Определение геометрических параметров ранее необработанных зон

Автор: Ботиров А.А.
Журнал: Экономика и социум @ekonomika-socium
Рубрика: Основной раздел
Статья в выпуске: 6-2 (97), 2022 года.
Бесплатный доступ
Расчетные характеристики надежности торовых фрез, оснащенных 5-гранными необработанными пластинами из механически упрочняемых твердых сплавов, сведены в табл. 3.10. Из данных видно, что гарантийный срок на плиты из твердого сплава Т15К6 примерно в 3 раза превышает Т (0,9) для плит из твердого сплава ВК8, а гарантийный срок на плиты из твердого сплава Т5К10 - Т (0,9) в 1,4 раза выше.
Испытания режущего инструмента на износ, деформацию, сравнительное сопротивление режущего инструмента
Короткий адрес: https://sciup.org/140299039
IDR: 140299039
Determination of the geometric parameters of previously untreated zones
The calculated reliability characteristics of torus cutters equipped with 5-sided raw inserts made of mechanically hardened hard alloys are summarized in Table. 3.10. It can be seen from the data that the warranty period for T15K6 hard alloy plates is approximately 3 times higher than T (0.9) for VK8 hard alloy plates, and the warranty period for T5K10 hard alloy plates is T (0.9) in 1, 4 times higher.
Текст научной статьи Определение геометрических параметров ранее необработанных зон
В существующих САМ системах (включая высшего уровня UNIGRAPHICS, CATIA, PRO/ENGINEER) ядро построения объектов основано на твердотельном моделировании (parasolid- формат X_T) и, чтобы осущест-вить управление режимами резания, необходимо производить пошаговое вычитание модели обрабатываемой детали от модели заготовки. Но модель заготовки САМ системами строится фасетами (формат STL), и по этой при-чине современные САМ системы не в состоянии производить булевские опе-рации. Даже если допустить, что форматы детали и заготовки (от предыду-щей операции) будут совпадать, системе придется выполнять пошаговое определение срезаемого объема, что значительно увеличит время расчета управляющей программы.
При разработке управляющей программы САМ системы рассчитывают только траекторию движения инструмента. Технологом-программистом за-даются следующие параметры:
-
□ рабочая подача;
-
□ подача первого реза;
-
□ подачи врезания и отвода инструмента;
-
□ ускоренные подачи;
-
□ частота вращения шпинделя.
Следует заметить, что значения этих параметров, не меняется в процессе отработки управляющей программы.
В этой связи возникает необходимость разработки нового способа, по-зволяющего воздействовать на процесс формообразования покадровым управлением режимами резания на любом участке обрабатываемой поверх-ности.
Для этого необходимо, чтобы система ЧПУ решала следующие задачи:
-
□ определяла изменение геометрических параметров зоны обработки;
иводя их значение к оптималь-ным, на произвольном участке обрабатываемой поверхности.
Решение данных задач позволит обеспечить стабилизацию силовых пара-метров, влияющих на точность и качество обрабатываемых вогнутых фасон-ных поверхностей при чистовом объемном фрезеровании.
При объемном фрезеровании вогнутых фасонных поверхностей сферическими фрезами, движение инструмента обычно назначается по нормали к обрабатываемой поверхности. Данный способ позволяет уменьшить число рабочих и холостых движений, а также повышает точность и качество механической обработки. Траектория движения инструмента при объемной обработке представляет собой сплайн.
Для того, чтобы определить величину максимально возможного при-пуска, который формируется около впадины обрабатываемой поверхности, необходимо знать, по какой траектории движется инструмент. Однако со-временные системы САМ такой анализ автоматически не производят, для этого необходимо дополнительно строить сечения поверхности, что требует дополнительных затрат. Из работы Исходя из этого, будем считать, что параметр максимально возможного припуска одинаков для любого типа конического сечения, а так как математические преобразования с параболой проще воспринимаются системами ЧПУ и пара-метр максимального припуска формируется именно для сечений типа пара-болы, то расчет максимально возможного припуска произведем для парабо-лического участка.
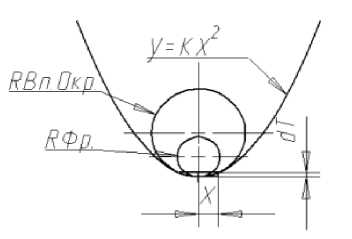
Рис.1. Схема расчета параметров параболы
Уравнение параболы:
y=kx2.
На участке параболы, который зависит от точности обработки ΔT мож-но построить окружность радиусом RВп*Окр. Из производственного опыта из-вестно, что максимальный радиус инструмента для обеспечения процесса ре-зания без дробления, должен быть меньше радиуса вписанной окружности в 1,1 раза. Следовательно, по построению Рис.1, коэффициент параболы k –зависит от радиуса сферы применяемого инструмента.

Из уравнения параболы:
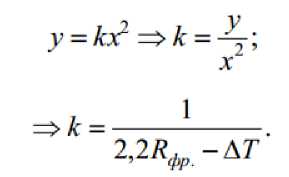
Окончательный получистовой переход выполняется цилиндрической фрезой, диаметр которой равен диаметру сферической чистовой фрезы. Следовательно, максимальное значение нарастающего припуска при обработке симметричной параболы определяется по выражению:

Выражение (2.5) рассчитывает параметр максимально возможного припуска, который может сформироваться при черновой обработке цилиндрической фрезой, при условии, что диаметр цилиндрической фрезы равен диаметру сферической.
Список литературы Определение геометрических параметров ранее необработанных зон
- Botirov, Alisher Akhmadjon Ugli, & Turgunbekov, Akhmadbek Makhmudbek Ugli (2021). INVESTIGATION OF PRODUCTIVITY AND ACCURACY OF PROCESSING IN THE MANUFACTURE OF SHAPING EQUIPMENT. Oriental renaissance: Innovative, educational, natural and social sciences, 1 (11), 435-449.
- Валихонов, Д. А. У. Алишер Ахмаджон Угли Ботиров, Зухриддин Носиржонович Охунжонов, & Равшан Хикматуллаевич Каримов (2021). ЭСКИ АСФАЛЬТО БЕТОННИ КАЙТА ИШЛАШ. Scientific progress, 2(1), 367-373.
- Хусанбоев Абдулкосим Мамажонович, Ботиров Алишер Ахмаджон Угли, & Абдуллаева Доно Тошматовна (2019). Развертка призматического колена. Проблемы современной науки и образования, (11-2 (144)), 21-23.
- Усманов, Д. А., Умарова, М. О., Абдуллаева, Д. Т., & Ботиров, А. А. У. (2019). Исследование эффективности очистки хлопка-сырца от мелких сорных примесей. Проблемы современной науки и образования, (11-1 (144)).
- Ravshan, K., & Nizomiddin, J. (2020). INCREASING EFFICIENCY OF PRODUCTION OF MACHINE PARTS USING A COMBINED BLADE TOOL. ACADEMICIA: An International Multidisciplinary Research Journal, 10(5), 445-448.
- Холмурзаев, А. А., & Охунжонов, З. Н. (2019). ДВИЖЕНИЕ ЛЕТУЧКИ ХЛОПКА-СЫРЦА В ЗОНЕ ОТ ВЕРШИНЫ КОЛКА ДО ОТРАЖАЮЩЕГО КОЗЫРЬКА. Проблемы современной науки и образования, (11-2), 19-21.
