Определение необходимого объема измерений при контроле параметров качества зубчатых колес на координатно-измерительной машине

Автор: Васин С.А., Маликов А.А., Никольский С.М.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.27, 2025 года.
Бесплатный доступ
В данной статье рассматривается вопрос определения необходимого объема измерений, в частности количество измеряемых точек боковой поверхности зубчатых колес при использовании координатного метода с применением координатно-измерительных машин (КИМ). Рассматриваются рекомендации и требования нормативных документов, касающихся определения количества контролируемых точек боковой поверхности зубчатых колес. Для контроля геометрических параметров зубчатого колеса предлагается к рассмотрению стратегия расположения точек контроля в виде сетки. Выполняется определение числа точек контроля, необходимого для адекватной оценки результатов контроля, на основе эксперимента по оценке показателей воспроизводимости результатов измерений, полученных при контроле рекомендуемого перечня геометрических параметров на КИМ с учетом разного объема измерительной информации. Предложена схема проведения эксперимента по оценке показателей воспроизводимости результатов измерений, включающая измерения боковых поверхностей зубчатых колес по разному числу контрольных точек, определение среднеарифметических значений результатов контроля, расчет норматива оперативного контроля воспроизводимости, сравнение результатов показателей воспроизводимости с нормативным значением. На примере конкретного зубчатого колеса рассмотрена схема расположения контролируемых боковых поверхностей детали при определении рекомендуемых к контролю на КИМ перечню геометрических параметров, принцип аппроксимации контрольных точек, заложенный в методику проведения обработки результатов измерений и определение значений отклонений контролируемых геометрических параметров на основе полученной измерительной информации. Выполнена оценка показателя воспроизводимости для результатов измерений, полученных при разном числе точек контроля. В соответствии с полученными данными сформулированы выводы о недостаточности контроля боковой поверхности зубчатого колеса по сетке контроля малых размеров, ввиду неудовлетворительных данных показателей воспроизводимости результатов измерений. Даны рекомендации по выбору оптимального количества точек контроля в сетке с учетом показателей воспроизводимости и времени, затрачиваемого на контроль одного зубчатого колеса по рекомендованному к контролю на КИМ перечню геометрических параметров.
Зубчатое колесо, координатно-измерительная машина, сетка контроля, точки, воспроизводимость, геометрические параметры, контроль, измерение
Короткий адрес: https://sciup.org/148330942
IDR: 148330942 | УДК: 658.56 | DOI: 10.37313/1990-5378-2025-27-1-42-48
Determination of the necessary volume of measurements when controlling the quality parameters of gear wheels on a coordinate measuring machine
This article deals with the issue of determining the required amount of measurement, in particular the number of points to be measured on the lateral surface of gears when using the coordinate method with the use of coordinate measuring machines (CMMs). Recommendations and requirements of normative documents concerning the determination of the number of controllable points of the lateral surface of toothed wheels are considered. For the control of geometric parameters of the gear wheel it is proposed to consider the strategy of arrangement of control points in the form of a grid. Determination of the number of control points required for adequate evaluation of control results is carried out on the basis of an experiment to assess the reproducibility of measurement results obtained when controlling the recommended list of geometric parameters on the CMM, taking into account the different volume of measurement information. The scheme of experimentation on estimation of reproducibility of measurement results is offered, including measurements of side surfaces of gear wheels on different number of control points, determination of arithmetic mean values of control results, calculation of normative of operational control of reproducibility, comparison of results of reproducibility indicators with normative value. On the example of a specific gear wheel the scheme of arrangement of controlled side surfaces of the part in determining the list of geometric parameters recommended for CMM inspection, the principle of approximation of control points, embedded in the methodology of measurement results processing and determination of deviation values of controlled geometric parameters on the basis of the obtained measurement information are considered. The reproducibility index for the measurement results obtained at different number of control points is estimated. In accordance with the obtained data the conclusions about insufficiency of control of the side surface of the gear wheel on the control grid of small sizes, due to unsatisfactory data of reproducibility indexes of measurement results are formulated. Recommendations are given for selecting the optimum number of inspection points in the grid, taking into account reproducibility and time spent on inspection of one gear wheel on the list of geometric parameters recommended for control on the CMM.
Текст научной статьи Определение необходимого объема измерений при контроле параметров качества зубчатых колес на координатно-измерительной машине
В процессе контроля параметров качества зубчатых колес координатным методом измерений, реализуемом на координатно-измерительных машинах (КИМ), в основу которого положен принцип зондирования исследуемой поверхности в определенных участках, возникает необходимость определения достаточного для адекватной оценки результатов измерений, объема точек контроля.
Согласно требованиям ГОСТ ISO 1328-1-2017 «Передачи зубчатые цилиндрические. Система ISO. Классификация допусков на боковые поверхности зубьев. Часть 1. Определения и допускаемые значения отклонений на боковые поверхности зубьев зубчатого колеса», для контроля боковой поверхности зубчатого колеса рекомендуется брать не менее 150 точек на длину траектории обката [1]. Данное требования легко выполнимо для КИМ, оснащенных сканирующим датчиком и не целесообразно из-за повышенной сложности программирования, связанной с малыми расстояниями перемещения датчика, сравнимыми с разрешающей способностью приводов перемещения, для машин, оснащенных дискретными датчиками. Так же следует заметить, что длина контролируемого
Рис. 1. Стандартная стратегия измерений боковой поверхности зубчатого колеса, согласно ГОСТ ISO 1328-1-2017
Рис. 2. Рекомендуемая стратегия измерений боковой поверхности зубчатого колеса
участка, в этом случае, должна быть не менее 4 мм, иначе величина шага сканирования становится сравнимой с погрешностью измерения.
Расположение точек на поверхности зуба также может быть различно. Частично их распределение на боковой поверхности зуба описывается стандартами серии ISO. Единственным обязательным требованием является проведение контроля вдоль всей боковой поверхности зуба, участвующей в зацеплении (рис. 1).
Этих измерений однозначно недостаточно для проведения аналитических измерений, в таком случае рекомендуется дополнительно контролировать еще как минимум начальные и конечные зоны зацепления (рис. 2).
Учитывая данные положения, актуальной целью при контроле зубчатых колес на КИМ является определение такого объема точек контроля, которого было бы достаточно для адекватной оценки результатов измерений и который не приводил бы к чрезмерно долгому выполнению измерений.
МЕТОДИКА ИССЛЕДОВАНИЯ
В связи с этим предлагается контролировать на боковой поверхности зубчатого колеса в одном сечении от 6 до 10 точек. Минимальное количество обусловлено тем, что эвольвента является кривой 2-го порядка, а согласно теоремы единственности для кривых второго порядка, можно сказать что для определения формы боковой поверхности зуба необходимо провести измерения как минимум 6 точек с каждой стороны зуба в каждом исследуемом сечении (5 точек для однозначного определения эвольвенты, но как минимум 6 для избавления от статистической неопределенности). Верхний предел определяется в зависимости от длины контролируемого участка, перечня измеряемых параметров и дискретностью шага привода КИМ. В продольном направлении необходимо контролировать не менее 3 сечений, а при проведении исследовательских работ не менее 5. Таким образом формируется так называемая сетка контроля, содержащая координаты точек, которые необходимо измерить. Примеры формируемых сеток контроля для боковой поверхности зуба колеса с размерами 5х5 и 10х10 представлены на рисунках 3 и 4, соответственно.
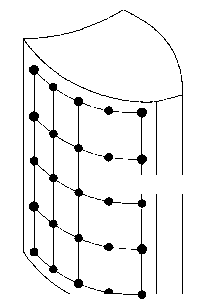
Рис. 3. Сетка контроля размером 5х5
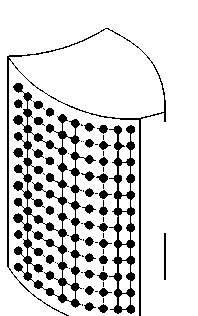
Рис. 4. Сетка контроля размером 10х10
При выборе количества контролируемых точек, следует отметить, что при большом их числе, возрастает время контроля зубчатого колеса и как следствие повышается стоимость измерений.
Для определения объема контроля точек, достаточного для адекватной оценки результатов измерений и в тоже время не приводящему к чрезмерному увеличению времени контроля, рекомендуется выполнить соответствующий для данной задачи эксперимент.
Как известно, достоверность результатов измерений определяется показателями их сходимости и воспроизводимости. Суть данного эксперимента заключается в определении достоверности значений параметров качества зубчатого колеса (рис.5), получаемых при обработке разного объема результатов измерений по следующей схеме:
-
1. Выполняются 2 серии измерений боковых поверхности зуба колеса по координатам точек контрольной сетки, размером 10х10 на трех участках детали в разное время;
-
2. Определяются отклонения параметров качества зубчатого колеса [2];
-
3. По значениям определенных отклонений рассчитывается предел воспроизводимости R для каждого контролируемого параметра;
-
4. Рассчитывается среднеарифметическое значение параметров контроля;
-
5. Выполняются 2 серии измерений боковых поверхности зуба колеса по координатам точек контрольной сетки, размером 9х9 на трех участках детали;
-
6. По среднеарифметическим результатам контроля определяются отклонения параметров качества зубчатого колеса;
-
7. Выполняется контроль воспроизводимости между двумя результатами среднеарифметических значений;
-
8. Выполняются 2 серии измерений боковых поверхности зуба колеса по координатам точек контрольной сетки, размером 8х8 на трех участках детали в разное время;
-
9. Выполняется контроль воспроизводимости между результатами среднеарифметических значений сетки контроля 10х10 и 9х9;
-
10. Аналогичным образом выполняется контроль воспроизводимости для других контрольных сеток, до минимального размера 5х5.
Если разность результатов по абсолютной величине не превосходит предела воспроизводимости D для измеряемого параметра, то воспроизводимость результатов контроля ( признают удовлетворительной. В противном случае формируется вывод о недостаточности объема проведенного измерения.
Учитывая сложность процесса контроля геометрических параметров зубчатых колес, требующих измерений не только всех зубьев, но и использования вспомогательных зубчатых колес, контроль воспроизводимости результатов измерений выполняется по следующему перечню показателей, рекомендованных к контролю на КИМ, дающему наиболее полное представление о точности изготовления детали и занимающего наименьшее машинное время работы:
-
1. радиальное биение зубчатого венца ( F rr );
-
2. колебание длины общей нормали ( FuWr );
-
3. отклонение шага зацепления ( fbr );
-
4. погрешность направления зуба ( FBr );
-
5. фактическое наименьшее дополнительное смещение исходного контура ( EHr ).
Данный набор параметров является достаточным для контроля зубчатых колес 7-12 степени точности в соответствии с рекомендуемым уровнем применения.
Для достаточной достоверности контроль показателей качества зубьев следует проводить не менее чем на 3 зубьях, расположенных в различных зонах зубчатого венца. Равномерное (через 120°) расположение зон контроля дает хорошие результаты при измерении параметров, связанных с кинематическими погрешностями, однако их количество недостаточно для однозначного определения, например, радиального биения, для которого необходимо как минимум 4 точки измерения (3 точки определяют окружность без отклонения формы) [3,4]. Контроль длины общей нормали предполагает измерение пары соседних либо лежащих через 3…4 зуба также как минимум в трех разных зонах, что в сумме требует контроля не менее 6 зубов. Тоже самое относится и к контролю погрешностей шага зацепления [5].
Все вышеперечисленное делает необходимым проведение оценки 9 зубьев: 3 из которых расположены через 120°, по 2 зуба, отнесенных от стартового на 1 зуб для контроля погрешности шага, и 3…4 – для контроля длины общей нормали в зависимости от диаметра и модуля зубчатого колеса (рис. 6).
Как было сказано ранее, суть координатного метода измерений заключается в зондирование контролируемой поверхности измерительным наконечником КИМ. Итогом проведения измерения является набор отдельных координат точек контроля, которые сами по себе не несут никакой информативности (рис. 7).
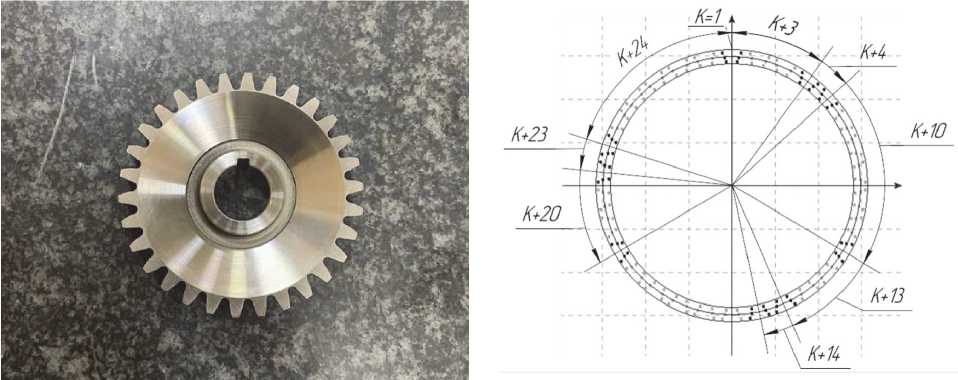
Рис. 5. Контролируемое зубчатое колесо
Рис. 6. Распределение контролируемых боковых поверхностей колеса: К — порядковый номер контролируемой впадины
| Результаты измерений.txt— Блокнот
Файл Правка Формат Вид Справка
I I;38.625;2.806;3.090;0.478151;-0.878278;-0.000000; 2;38.601;-2.814;3.000;0.478151;0.878278;-0.000000; 3;29.603;24.955;3.000;0.903248;-0.429118;0.000000; 4;32.872;20.398;3.000;-0.128955;0.991651;-0.000000; 5;23.767;30.560;3.000;0.972731;-0.231936;0.000000; 6;27.915;26.785;3.000;-0.332088;0.943249;0.000000; 7;-21.718;32.044;3.000;0.521248;0.853405;-0.000000;| 8;-16.829;34.826;3.000;-0.999688;-0.024992;0.000000; 9;-36.426;13.143;3.000;-0.079984;0.996796;-0.000000; 10;-34.099;18.296;3.000;-0.793960;-0.607970;0.000000; J
Рис. 7. Результат измерений зубчатого колеса координатным методом, представленном в виде набора координат точек контроля
Для определения значений отклонений контролируемых параметров, полученные в ходе измерений координаты точек контроля проходят процедуру обработки, основная идея которой заключается в их аппроксимации эвольвентой основного цилиндра зуба колеса (рис. 8) [6,7].
Расчет отклонений контролируемых геометрических параметров зубчатого колеса выполняется на основе определения углов начал эвольвент каждой измеряемой боковой поверхности [8,9,10].
средняя аппроксимирующая
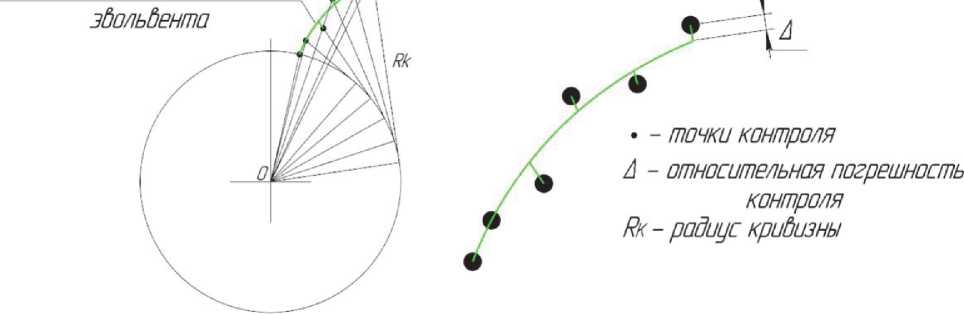
Рис. 8. Аппроксимация точек контроля
РЕЗУЛЬТАТЫ
В таблице 1 представлены результаты оценки параметров качества контролируемого зубчатого колеса в соответствии с перечнем рекомендованных к контролю на КИМ параметром контроля. Приведенные данные являются результатом обработки массивов координат точек контроля, представленных в виде сетки размеров от 5х5 до 10х10.
Как видно из таблицы, в зависимости от объема измеряемых точек, контролируемые параметры принимают различные значения.
В соответствии с описанной выше схемой оценки достоверности измерений, выполняется оценка предельного значения воспроизводимости для каждого контролируемого параметра на основе 2 серий измерений по сетке контроля размером 10х10. Значение данного предела воспроизводимости будет принято за «базовое», а все результаты, полученные при контрольном определении для сеток контроля меньших размеров будут сравниваться с этим «базовым» значением.
Расчет результатов контрольных определений показателей воспроизводимости для сеток контроля с размером меньше чем 10х10 выполняется по следующей формуле:
Dk= IA-*2I
где, – результат показателя воспроизводимости, полученный при контрольном определении,
– результат первого количественного определения показателя (среднеарифметическое значение контролируемого параметра для сетки контроля размером 10х10)
– результат второго количественного определения показателя (среднеарифметическое значение контролируемого параметра для сетки контроля размером меньше 10х10).
В таблице 2 представлены результаты оценки воспроизводимости измерений в соответствии с размерами контрольных сеток.
Результаты оценки признаются положительными в том случае, если выполняется следующее условие:
Dk = \X±-X2\ Таблица 1. Результаты оценки параметров качества зубчатого колеса Контролируемый параметр X, мм 10x10 'X, мм 9x9 X, мм 8x8 X, мм 7x7 X, мм 6x6 'X, мм 5x5 1 rr 2,87 2,72 2,70 2,66 2,59 2,51 FuWr 0,073 0,070 0,068 0,062 0,063 0,049 FPbr 0,016 0,015 0,017 0,017 0,017 0,018 Ffr 0,036 0,035 0,035 0,038 0,052 0,055 EHr 0,168 0,167 0,171 0,168 0,160 0,150 Таблица 2. Результаты оценки воспроизводимости Контролируемый параметр Норматив воспроизводимости, D DK при сетке 9x9 DK при сетке 8x8 DK при сетке 7x7 DK при сетке 6x6 DK при сетке 5x5 1 rr 0,35 0,15 0,17 0,21 0,28 0,37 FuWr 0,010 0,003 0,005 0,011 0,010 0,024 Fpbr 0,005 0,002 0,000 0,000 0,000 0,001 Ffr 0,025 0,001 0,001 0,003 0,016 0,019 Енг 0,005 0,001 0,002 0,003 0,008 0,018 ЗАКЛЮЧЕНИЕ По результатам проведенной оценки, следует сделать вывод о том, что при контроле параметров качества зубчатого колеса по координатам точек сетки минимально допустимого размера 5х5 в большинстве случаев воспроизводимость результатов контроля признается неудовлетворительной. Контроль по сетке контроля размером 10х10 является более предпочтительным, однако занимает больше времени, что не всегда целесообразно. Рекомендуемый в таком случае размер сетки контроля должен варьироваться в пределах 6х6 – 8х8 точек.
Список литературы Определение необходимого объема измерений при контроле параметров качества зубчатых колес на координатно-измерительной машине
- ГОСТ ISO 1328-1-2017. Передачи зубчатые цилиндрические. Система ISO. Классификация допусков на боковые поверхности зубьев. Часть 1. Определения и допускаемые значения отклонений на боковые поверхности зубьев зубчатого колеса". Межгосударственный стандарт: дата введения 30.11.2017. - 42 с.
- ГОСТ 1643-81. Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски. Государственный стандарт: дата введения 1981-07-01 - 1981. - 72 с.
- Ушаков, М.В. Стратегия измерений зубчатых колес с применением координатно-измерительной машины. / М.В. Ушаков, И.А. Воробьев, С.М. Никольский // Сборник докладов международной научно-практической конференции, посвященной 30-летию основания научного подразделения "Институт механики имени профессора Гольдфарба В.И". - Ижевск, 2024. - С.158-166. EDN: ITSWIO
- Ушаков, М.В. Стратегия контроля параметров зубчатых колес на КИМ / М.В. Ушаков // Фундаментальные и прикладные проблемы техники и технологии. - 2024. - № 2(364). - С. 177-181.
- Правиков, Ю.М. Измерение цилиндрических зубчатых колес: Учебное пособие к лабораторным работам / Ю.М. Правиков, Г.Р. Муслина. - Ульяновск: УлГТУ, 2018. - 143 с.
- Тайц, Б.А. Точность и контроль зубчатых колес / Б.А. Тайц. - М.: Машиностроение, 1972. - 372 с.
- Ушаков, М.В. Особенности использования программного обеспечения для оценки результатов контроля зубчатых колес / М.В. Ушаков, И.А. Воробьев //Автоматизация и энергосбережение машиностроительного и металлургического производства: технология и надежность машин, приборов и оборудования. Материалы XIV Международной научно-технической конференции. - Вологда: Вологодский государственный университет, 2020. - С. 105-109. EDN: XPVWCI
- Ушаков, М.В. Алгоритмизация процесса обработки измерительной информации при контроле зубчатых колес на координатно-измерительных машинах / М.В. Ушаков //Альманах современной метрологии. - 2022. - Т.25. - № 9(291). - С. 46-51. EDN: PCWABL
- Сурков, И.В. Автоматизация контроля параметров зубчатых колес и передач / И.В. Сурков // Станкоинструмент. - 2016. - № 1. - С. 80-87. EDN: WKECZV
- Сурков, И.В. Координатные измерения линейно-угловых параметров зубчатых колес. Оборудование и инструмент / И.В. Сурков // Металлообработка. - 2007. - № 6. - С. 2-6.
