Определение контактного давления при прокатке двутавровых профилей в универсальном балочном калибре

Автор: Шварц Данил Леонидович, Непряхин Сергей Олегович, Шилов Владислав Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 2 т.16, 2016 года.
Бесплатный доступ
Представлено решение задачи об определении контактных давлений и усилий прокатки в универсальном калибре на основе использования физических уравнений связи напряженного и деформированного состояния металла в очаге деформации. Для определения напряженного и деформированного состояния металла при прокатке двутаврового профиля в универсальном четырехвалковом калибре была поставлена и решена задача с применением вариационного принципа минимума полной мощности. При этом деформация шейки и фланцев рассматривалась как прокатка прямоугольных полос на гладкой бочке валков, причем принималось, что обжатие фланцев происходит только со стороны вертикального валка. По результатам решения такой задачи с использованием известных положений механики были определены компоненты тензора скорости деформации и интенсивность деформации сдвига. Разработан новый теоретический метод расчета контактных давлений и усилий прокатки при прокатке двутавровых профилей в универсальном балочном калибре. Достоверность метода подтверждена результатами экспериментальной проверки. Разработанный метод определения контактных давлений и сил прокатки реализован в виде программ расчетов на персональном компьютере с использованием вычислительного пакета Mathcad. С целью экспериментальной проверки этого метода проведены расчеты для условий прокатки двутавровых профилей № 35Б1, 40К2 и 45Б2 из стали 15ХСНД на универсальном балочном стане ОАО «НТМК». Полученные расчетные данные сравнивались с результатами экспериментальных исследований; среднестатистическая погрешность расчетов составляет 6,4 %.
Универсальный балочный калибр, двутавровый профиль, контактное давление, усилие прокатки
Короткий адрес: https://sciup.org/147157026
IDR: 147157026 | УДК: 621.771.261:621.771.014.2 | DOI: 10.14529/met160213
Determination of contact pressure during double-t section rolling in a universal beam groove
Solution of the problem of determining contact pressures and rolling forces in a universal groove is presented using physical equations of linking stressed and strained states of metal in the deformation zone. The variational principle of full power minimum was used to state and solve the problem of determining stressed and strained states of metal during rolling a double-T section in a universal four-roll groove. Deformation of the neck and flanges was considered as rolling of rectangular beams on a smooth surface of rolls, assuming that drafting of flanges occurs from the vertical roll direction only. From the solution of this problem the components of the strain rate tensor and intensity of shear deformation were determined using known conditions of mechanics. A new theoretical method of calculation of contact pressures and rolling forces during rolling double-T sections in a universal beam groove was developed. Its reliability is confirmed by the results of experimental tests. The method of determination of contact pressures and rolling forces was implemented as a Mathcad software package program for calculations on a personal computer. Calculations of rolling double-T sections No. 35B1, 40K2 and 45B2 made of 15KhSND steel at a universal beam mill of JSC “NTMK” were performed for the experimental verification of this method. Comparison of calculated data with the results of experimental studies revealed an average error of 6.4 %.
Текст научной статьи Определение контактного давления при прокатке двутавровых профилей в универсальном балочном калибре
Наиболее эффективным способом производства двутавровых профилей различного типа (балочных, широкополочных, колонных и др.) является прокатка на современных универсальных рельсобалочных станах, снабженных универсальными балочными клетями (рис. 1) [1, 2]. При проектировании и освоении технологических режимов прокатки таких изделий необходимо рассчитывать давление и усилия прокатки на горизонтальные и вертикальные валки универсального балочного калибра. Используемые для этого известные теоретические методы расчета давлений и сил базируются в основном на совместном решении упрощенных дифференциальных уравнений равновесия и уравнения пластичности [2–4]. Применяемые в указанных методах гипотезы, допущения и эвристические приемы снижают точность определения
контактных давлений и усилий деформации, что требует корректировки и доработки рассчитанных технологических режимов при их освоении в производственных условиях.
Наиболее точные результаты могут быть получены на основе анализа полной системы уравнений теории пластичности [5]. Ниже представлено решение задачи по определению контактных давлений и усилий прокатки в универсальном калибре на основе использования физических уравнений связи напряженного и деформированного состояния металла в очаге деформации.
Для определения напряженного и деформированного состояния металла при прокатке двутаврового профиля в универсальном четырехвалковом калибре (рис. 2) была поставлена и решена задача с применением вариационного принципа
УК1 ВК УК2 УКВ

Рис. 1. Схема расположения рабочих клетей современного типового рельсобалочного стана: 1 и 2 – обжимная и черновая реверсивные клети дуо; 3 – чистовая непрерывно-реверсивная группа: УК1, УК2 универсальные реверсивные клети; УК3 – чистовая нереверсивная клеть; ВК – двухвалковая сдвигаемая вспомогательная клеть
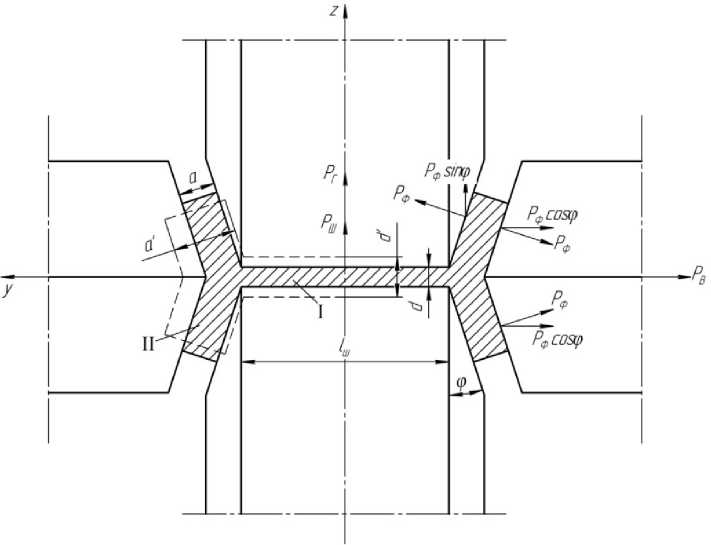
Рис. 2. Схема прокатки двутаврового профиля в универсальном калибре и обозначение сил, действующих на горизонтальные и вертикальные валки (пунктирной линией показана ½ часть задаваемого профиля)
минимума полной мощности [6]. При этом деформацию шейки I и фланцев IIрассматривали как прокатку прямоугольных полос на гладкой бочке валков, причем полагали, что обжатие фланцев происходит только со стороны вертикального валка. По результатам решения такой задачи с использованием известных положений механики [5] определили компоненты тензора скорости деформации р у и интенсивность деформации сдвига Н . С учетом этого, физические уравнения связи напряженного и деформированного состояния для изотропной среды записывают в виде [5]:
о j —о5 у = ( Р j —Р5 j /3)2 T / Н , (1)
где Т - интенсивность касательных напряжений.
В системе уравнений (1) имеем 6 неизвестных и всего 5 независимых уравнений, поскольку среднее напряжение о = о ii / 3 . Поэтому, система уравнений (1) является незамкнутой. Чтобы замкнуть эту систему, использовали выражение для интенсивности касательных напряжений Т . Поскольку задачу решали для жесткопластической среды, то Т = т 5 , и следовательно, с учетом зависимости Т от компонентов тензора напряжений [5] сопротивление деформации металла на сдвиг
ts Т Вв. (2)
S 6
где
B = (°xt — о )2 + (о —о )2 + (о —о)2 + xx yy yy zz zz xx
+ 6(о2 + о2 + о^) .
xy yz zx
Путем несложных преобразований в системе уравнений (1) получим выражения для 5 неизвестных компонентов тензора напряжений:
о хх
о yy
о
xy
о yz
о zx
=т5 (3р хх+р yy — Н
р zz );
^ (э р хх + 5 р yy + р zz );
= 2т5 р •
Н р xy ;
= 2Т5 р •
н р yz ;
= 2Т5 р
Н z" . .
Для нахождения последнего компонента тен-
зора о zz использовали уравнение (2), в результате
чего получили
о zz
( о yy + о хх ) + У ( о yy + о хх ) 2 + 4 A
где A = 3 т 5
22 222
— о — о + о о — 3(о + о + о ) .
xx yy xx yy xy yz zx
Полученные выражения (3) и (4) позволили определить все 9 компонентов тензора напряжений (с учетом парности касательных напряжений). Сопротивление металла сдвиговой деформации т 5 определяли методом термомеханических коэффициентов [7].
Для определения напряжений, действующих на произвольной площадке поверхности контакта (положение которой определяется нормалью), раз-
Обработка металлов давлением ложили вектор полного напряжения р на три со- ставляющие [5]:
Px = g nx + g nv + сП; ; x xx x xy y xz z
P y = ^ xy n x +C yy n y +G yz n z ; P z = ^ xz n x +C yz n y +C zz n z ,
где nx, ny, nz – направляющие косинусы, определяющие положение площадки относительно осей координат.
В нашем случае направляющие косинусы равны
X л 1 h - h nx = —, nv = 0, nz =-1 +------. (6)
x R y z R
Направляющие косинусы (6) единичной нор мали удовлетворяют условию nX + ny + nz = 1 в каждой точке поверхности контакта.
Подставляя выражения (6) в систему уравнений (5), нашли каждую составляющую и опреде- лили полное контактное напряжение в точке
P = Pp + + P y + P z .
Среднее контактное давление определили в результате интегрирования давления в точке по поверхности контакта Sk и деления на площадь контактной поверхности
JJ PdS k
P ср J S ' (8)
S k
Средние нормальные напряжения рассчитывали с учетом напряжений контактного трения ттр отдельно в зоне отставания Sот и опережения Sоп pnср
\ P ср Т тр ,
где т тр = ^т S (v - показатель трения [2]).
Зная нормальные напряжения в каждой зоне очага деформации, находили усилия, действующие на шейку Р ш и фланцы Р ф (см. рис. 2) по общей формуле
P = JJ P n ср ■ V 1 + ( h ( X )')2 dS от + от
+ JJ P n ср^/ 1 + ( h ( x )')2 dS оп . (10)
S оп
При определении полного усилия на горизонтальный валок учитывали вертикальную составляющую силы, действующей со стороны фланца Р ф sin ф (см. рис. 2):
Р г = Р ш + 2 Р ф sin ф . (11)
Горизонтальное усилие, действующее на вертикальный валок, определили с учетом угла наклона фланца ф (0 < ф < п /4)
Р в = 2 Р ф COS Ф . (12)
При этом полагали, что силы Рф , действую- щие на конических поверхностях вертикального и горизонтального валков равны.
Разработанный метод определения контактных давлений и сил прокатки был реализован в виде программ расчетов с использованием вычислительного пакета Mathcad на персональном компьютере. С целью экспериментальной проверки этого метода расчеты проводили для условий прокатки двутавровых профилей № 35Б1, 40К2 и 45Б2 из стали 15ХСНД на универсальном балочном стане ОАО «НТМК». Полученные расчетные данные сравнивали с результатами экспериментальных исследований [8, 9], оценивая сходимость расчетных и опытных данных по формуле A P = ( Р рас - Р оп)/ Р оп , %.
Результаты такого анализа представлены в таблице. Как видно, результаты расчетов имеют
Расчетные и опытные данные при прокатке двутавровых профилей в универсальной клети ГУК-2 УБС ОАО «НТМК»
Выводы
-
1. Разработан новый теоретический метод расчета контактных давлений и усилий прокатки в универсальном балочном калибре, основанный на использовании физических уравнений связи напряженного и деформированного состояния металла в очаге деформации.
-
2. Достоверность разработанного метода подтверждена результатами экспериментальной проверки.
-
3. Новый метод рекомендуется применять при расчете калибровок валков и технологических режимов прокатки двутавровых профилей на рельсобалочных и сортовых станах, снабженных универсальными клетями.
Список литературы Определение контактного давления при прокатке двутавровых профилей в универсальном балочном калибре
- Огородников, С.И. Освоение производства фасонного проката на универсальном рельсобалочном стане/С.И. Огородников, А.Е. Попов, О.В. Загуменнов//Сталь. -2013. -№ 11. -С. 46-47.
- Смирнов, В.К. Калибровка прокатных валков: учеб. пособие для вузов/В.К. Смирнов, В.А. Шилов, Ю.В. Инатович -М.: Теплотехник, 2008. -490 с.
- Теория прокатки: справ./А.И. Целиков, А.Д. Томленов, В.И. Зюзин и др. -М.: Металлургия, 1982. -335 с.
- Грицук, Н.Ф. Давление металла на валки при прокатке широкополочных балок в универсальных клетях/Н.Ф. Грицук, В.В. Пудинов, Н.А. Толстопятый//Сортопрокатное производство: тр. УкрНИИМета. -М.: Металлургия, 1970. -Вып. 18. -С. 20-27.
- Колмогоров, В.Л. Механика обработки металлов давлением: учеб. для вузов/В.Л. Колмогоров. -Екатеринбург: Изд-во Уральского государственного технического университета -УПИ, 2001. -836 с.
- Непряхин, С.О. Закономерности течения металла и силовых воздействий при прокатке двутавров в универсальных калибрах/С.О. Непряхин, В.А. Шилов, Д.Л. Шварц//Сталь. -2014. -№ 11. -С. 29-33.
- Зюзин, В.И. Механические свойства металлов и сплавов при обработке давлением: справ./Зюзин В.И., Третьяков А.В. -Челябинск: Металл, 1993. -368 с.
- Экспериментальное исследование процесса прокатки широкополочных двутавровых балок на универсальном стане/А.Н. Скороходов, Б.М. Бойко, И.Я. Тарновский и др.//Изв. Вузов. Черная металлургия. -1968. -№ 9.-C. 114-118.
- Митрофанов, А.А. Анализ производства двутавровых профилей на универсальном балочном стане/А.А. Митрофанов, В.К. Смирнов//Металлург. -2005. -№ 5. -С. 59-61.
