Определение напряженного состояния и усилия деформации шарообразных заготовок в закрытой матрице

Автор: Ашкеев Ж.А., Андреященко В.А., Абишкенов М.Ж., Буканов Ж.У.
Статья в выпуске: 4, 2021 года.
Бесплатный доступ
На современном этапе развития науки и техники актуальной является проблема повышения качества металлоизделий путем интеграции методов интенсивного пластического деформирования в действующие технологические процессы. Интенсивное пластическое деформирование позволяет получать высококачественные наноструктурированные металлические материалы с привлекательным комплексом свойств за счет насыщения металла дефектами наноуровня. Заготовки с шарообразным утолщением с двумя отростками по краям являются распространенной формой металлопродукции. Для изготовления таких металлоизделий использован эффект взаимного влияния всестороннего сжатия и равноканального углового прессования в устройстве для реализации равноканального углового прессования в закрытой матрице. Разработан теоретический подход к определению напряженного состояния и усилия деформации шарообразных заготовок в закрытой матрице. Для этого использовали комплексный подход определения напряженного состояния и усилия деформирования методом линий скольжения и компьютерного моделирования в программном комплексе Deform-3D. Анализ результатов напряженного состояния заготовок, полученных методом линий скольжения, показал, что формируется равномерное напряженное состояние с преобладанием максимальных сжимающих напряжений. Сочетание последних с угловым выдавливанием металла в боковые каналы матрицы прогнозирует получение заготовок с субультрамелкозернистой и/или наноструктурой. Методом совместного решения дифференциальных уравнений равновесия и условия пластичности, а также компьютерного моделирования определено деформирующее усилие заготовок на конечной стадии деформирования при вытекании металла в боковые каналы матрицы. Анализ полученных результатов показывает, что значение усилия деформирования, полученное двумя методами, является сопоставимым с отличием до 2 %, что подтверждает правильность полученных данных.
Деформация, равноканальное угловое прессование, напряженное состояние, компьютерное моделирование, линии скольжения, усилие деформации, интенсивная пластическая деформация
Короткий адрес: https://sciup.org/146282383
IDR: 146282383 | УДК: 621.771 | DOI: 10.15593/perm.mech/2021.4.01
Determination of the stress state and the force of deformation of ball-shaped billets in a closed matrix
At the present stage of development of science and technology, the problem of improving the quality of metal products by integrating methods of severe plastic deformation into existing technological processes is urgent. Intense plastic deformation makes it possible to obtain nanostructured metallic materials with improved quality and an attractive set of properties due to the saturation of the metal with nanoscale defects. Spherical billets with two ends along the edges are a common form of metal products. For the manufacture of such metal products, the effect of mutual influence of all-round compression and ECAP pressing in a device for the implementation of equal-channel angular pressing in a closed matrix was used. The purpose of this study is to develop a theoretical approach to determining the stress state and deformation force of spherical blanks in a closed matrix. To achieve this goal, an integrated approach was used to determine the stress state and deformation force by the method of slip lines and computer simulation in the Deform-3D software package. Analysis of the results of the stress state of the workpieces obtained by the slip line method showed that a uniform stress state is formed with a predominance of the maximum compressive stresses. The combination of the latter with angular metal extrusion into the lateral channels of the matrix predicts the production of workpieces with sub-ultrafine-grained and/or nanostructure. By the method of joint solution of differential equations of equilibrium and plasticity conditions, as well as computer modeling, the deforming force of the blanks at the final stage of deformation, when the metal flows out into the lateral channels of the matrix, is determined. The analysis of the obtained results shows that the value of the deformation force obtained by the two methods is comparable with a difference of up to 2 %, which confirms the correctness of the obtained values.
Текст научной статьи Определение напряженного состояния и усилия деформации шарообразных заготовок в закрытой матрице
ВЕСТНИК ПНИПУ. МЕХАНИКА № 4, 2021PNRPU MECHANICS BULLETIN
Интенсификация исследований в области машиностроения и металлургии формирует потребность в технологиях, обеспечивающих новый уровень техникоэксплуатационных свойств металлоизделий. В первом упрощении, последнее регламентируется уровнем и соотношением прочностных и пластических характеристик. Известно [1], что существенного увеличения прочности металлов и сплавов можно достичь двумя основными путями:
-
1) снижением количества несовершенств кристаллического строения;
-
2) насыщением дефектами наноуровня, препятствующими движению дислокаций.
Стоит отметить, что наибольшую эффективность и распространенность при реализации второго метода упрочнения получили методы интенсивного пластического деформирования [2–10].
Материалы, полученные методами интенсивного пластического деформирования (ИПД), обладают повышенным уровнем прочностных характеристик [11, 12], достаточной пластичностью [13, 14], высокими коррозионной стойкостью [15, 16], ударной вязкостью, износостойкостью и др. [17, 18]. Такие материалы обладают, как правило, субультрамелкозернистой (СУМЗ) и/или наноструктурой [19, 20].
Внедрение инновационных методов ИПД в типовой технологический процесс получения различных металлоизделий уже имеет подтвержденный опыт. Однако эта интеграция связана с рядом ограничений. Основные ограничивающие факторы и пути их преодоления приводят авторы работы [21, 22]. В работе [23] выполнена оценка возможности интеграции технологии равноканального углового прессования в метизное производство. Авторами работы [24] ведется разработка группы импортозамещающих сплавов для производства ультрахладостойкого наноструктурированного листового проката, причем реализация технологии планируется на действующем толстолистовом стане 5000. Обработку методами ИПД трубных заготовок предлагают авторы работы [25].
Таким образом, разработка новых инновационных технологий, способных к эффективной интеграции в действующее производство, и обеспечивающих придание уникальных свойств получаемым материалам и металлоизделиям является актуальной, требующей поиска новых путей проблемой.
1. Материалы и методы
Цель настоящего исследования заключается в разработке теоретического подхода к определению напряженного состояния и усилия деформации шарообразных заготовок в закрытой матрице.
Получение поковок с формой и размерам, максимально приближенной к форме готовых изделий, обеспечивает снижение затрат на производство металлопродукции. Следует отметить, что в формообразующих штампах невозможно реализовать многоцикловую обработку для получения качественных поковок и деталей. Поковки после горячей объемной штамповки имеют волокнистую структуру, часто на участках облоя наблюдаются перерезанные волокна. Поэтому для придания поковке и соответственно деталям требуемых свойств целесообразно применение предварительной многоцикловой обработки.
Широкое распространение в технике имеют изделия с утолщениями на одном или двух участках исходной заготовки, например заготовки с шарообразным утолщением с двумя отростками по краям. Для изготовления таких металлоизделий и в целях развития интеграции процессов наноструктурирования в промышленное производство решено использовать эффект взаимного влияния всестороннего сжатия и равноканального углового прессования (РКУП) в ранее разработанном устройстве для реализации РКУП в закрытой матрице [26].
Закрытая трехканальная матрица для многоцикловой обработки исходных заготовок состоит из следующих элементов: обоймы (на рисунке не показана); сферических полуматриц 1 и 2 ; 3 – боковых пуаноснов; 4 – центрального пунсона (рис. 1).
Многоцикловая обработка заготовок в закрытой трехканальной матрице осуществляется следующим образом:
а) цилиндрическая заготовка 5 устанавливается в нижнюю полость полуматрицы 2 через верхнее отверстие полуматрицы 1;
б) затем верхним центральным пуансоном заготовка осаживается до заполнения полости полуматриц и вытекания излишка металла в боковые отверстия;
в) после штамповая оснастка кантуется на 900, и вытесненный металл в боковые отверстия деформируется в обратном направлении, с вытеканием металла в верхнее отверстие полуматрицы.
2. Описание эксперимента
Далее цикл деформирования повторяется до получения субультрамелкозернистой и/или наноструктуры.
В исследовании используются матрицы и заготовки со следующими размерами: радиус шара равен 15 мм, диаметры отростков равны d от = 20 мм, диаметр исходной заготовки d з = 20 мм.
Объем исходной заготовки V з определяем через объем шара V ш, с учетом объемов отростков V от, вытекающих в отверстия, т.е.
V з = V ш + V от ,
Отсюда объем исходной заготовки равен:
Vз = (4/3) πR3+3 (π/4) dотhот, где R радиус шара, который равен 15 мм, диаметры отростков равны dот = 20 мм, высота отростков составляет hот = 10 мм, тогда, подставляя эти значения, получим:
V з = 23550 мм3.
Принимая диаметр исходной заготовки d з = 20 мм, высота исходной заготовки h з будет равна:
h з = V з / F з = 75 мм.
Таким образом, для обработки шарообразных заготовки принимаем исходную заготовку размерами d з = 20 мм, h з = 75 мм.
Возможность получения заготовок с СУМЗ или НС можно предварительно спрогнозировать путем оценки напряженного состояния в очаге пластической деформаций при деформировании в закрытой трехканальной матрице.
Для этого строим поле линий скольжения (л.с.) в очаге пластической деформации заготовки в момент вытеснения металла в боковые отверстия матрицы (рис. 1).
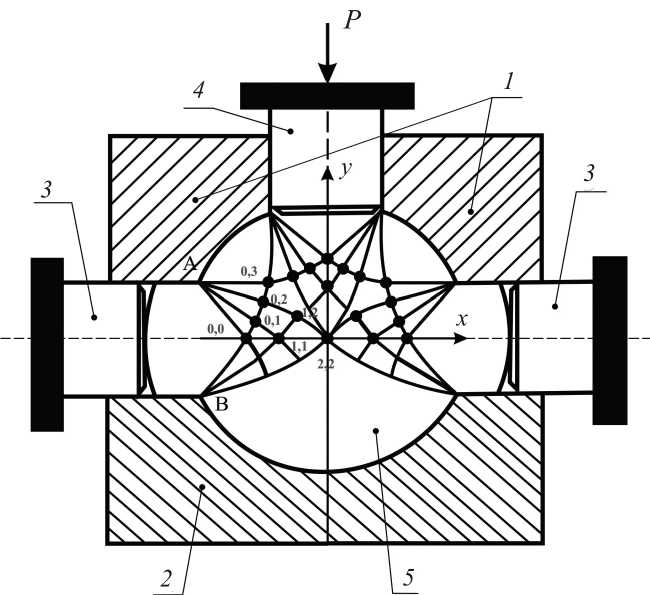
Рис. 1. Закрытая матрица для деформирования заготовки и поле линий скольжения в очаге пластической деформации: 1 – верхний полусферический штамп; 2 – нижний полусферический штамп; 3 – боковые пуансоны;
4 – верхний пуансон; 5 – заготовка
-
Fig. 1. Closed matrix for deformation of the workpiece and the field of sliding lines in the focus of plastic deformation: 1 – upper hemispherical stamp; 2 – lower hemispherical stamp;
-
3 – side punches; 4 – top punch; 5 – blank
На выходе металла из очага деформации в боковые отверстия матрицы, т.е. на участке А и В, нормальные напряжения определим из следующего условия:
σ х = 0, σ у = –σ* т .
Среднее напряжение на этом участке: σ ср = (σ х +σ у )/2 = = –0,5σ* т , где σ* т – сопротивление деформации металла при определенных деформационно-скоростных и температурных условиях.
Среднее напряжение в соседних узловых точках 0,1; 0,2 и 0,3 определим через соотношения Генки [27]:
σ0.i = σ00 – 2k (Δθ), где σ0.i – среднее напряжение в узловых точках 0.i поля л.с., i = 1,2,3…, например, σ01 и σ0.2 среднее напряжение вдоль узловых точек 0,1 и 0,2; k – постоянная пластичности или предел текучести на сдвиг; Δθ – шаг угла поворота л.с. при переходе от одной узловой точки к другой, например, при переходе из точки 0,0 в точку 0,1 шаг бу-π дет равен Δθ = θ0.1 – θ0.0 =12 рад., где θ0.1 и θ0.0 – соответственно углы наклона л.с. к главным осям в узловых точках 0,1 и 0,0. Отсюда среднее напряжение в узловой точке 0,1 составляет:
σ 01 = –0,5σ* т – 2 k ( Δ θ ) , в остальных узловых точках :
σ0. i = –0,5 σ*т – 2 k · ∆θ = –σ*т (0,5+ 1 π 2 ).
Постоянную пластичности k выразим через сопротивление деформации σ т *, т.е. через соотношение k = 0,5·σ т *. Сопротивление деформации определим через предел текучести материала σ т и соответствующие коэффициенты с помощью соотношения: σ т * = σ т · n ε · n σ · n β , где n ε – деформационный коэффициент, n σ – коэффициент, учитывающих схему напряженного состояния, n β – коэффициент, учитывающий схему плоского деформированного состояния, равный 1,15 (коэффициент Лодэ). Предел текучести алюминиевой заготовки принимаем в пределах 57–63 МПа. Тогда, умножая соответствующие значения коэффициентов на σ т , получим:
σ т * = 63·1,5·1,4·115, = –152,145 МПа.
Отсюда среднее напряжение в узловых точках 0,1; 0,2 и 0,3 после подстановки значения сопротивления деформации составит:
σ 0.1 = –σ* т (0,5+1 π 2) = –115,8 МПа,
σ 0.2 = –σ* т (0,5+ 122 π ) = –178,57 МПа,
σ 0.3 = –σ* т (0,5+ 1 3 2 π ) = –195,50 МПа.
Анализ результатов показывает, что в очаге деформации превалируют сжимающие напряжения, что способствует интенсификации пластической деформации и прогнозирует эффективное измельчение зерен металла. При этом средние значения напряжений в зонах заготовки от выхода в боковые каналы матрицы и до центральной зоны заготовки увеличиваются. Возникновение в очаге деформаций, в частности в центральной зоне, сжимающих напряжений вполне справедливо, так как металл будет находиться в состоянии всестороннего сжатия со стороны стенок матрицы. Сочетание эффекта всестороннего сжатия и углового выдавливания металла в боковые каналы матрицы способствует получению СУМЗ и НС заготовок.
Следующим этапом исследования напряженного состояния металла при деформировании в закрытой матрице является компьютерное моделирование. На рис. 2 приведены результаты компьютерного моделирования процесса деформирования заготовок в трехканальной закрытой матрице. Из данных рис. 2 можно заметить идентичность формы очага деформации, построенного методом линий скольжения и полученного компьютерным моделированием. Значения средних напряжений, полученные методом линий скольжения и компьютерным моделированием, находятся в сопоставимом диапазоне и показывают хорошую сходимость. В очаге деформации превалируют сжимающие напряжения со значениями –63 ÷ –192 МПа. Такой характер напряженного состояния является благоприятным для эффективного измельчения зерна в результате деформирования и, следовательно, улучшения комплекса механических и эксплуатационных характеристик получаемых металлоизделий.
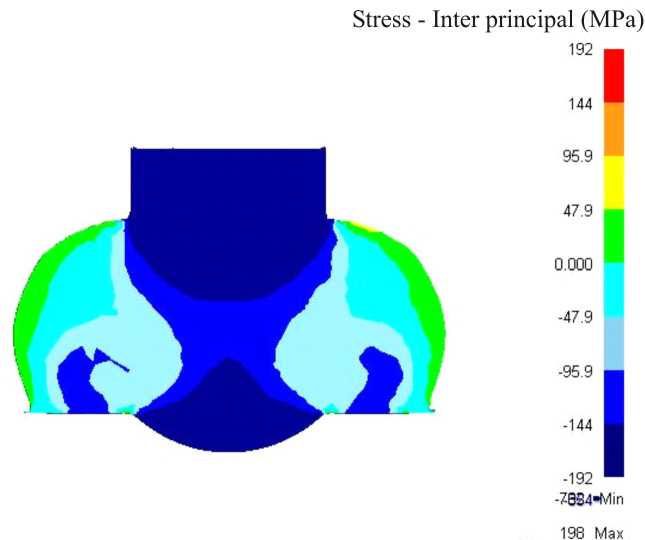
Рис. 2. Распределение среднего напряжения в очаге деформации, полученное компьютерным моделированием
-
Fig. 2. Distribution of mean stress in the deformation zone, obtained by computer simulation
Следующей задачей настоящего исследования является определение деформирующего усилия при деформации в закрытой матрице. Деформирующее усилие определяем в момент вытекания металла в боковые каналы матрицы, т.е. после заполнения всей полости матрицы металлом за счет воздействия верхнего пуансона, расположенного в верхнем отверстии полуматрицы.
Определение усилия деформирования на начальной стадии процесса нецелесообразно, так как на этой стадии осуществляется осаживание заготовки до полного заполнения полости матрицы и вытекания металла в боковые отверстия, в связи с чем усилие на начальном этапе деформирования будет недостаточным для преодоления сопротивления деформации на конечном этапе. Для определения усилия деформирования применим метод совместного решения дифференциальных уравнений и ус- ловия пластичности [28]. Решение производим по методике А. Целикова, изложенное в работе [29], для определения контактных напряжений и усилия прокатки.
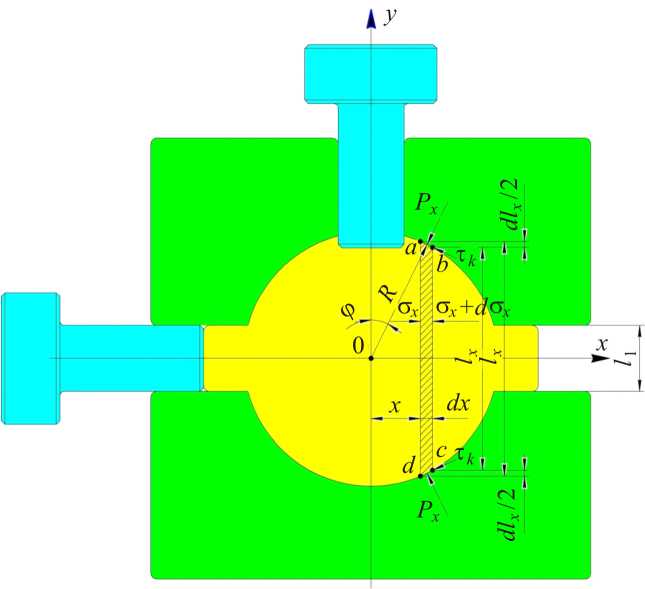
Рис. 3. Условия равновесия элемента abcd при определении усилия деформирования заготовки в закрытой матрице
-
Fig. 3. Equilibrium conditions for the abcd element in determining the deformation force of the workpiece in a closed matrix
Из уравнения равновесия элемента abcd (рис. 3), можно записать следующее:
Σx = 0. σх* (lx+ dlx) – (σx+ dσx)*lx – 2τкcosφ x – cosp
2 p x sinφ dx = 0, где * ( l x + dl x ) = L x (рис. 3).
cos p
Раскрывая скобки, пренебрегая бесконечно малыми высшего порядка и после преобразования, получим:
σ xdlx – d σ xlx – 2τк dx – 2 px tgφ dx = 0.
dl
Учитывая, что tgφ = х и τ = fр получим: 2 dx
σxdlx – dσxlx – 2fрхdx – 2px dlх dх = 0, сократив на lx: 2dx dl σx x lx
2 fР dx dl
– d σ x – х – р x x
I ■ / хx
= 0.
Заменяя дугу элемента хордой, из следующего гео метрического соотношения l ~ R - 0,5—x, определим R dx = - ^x^ , где 2R = D - диаметр обрабатываемого l1
шара, можно записать следующее:
dl D dl dl
σ x x – dp x + 2 fр х x – р x x = 0.
l x l 1 l x l x
2 fD
Вводя следующее обозначение: s = , а также ис- l1
пользуя условие пластичности: px – σx = σт*, которое после дифференцирования примет следующий вид: dpx = dσx, подставляя в предыдущее уравнение, получим следующее: dl dl
(σ – р ) x – dp + р s = 0, после преобразова-lx lx ния можно представить так:
(рхs – σт*) x – dpx = 0, после разделения перемен-lx ных и интегрирования примет вид:
( р х s – σ т * ) = С 0 lxs .
Постоянную C 0 находим из следующих граничных условий: при lx = 0,5 l 1 , рx = –σт*, выражая его из последнего и подставляя в предыдущее уравнение, окончательно получим:
*
р х = –
^ т ( - + 1 ) (f) - - 1. sl
s
Таким образом, получили уравнение, описывающее распределение контактных напряжений для диапазона заготовки от области выхода металла в боковые отверстия полуматриц до контактной поверхности верхнего пуансона. Допустим, обрабатывается шарообразная заготовка диаметром D = 35 мм. Например, при lx = 0,511 = 0,5• 25 = 12,5 мм,px = - от* = - 174,5 МПа, при lx = R = 17,5 мм, f = 0,5, s = 1,4, контактное давление на верхнем пуансоне составит: рx = 354,5 ≈ 355 МПа. Тогда полное усилие деформирования шара в закрытой матрице составит P = px• Fk, где Fk = П(dп )2 - площадь контактной поверхности шара и верхнего пуансона.
Тогда Р = 355·0,785·252 = 174171,875 Н.
Полученное максимальное значение усилия деформирования на пуансоне (174171,875 Н), т.е. произведение контактного давления на пуансоне на площадь пуансона, хорошо согласуется со значениями контактного давления и усилия деформирования (179000–171000 Н), полученными компьютерным моделированием (рис. 4).
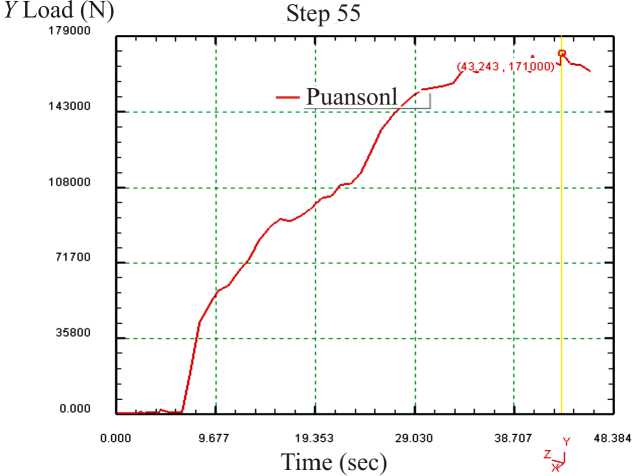
Рис. 4. Изменение контактного давления при перемещении пуансона
-
Fig. 4. Change in contact pressure by moving the punch
Для решения рассматриваемой задачи существует возможность использования вариационных и других математических методов, которые также хорошо себя зарекомендовали и показывают хорошую сходимость результатов, что отражено в работе [30].
Заключение
Выполнена оценка напряженного состояния заготовок (шаров) при всестороннем сжатии и угловом выдавливании металла в боковые каналы закрытой матрицы, определено деформирующее усилие заготовок на конечном этапе деформирования. Анализ результатов напряженного состояния заготовок, полученных методом линий скольжения, показывает формирование в объеме заготовки преимущественно сжимающих напряжений. Взаимное влияние условий всестороннего сжатия с угловым выдавливанием металла в боковые каналы матрицы прогнозирует получение заготовок с СУМЗ или НС.
Список литературы Определение напряженного состояния и усилия деформации шарообразных заготовок в закрытой матрице
- Матасов А.В., Челноков В.В., Авдеенкова Т.С. Перспективы внедрения объемных наноструктурированных металлических материалов, полученных при кристаллизации в нестационарных условиях поля центробежных сил и среды // Сборник трудов научной конференции академии МАСИ «Системный подход для разработки высоко энергоресурсоэффективных технологий экологически безопасного производства продуктов с высокой добавленной стоимостью, утилизации и переработки отходов» // Вестник Международной академии системных исследований. Информатика, экология, экономика. - 2019. - Т. 21. - С. 9-20.
- Naizabekov A., Andreyachshenko V., Kliber J. Forming of microstructure of the Al - Si - Fe - Mn system alloy by equal channel angular pressing with backpressure // Conf. Proc. 21st International Conference on Metallurgy and Materials (Metal-2012), edited by Tanger (Brno Czech Republic, 2012). - 2012. - P. 391-395.
- Дорофеев О.В., Курдюмова Л.Н., Родин Н.Н. Формирование градиентных субмикро- и нанокристаллических структур в объемных конструкционных материалах // Металлофизика, механика материалов, наноструктур и процессов деформирования, металлдеформ - 2009. - 2009. - С. 229-232.
- Andreyachshenko V.A., Naizabekov A.B. Microstructural and mechanical characteristics of AlSiMnFe alloy processed by equal channel angular pressing // Metalurgija. - 2016. - Vol. 55, № 3. - P. 353-356.
- Andreyachshenko V. Evolution of Al - Si - Mn - Fe aluminum alloy microstructure in the equal-channel angular pressing with back pressure // Materials Letters. - 2019. - Vol. 254. - P. 433-435.
- Andreyachshenko V.A. Finite element simulation (FES) of the fullering in device with movable elements // Metalurgija. - 2016. - Vol. 55, № 4. - P. 829-831.
- The effect of initial strain in the severe plastic deformation of aluminum on the subsequent work hardening regeneration through low strain amplitude multi-directional forging / C.G. de Faria [et al.] // Materials Letters. - 2021. - Vol. 290. - P. 129462. https://doi.org/10.1016/j.matlet.2021.129462
- Experimental and modelling study of the grain refinement of Fe-30wt % Ni - Nb austenite model alloy subjected to severe plastic deformation process / D.S. Svyetlichnyy [et al.] // Archives of Civil and Mechanical Engineering. - 2021. - Vol. 21, № 1. - P. 1-14.
- Developing age-hardenable Al - Zr alloy by ultra-severe plastic deformation: Significance of supersaturation, segregation and precipitation on hardening and electrical conductivity / A. Mohammadi [et al.] // Acta Materialia. - 2021. - Vol. 203. - P. 116503. https://doi.org/10.1016/j.actamat.2020.116503
- Segal V. modes and processes of severe plastic deformation (SPD) // Materials. - 2018. - Vol. 11, № 7. - P. 1175.
- Dual rolls equal channel extrusion as unconventional SPD process of the ultralow-carbon steel: finite element simulation, experimental investigations and microstructural analysis / M.B. Jabłońska [et al.] // Archives of Civil and Mechanical Engineering. - 2021. - Vol. 21, № 1. - P. 1-11. https://doi.org/10.1007/s43452-020-00166-3
- A new combined SPD technique to improve mechanical properties and electrical conductivity of long-sized billets / E.V. Bobruk [et al.] // IOP Conference Series: Materials Science and Engineering. - IOP Publishing, 2021. - Vol. 1014, № 1. - P. 012004. doi: 10.1088/1757-899X/1014/1/012004
- Ductility and plasticity of ferritic-pearlitic steel after severe plastic deformation /j.A. Muñoz [et al.] // Materials Science and Engineering: A. - 2021. - Vol. 805. - P. 140624. https://doi.org/10.1016/j.msea.2020.140624
- Optimizing the strength and ductility of Cu - Al alloy by an ideal grain structure / H. Ran [et al.] // Materials Science and Engineering: A. - 2021. - Vol. 807. - P. 140906. https://doi.org/10.1016/j.msea.2021.140906
- Applying multi-pass friction stir processing to refine the microstructure and enhance the strength, ductility and corrosion resistance of WE43 magnesium alloy / A.R. Eivani [et al.] // Journal of Materials Research and Technology. - 2021. - № 3. https://doi.org/10.1016/j.jmrt.2021.03.021
- Mediating the strength, ductility and corrosion resistance of high aluminum containing magnesium alloy by engineering hierarchical precipitates /j. Sun [et al.] // Journal of Alloys and Compounds. - 2021. - Vol. 857. - P. 158277. https://doi.org/10.1016/j.jallcom.2020.158277
- Microstructure, texture evolution and yield strength symmetry improvement of as-extruded ZK60 Mg alloy via multi-directional impact forging / C. Cui [et al.] // Journal of Magnesium and Alloys. - 2021. - № 1. https://doi.org/10.1016/j.jma.2021.01.001
- Resistance of surface nanostructures and ultrafine grain structures on steel 40Kh to wear and cavitation-erosive destruction / Kyryliv Y. [et al.] // Applied Nanoscience. - 2021. - P. 1-6.
- Phase transformations induced by severe plastic deformation / A. Mazilkin [et al.] // Materials transactions. - 2019. - P. 1-11.
- Edalati K. Metallurgical alchemy by ultra-severe plastic deformation via high-pressure torsion process // Materials Transactions. - 2019. - Vol. 60, № 7. - P. 1221-1229. https://doi.org/10.2320/matertrans
- Чукин М.В., Полякова М.А., Гулин А.Е. Особенности влияния комбинирования различных видов пластической деформации на измельчение микроструктуры и механические свойства углеродистой проволоки // Известия высших учебных заведений. Черная металлургия. - 2016. - Т. 59, № 8. - С. 552-557. https://doi.org/10.17073/0368-0797-2016-8-552-557
- Особенности структурообразования стальной углеродистой проволоки перлитного класса после комбинированной деформационной обработки / М.А. Полякова [и др.] // Черная металлургия. Бюллетень научно-технической и экономической информации. - 2018. - № 10. - С. 74-81. https://doi.org/10.32339/0135-5910-2018-10-74-81
- Дорогобид В.Г., Долгий Д.К. Оценка возможности интегрирования процесса равноканального углового прессования в действующие технологические процессы метизного производства // Моделирование и развитие процессов ОМД. - 2011. - № 1. - С. 122-126.
- Назначение и область применения ультрахладостойкого наноструктурированного листового проката / П.П. Полецков [и др.] // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. - 2017. - Т. 15, № 2. - С. 85-88. https://doi.org/10.18503/1995-2732-2017-15-2-85-88
- Sadasivan N., Balasubramanian M. Severe plastic deformation of tubular materials - process methodology and its influence on mechanical properties - a review // Materials Today: Proceedings. - 2021. https://doi.org/10.1016/j.matpr.2020.11.859
- Ашкеев Ж.А., Андреященко В.А., Абдираманов С.Т. Исследование процесса закрытой штамповки, реализующей интенсивные пластические деформации // Обработка материалов давлением. - 2018. - № 1. - С. 88-92.
- Сторожев М.В., Попов Е.А. Теория обработки металлов давлением: учебник для вузов. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1977. - 423 с.
- Колмогоров В.Л. Механика обработки металлов давлением: учебник для вузов. - М.: Металлургия, 1986. - 688 с.
- Томленов А.Д. Теория пластического деформирования металлов. - М.: Металлургия. 1972. - 408 с.
- Stress state and power parameters during pulling workpieces through a special die with an inclined working surface / Z. Ashkeyev [et al.] // Engineering Solid Mechanics. - 2021. - Vol. 9, № 2. - P. 161-176. https://doi.org/10.5267/j.esm.2020.12.003.
