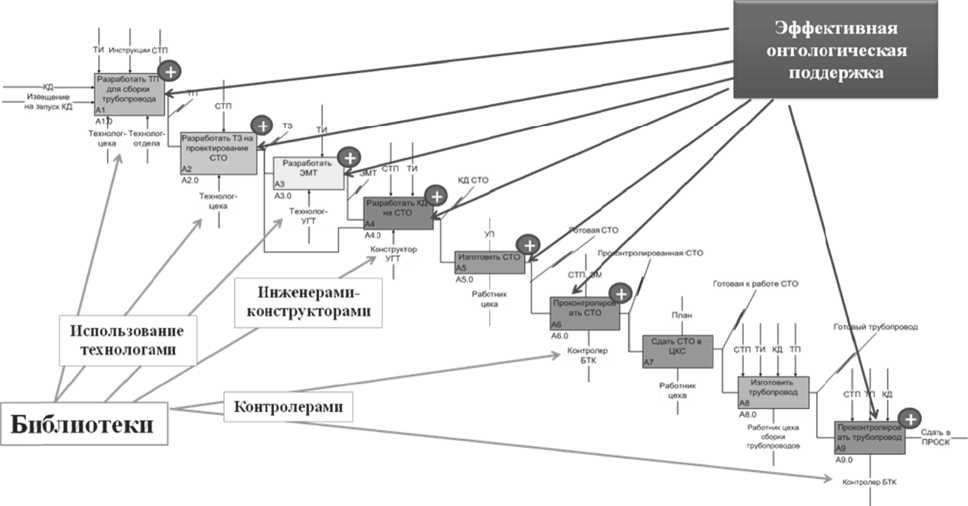
Рис. 1. Диаграмма онтологического сопровождения ЖЦ трубопровода при использовании СТО
СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ С ПОМОЩЬЮ РОБОТИЗИРОВАННОГО
СВАРОЧНОГО КОМПЛЕКСА (РСК)
Ранее было предложено использование роботизированного сварочного комплекса (РСК) для снижения затрат на ТО и уменьшения цикла ТПП [3].
Этапы запуска и технологической проработки КД при использовании РСК аналогичны традиционному способу изготовления трубопроводов.
Основное отличие проявляется на стадии разработки ТП , формирования ТЗ на УП и разработки УП , т. к. здесь не требуется разработка СТО , а нужно использовать имеющийся РСК и учитывать его возможности.
Как было отмечено выше, БД ЭОИ служит для сохранения всей КД , полученной от разработчика ЛА . Для более эффективной поддержки принятия технических решений полезным будет использование надстройки над БД предприятия в виде системы накопления профессионального опыта на основе онтологии [7, 13, 14].
В существующих информационных системах для накопления опыта проектных решений в их состав принято включать онтологию профессиональной области [6, 9]. На настоящий момент времени наиболее распространенными редакторами онтологий являются: Ontolingua, DOE, OntoEdit, WebOnto, ODE, Magenta, Protege [1]. Одним из самых существенных недостатков существующих редакторов онтологий является отсутствие выхода на материализацию. Такое ограничение отсутствует в онтологиях, которые можно создавать в инструментально-моделирующей среде WIQA [9].
В основе этого инструментария лежит прецедентный подход, предполагающий отображе- ние операционной среды проектирования на семантическую память. Механизмы отображений разработаны для декларативных и императивных составляющих процесса концептуального проектирования. Для представления концептуально-алгоритмических решений разработан специализированный псевдокодовый язык, надстроенный над семантической памятью вопросно-ответного типа и ориентированный на моделирование прецедентов (деятельностных единиц повторного использования) [8, 9].
Далее выделим и рассмотрим 3 основные области онтологической поддержки творческого процесса инженерного персонала предприятия на стадии ТПП :
-
1. Поддержка документирования
-
2. Поддержка проектирования СТО
-
3. Поддержка разработки УП
ПОДДЕРЖКА ДОКУМЕНТИРОВАНИЯ
На этапах разработки ТП и ТЗ полезным будет применение концептуального экспериментирования для отработки выбранных вариантов технических решений и получения новых с помощью проведения концептуального экспериментирования [2, 4].
Концептуальный эксперимент – это мысленный эксперимент, содержание и процесс которого оперативно отображается на семантическую память, а результаты отображения используются по ходу экспериментирования с полезными целями.
Как было отмечено выше, материализацией принятых решений инженера-технолога являются ТП сборки и техническое задание (ТЗ) на проектирование СТО или на разработку УП для РСК .
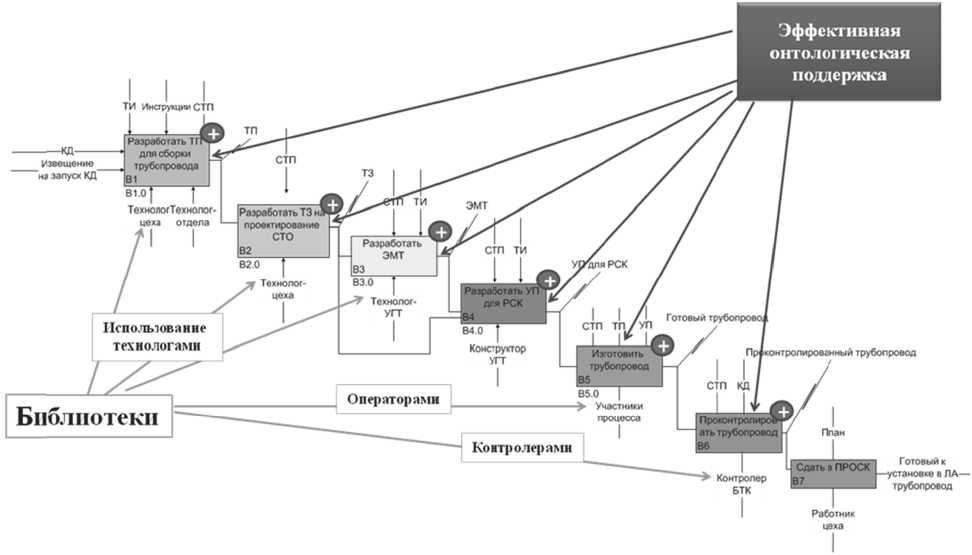
Рис. 2. Диаграмма онтологического сопровождения ЖЦ трубопровода при использовании РСК
Более подробно процесс формирования ТП описан в статье [4].
Рассмотрим подробнее форму ТЗ на проектирование СТО . Она содержит название и номер ТЗ , кода цеха, код изделия, номер ВПП , фамилии участников процесса (разработчик, проверяющий, утверждающий и т. д.), а так же основные графы, в которых отражается материализация требований к проектируемому СТО .
Основные графы документа:
Графа 1 - Обозначение чертежа обрабатываемой летали или перечень сборочных единиц (агрегатов, деталей), материал и его термообработка;
Графа 2 – Состояние поставки обрабатываемой детали, сборочной единицы, агрегата. (Перечислить, по каким операциям деталь обработана, отклонение размеров чертежа);
Графа 3 - Указать, что предполагается обрабатывать или какие размеры чертежа обеспечить при сборке сборочной единицы, агрегата. (Указать точность изготовления или контроля поверхности);
Графа 4 - Указать на каком оборудовании и каким инструментом или по какой оснастке предполагается выполнить данную операцию, режимы резания. (Для сборочной оснастки краткий технологический процесс);
Графа 5 - Базы фиксации сборочной единицы или деталей, способ крепления инструмента;
Графа 6 - Технические требования к конструкции оснастки или инструмента. (Указать для инструмента материал режущей части).
Алгоритм поддержки разработки ТЗ и его форма представлены на рис. 4.
Как было отмечено выше исходными данными для разработки ТЗ на проектирование являются геометрия деталей сборки части трубопровода для которого требуется СТО , ТП сборки и атрибутной части.
Графа название заполняется инженером-технологом вручную.
Графы номер ТЗ и номер ВПП заполняются автоматически с использованием сквозной нумерации для всего предприятия, препятствующей возникновению дублирующих номеров.
Графа код цеха заполняется в вопросно-ответном режиме, исходя из анализа ТП .
Графа код изделия заполняется из атрибутов сборочной единицы трубопровода.
Далее система на основе базы опыта предлагает инженеру-технологу варианты решений на основании анализа сборки и деталей трубопровода в виде диалога в вопросно-ответной форме. Выбранные варианты решений проходят проверку в виде концептуально-алгоритмического программирования и моделирования, проходят семантическую проверку и отражаются в графах 1-6.
Сформированное ТЗ загружается в БД для повторного использования и проверки выбранных решений после изготовления опытного образца и, в случае необходимости, производиться корректировка ТЗ с последующей доработкой или выпуском СТО . Накопление профессионального опыта технических решений позволит уменьшить количество доработок СТО и сократить количество случаев, в которых необходим полный перезапуск проектирования и изготовления ТО .
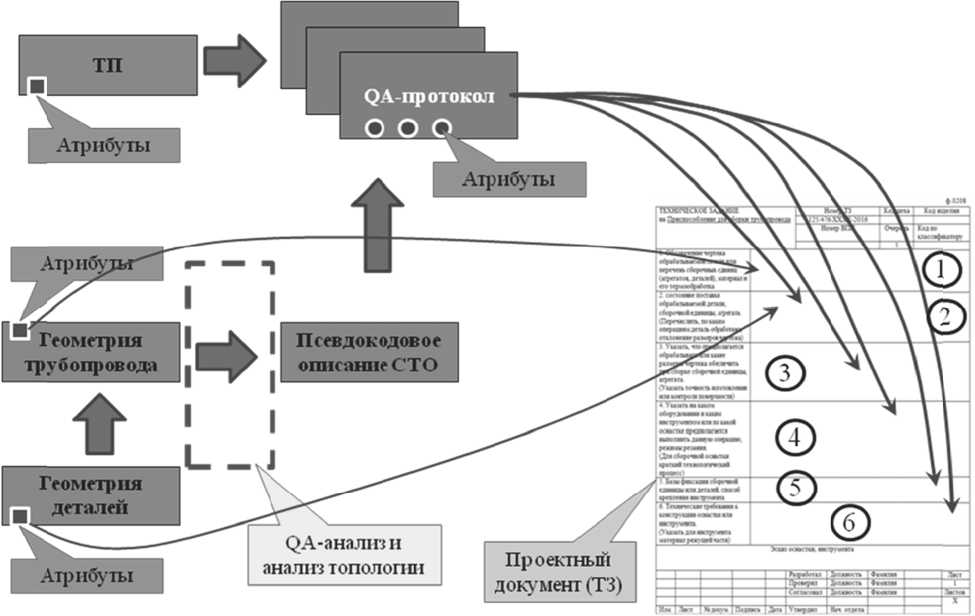
Рис. 3. Процесс формирования ТЗ на проектирование СТО в WIQA
Процесс формирования ТЗ ({TZ}) можно кратко записать в виде:
G ( Assembly Sy ) A ( { ND } ) A ( {TF} ) —U ( {TZ } ) ,(1) где G(AssemblySys) – геометрия сборки трубопровода, на которую разрабатывается ТЗ, которая состоит из отдельных деталей (фрагментов) (ElemSys)
G ( Elem Sy , i = 1... n ) — —• G ( Assembly Sy ) ,(2)
({ND}) – используемая нормативная документация ( ГОСТ, ОСТ, СТП и т. д.),
({TP}) – ТП на данный трубопровод.
После изготовления и контроля опытного образца сборки трубопровода производится оценка принятых решений и формируется рейтинг успешности для каждого решения. Последующие решения, которые система будет предлагать инженеру-технологу, будут основаны на рейтинге успешности.
Оценка успешности – это многокритериальная величина, состоящая из основных параметров, таких как точность сборки, трудоемкость и удобство использования СТО .
ТЗ на разработку УП формируется по аналогичному алгоритму ({UP}) .
G ( Assembly Sys ) A ( { ND } ) A ( { TP } ) — U( { UP } ) ,(3)
Список литературы Онтологическая поддержка технологической подготовки производства трубопроводов летательного аппарата
- Боргест Н.М. Онтология проектирования. Теоретические основы. Ч. 1. Понятия и принципы. 2-е изд. Самара: СГАУ, 2010. 91 c.
- Комаров В.А. и др. Концептуальное проектирование самолёта: учеб. пособие. 2-е изд. Самара: СГАУ, 2013. 120 c.
- Павлов П.Ю. Автоматизация процесса сварки трубопроводов на авиастроительном предприятии с помощью роботизированных сварочных комплексов//Известия Самарского научного центра РАН. Самара. 2014. Т. 16. № 1 (5) C. 1521-1527.
- Павлов П.Ю., Соснин П.И. Концептуально-алгоритмическое программирование и моделирование в проектировании и изготовлении трубопроводных систем летательных аппаратов//Автоматизация процессов управления. Ульяновск, ФНПЦ АО «НПО «Марс». 2016. № 1 (43). C. 97-105.
- Павлов П.Ю., Соснин П.И. Онтологическая структуризация в параллельном инжиниринге проектирования сборочных приспособлений для летательных аппаратов//Известия Самарского научного центра РАН. Самара. 2016. Т. 18. № 1 (2) C. 373-377.
- Смирнов С.В. Онтологическая относительность и технология компьютерного моделирования сложных систем//Известия Самарского научного центра РАН. Самара. 2000. Т. 2. № 1 C. 66-71.
- Смирнов С.В. Опыт создания средств семантического моделирования и проектирования на массовой программной платформе//Матер. 5-й Междунар. конф. «Открытые семантические технологии проектирования интеллектуальных систем» (OSTIS-2015). Минск: БГУИР. 2015. C. 413-416.
- Соснин П.И. Вопросно-ответное программирование человеко-компьютерной деятельности. Ульяновск: УлГТУ, 2010. 240 c.
- Соснин П.И. Персональная онтология профессионального опыта//Матер. 4-й Междунар. конф. «Открытые семантические технологии проектирования интеллектуальных систем» (OSTIS-2014). Минск: БГУИР. 2014. C. 147-154.
- СТП 687.06.0694-2011. Эталонирование трубопроводов гидрогазовых и топливных систем, обеспечение взаимозаменяемости. Технические требования к эталонам труб и патрубков, порядок отработки, технического контроля и хранения. 53 c.
- СТП 687.07.0873-2004. Система качества. Технологическая подготовка производства. Изготовление и применение плазово-шаблонной оснастки. 168 c.
- ТИ 687.25000.00248. Обеспечение промышленной чистоты при изготовлении трубопроводов, патрубков и корпусов гидробаков. 11 c.
- Allemang D., Hendler J. Semantic Web for the Working Ontologist: Effective Modeling in RDFS and OWL. 2-d ed. 225 Wyman Street, Waltham, MA 02451, USA: Morgan Kaufmann Publishers is an imprint of Elsevier, 2011. 369 c.
- Staab S., Studer R. Handbook on Ontologies. Springer, 2009. 832 c.
