Определение геометрических параметров профилировки инструмента при изготовлении труб с внутренними винтовыми нарезами прессованием

Автор: Космацкий Ярослав Игоревич, Перевозчиков Данил Викторович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 1 т.14, 2014 года.
Бесплатный доступ
Представлена постановка задачи определения геометрических параметров профилировки прессового инструмента, в частности пресс-иглы, позволяющей изготавливать трубы с внутренними винтовыми нарезами прессованием. Учитывая кинематические условия процесса прессования, получены зависимости для определения параметров пресс-иглы, позволяющие проектировать профилировку рабочего инструмента при изготовлении требуемого сортамента труб с внутренними винтовыми нарезами.
Прессование труб, трубы с внутренними винтовыми нарезами, профилировка прессового инструмента
Короткий адрес: https://sciup.org/147156857
IDR: 147156857 | УДК: 621.771.2.002.5(075.8)
Determination of geometrical parameters of profiling tools in manufacturing pipes with internal screw threads by pressing
The article presents problem formulation of the determination of geometrical parameters of profiling press tools, in particular, press needles enabling to produce pipes with internal screw threads by pressing. On account of kinematic conditions of the pressing process, dependences to determine press needle parameters have been obtained enabling to design the working tool profiling in manufacturing the required range pipes with internal screw threads.
Текст научной статьи Определение геометрических параметров профилировки инструмента при изготовлении труб с внутренними винтовыми нарезами прессованием
Увеличение мощности, производительности теплообменных и холодильных установок, а также обеспечение прочности и жесткости конструкций машин, уменьшение их габаритов и металлоемкости, достигаются за счет применения труб с внутренним винтовым оребрением.
Перспективность реализации процесса прессования полых профилей, с внутренним спиральным оребрением, подтверждается возможностью изготовления винтовых полуфабрикатов разнообразных сечений значительной длины с различным шагом винтовых ребер, как из цветных металлов и сплавов, так и малоплсатичных материалов.
Первыми странами, применившими способ изготовления труб с внутренними нарезами прессованием, являются Япония и США [1–3]. В отечественной металлургической и машиностроительной областях развитие способов и устройств изготовления винтовых полуфабрикатов последовало в период с 1967 по 1987 гг. Проведенный анализ научнотехнической информации, обобщенной профессором СГАУ имени академика С.П. Королева (НИУ) В.Р. Каргиным в работе [4], свидетельствует о том, что трубы с внутренним винтовым оребрением изготавливаются сравнительно недавно, технологические процессы их производства, а также калибровка инструмента, не получили достаточного теоретического обоснования.
На рис. 1 схематично изображено устройство для изготовления труб с внутренними винтовыми нарезами прессованием.
Так, например, как показано в работе [5], пресс-игла должна устанавливаться относительно матрицы так, чтобы положение нарезов на пресс-игле соответствовало калибрующему участку матрицы. Однако, в то же время, в работе [6] показано, что для гарантированной реализации предло- женного способа, в случае указанного положения пресс-иглы, необходимо выполнение соответствующего питателя на ней, выполненного сужением рабочей части пресс-иглы на длине, соответствующей коническому участку матрицы. В этом случае обеспечивается накопление металла, и последующее заполнение винтовых нарезов на пресс-игле, и последующее стабильное получение нарезов на внутренней поверхности трубы. Предложенная в работе [6] конструкция пресс-иглы решает задачу стабильного оребрения, но при этом, давление металла на торцевую поверхность питателя может привести к нарушению положения пресс-иглы относительно матрицы, а следовательно, и снижению качества внутренней поверхности трубы, за счет смятия ребрами пресс-иглы соответствующих ребер на внутренней поверхности трубы.
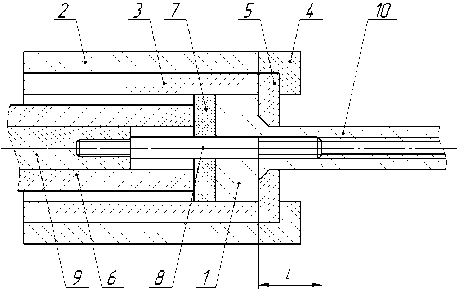
Рис. 1. Устройство для прессования труб с внутренними винтовыми нарезами: 1 – заготовка; 2 – контейнер; 3 – втулка контейнера; 4 – матрицедержатель; 5 – матрица; 6 – пуансон; 7 – пресс-шайба; 8 – пресс-игла; 9 – иглодержатель, передающий вращательное движение пресс-игле; 10 – труба готового размера; L – длина участка пресс-иглы с винтовыми нарезами
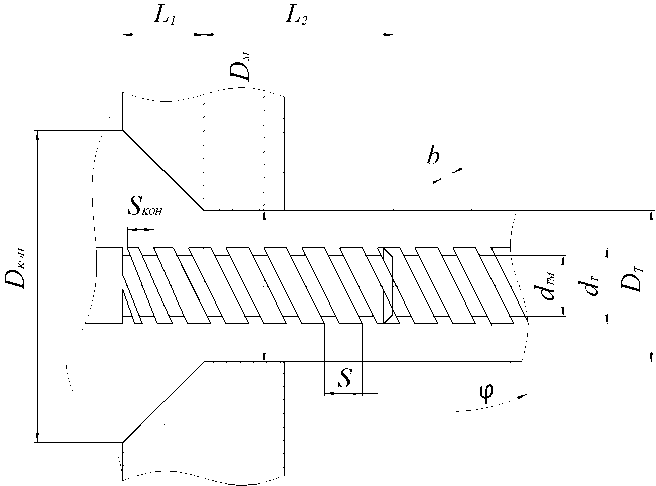
Рис. 2. Геометрические параметры системы «пресс-иглы – труба с внутренними винтовыми нарезами»
С целью обеспечения стабильности процесса прессования труб с внутренними винтовыми нарезами и сохранения качества внутренней поверхности изделия, предлагается выполнить на пресс-игле два участка нарезов с соответствующим шагом. Как показано на рис. 2, длина первого участка пресс-иглы L1 соответствует коническому участку матрицы, второго L2 – калибрующему и, соответственно, готовым нарезам на внутренней поверхности трубы.
Расчет геометрических параметров профилировки пресс-иглы необходимо производить против хода технологического процесса, начиная с готовой продукции. При этом исходными параметрами являются: диаметр трубы наружный D Т , диаметр трубы внутренний d T , шаг оребрения S , ширина ребра b , малый внутренний диаметр d ТМ .
Большой и малый диаметр пресс-иглы трубопрофильного пресса выбирают с учетом двойной толщины смазочного слоя [7] на внутренней поверхности трубы, соответственно:
д d T - 2 ( 0,05 ^ 0,25 )
d и = ; , (1)
1 - cT
_ d TM - 2 ( 0,05 ^ 0,25 )
d им = , _ , (2)
1 - cT где с – коэффициент линейного расширения металла пресс-иглы; T – температура нагрева пресс-иглы в процессе прессования (в среднем T принимают на 50 °С выше температуры сменяемой матрицы, т. е. для расчета T принимают равной 450 °С).
Ширина нарезов b0 на пресс-игле примерно равна сумме ширины ребра на внутренней поверхности трубы b и двойного слоя смазки. Шаг наре- зов S на калибрующем участке пресс-иглы должен соответствовать шагу оребрения на трубе готового размера.
Для предотвращения смятия винтовых ребер на внутренней поверхности трубы пресс-иглой, необходимо чтобы за время, равное периоду обращения пресс-иглы T П , труба перемещалась на расстояние одного шага S . Следовательно, скорость истечения металла трубы на выходе из матрицы должна определяться следующей зависимостью:
S иИСТ = ^ . (3)
T П
Согласно зависимости (3) угловая скорость вращения пресс-иглы ю ИГ определяется с учетом шага винтового оребрения:
, , - иИСТ
Как известно из теории прессования [8], для определения коэффициента вытяжки металла ц возможно использовать зависимость:
_ Цист ц , иПР
где и ПР - скорость прессования.
Таким образом, обеспечивается согласование скоростей вращения пресс-иглы и перемещения пресс-шайбы:
^ПР = . (6)
Известно [7], что коэффициент вытяжки при прессовании определяется отношением площадей поперечного сечения заготовки в распрессованном состоянии, определяемой с учетом диаметра участка пресс-иглы без нарезов dИ (как показано на рис. 1, в процессе прессования расположен внутри контейнера), и готового изделия. В свою очередь, площадь поперечного сечения готового изделия, в случае изготовления труб с внутренним винтовым оребрением, определяется площадью поперечного сечения пресс-иглы FИГ :
с _ П d И и с F ИГ = “4 йF HAP ,
где n – число нарезов; F НАР – площадь проекции
нареза на поперечное сечение пресс-иглы: b 1 2 F RAP = 2 J 0
произвольных размеров, соответствующая форме условного нареза на пресс-игле, и измерена ее площадь. Так, значение измеренной площади совпало с вычисленным по полученной зависимости, причем третьим, а тем более четвертым членом ряда можно пренебречь без допущения значимой ошибки.
Однако при выполнении операции подстановки зависимости (11) в зависимость (7), она получится громоздкой, что в очередной раз увеличивает трудоемкость расчетов. Поэтому вводится новое понятие – условный диаметр d УСЛ . Условный
d 2
—И + x2 dx — ab = 41
диаметр – это диаметр круга, равновеликого по площади поперечному сечению пресс-иглы:
b Jd 2 - b [2 + d 2 arcsin —
= - И 1 И d и где a = dИМ/2 ; значение величины b в явном виде измерению не поддается, так как винтовой нарез (канавка) проходит под углом к оси пресс-иглы, поэтому, как показано на рис. 3, b1 опреде-
ab 1 , (8)
d
УСЛ = п
4 п d И
к
—
—
b 17 224 d И 5
—
)) ab 1
))
ляется как b = b0/sin ф,
где b 0 - ширина нареза на пресс-игле, ф - угол
подъема винтовой линии [9]:

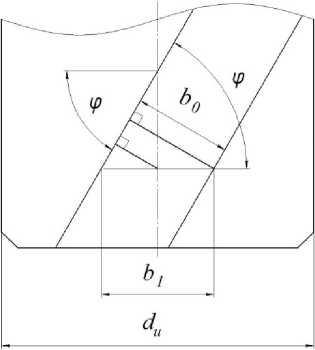
Рис. 3. Схема определения угла подъема винтовой линии (вид сверху)
Для снижения трудоемкости выполнения оперативных расчетов с использованием зависимости (8) предлагается разложить функцию вида ^d И/4 + x 2 в ряд Тейлора [10], проинтегрировав который, по-
лучим:
d И b b 3 b 5 b 7
F =--------- -— ab . (11)
НАР 2 12 d И 80 d И3 224 d И 5 1
Для подтверждения достоверности зависимости (11), в программном комплексе автоматизированного проектирования была построена фигура
b 15
b 13
d И b 1
ПI 2 12 d И 80 d И
—
—
—
.
Аналогичным способом несложно получить условный диаметр для пресс-игл с требуемой формой нарезов. Таким образом, коэффициент вытяжки металла при прессовании труб с внутренним винтовым оребрением определяется как
D2
^ = ^К
D Т 2
—
d И
—
d УСЛ
.
Как было показано ранее, пресс-игла имеет два участка нарезов, шаг на которых также отличен. Рассмотрим зависимость шага на участке пресс-иглы, соответствующем коническому участку матрицы. При этом в каждом поперечном сечении должна выполняться зависимость (4). Однако на коническом участке матрицы скорость течения металла в разных сечениях различна. В связи с этим, шаг S по длине пресс-иглы должен изменяться прямо пропорционально скорости течения металла:
5 = и ИСТ
S КОН где S КОН
, и КОН
– шаг нарезов на участке пресс-иглы,
соответствующем коническому участку матрицы;
и КОН - скорость истечения металла на длине ко-
нического участка матрицы.
Скорость истечения металла на длине конического участка матрицы зависит от площади поперечного сечения конусного канала, сквозь который он перемещается:
S
и Т _ D КОН
5 КОН и КОН D М
—
d УСЛ
—
2 , d УСЛ
где D КОН – диаметр конического участка матрицы.
Таким образом, шаг винтового оребрения S КОН на участке пресс-иглы, соответствующем коническому участку матрицы в любом ее сечении, определяется как
S
5 ( D Т2 d УУсл )
* КОН = п2 D КОН
—
d У2СЛ
.
Однако условный диаметр при изменении шага нарезов и угла подъема винтовой линии тоже изменяется, то есть формулу необходимо переписать в виде:
S ( D М - d УСЛ )
5 КОН = "Н, (17) DКОН d УК где dУК – условный диаметр участка пресс-иглы, соответствующего коническому участку матрицы (определяется по зависимости 12).
В качестве проверочного расчета шага винтового нареза рекомендуется определять величину ошибки:
A S = | 5 КОН - 5 КП | , (18) где S КП – поправочное значение шага винтового оребрения S КОН на участке пресс-иглы, соответствующем коническому участку матрицы в сечении соответствующего D КОН .
В случае если A S ^ 0, то есть ошибка мала, следует, что шаг рассчитан верно; в обратном случае необходимо повторное определение d УК , предварительно присвоив S КОН значение S КП .
Как показано в работе [11], с целью автоматизации процесса расчета геометрических параметров профилировки пресс-иглы и кинематических режимов процесса прессования труб с внутренним винтовым оребрением планируется последующее использование представленного алгоритма для разработки программного комплекса определения названных параметров.
Список литературы Определение геометрических параметров профилировки инструмента при изготовлении труб с внутренними винтовыми нарезами прессованием
- Pat. 3292408 USA, IPC B 21 C 37/20. Method of forming internally ribbed tubes/John R. Hill. -№ 376720; field 22.06.2964; patented 20.12.1966, Claims 5 (Cl. 72-283). -6 p
- Pat. 44-5317 Japan, IPC A 47 J 27/00, A 47 J 27/08. Method of forming ribbed shape/Kuroda Nobuyuki. -№ 42-85479; field 10.05.1967; patented 26.02.1969, Claims 5. -12 p
- Pat. 53-31823 Japan, IPC B 65 H 75/02, 43 B 011. Method of regenerating notch for holding initial yarn end of winding paper tube/Yamanaka Mitsuo. -№ 51-104238; field 02.09.1976; patented 25.03.1978, Claims 2. -7 p
- Каргин, В.Р. Процессы получения винтовых профилей и труб/В.Р. Каргин. -М.: Металлургия, 1994. -96 с
- А.с. 202856 СССР. МПК В 21 С. Устройство для прессования труб с оребрением/В.И. Кузьмин, В.Н. Степанов, Н.А. Бердашкевич. -№ 760902/22-2; заявл. 18.01.62; опубл. 28.09.67, Бюл. № 20. -4 с
- Старостин, Ю.С. Прессование ребристых труб/Ю.С. Старостин, В.Р. Каргин//Известия вузов. Черная металлургия. -1982. -№ 7. -С. 82-86
- Баричко, Б.В. Технология процессов прессования: учеб. пособие для самостоят. работы/Б.В. Баричко, Я.И. Космацкий, К.Ю. Панова. -Челябинск: Издат. центр ЮУрГУ, 2011. -70 с.
- Прессование стальных труб и профилей/Г.И. Гуляев, А.Е. Притоманов, О.П. Дробич, В.К. Верховод. -М.: Металлургия, 1973. -191 с.
- Аврутин, С.В. Фрезерное дело: учеб. для проф.-техн. училищ/С.В. Аврутин. -М.: Высш. шк., 1963. -542 с.
- Письменный, Д.Т. Конспект лекций по высшей математике: полный курс/Д.Т. Письменный. -М.: Айрис-пресс, 2009. -608 с.
- Космацкий, Я.И. Информационное обеспечение и управление технологическими процессами трубопрессового производства: учеб. пособие/Я.И. Космацкий, М.И. Гасленко, М.А. Тихонова. -Челябинск: Издат. центр ЮУрГУ, 2013. -45 с.
