Определение параметров клеевого шва при изготовлении сотовых панелей

Автор: Михнев Михаил Михайлович, Ишенина Надежда Николаевна, Наговицин Василий Николаевич
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 4 (37), 2011 года.
Бесплатный доступ
Представлены критерии прочности клеевого соединения «обшивка – сотовый заполнитель». Проведен расчет теоретической высоты клеевой галтели, необходимой для обеспечения требуемой прочности клеевого соединения с учетом особенностей конструкции изготавливаемых сотовых панелей.
Сотовая панель, клеевой шов, критерии прочности
Короткий адрес: https://sciup.org/148176648
IDR: 148176648 | УДК: 629.78.023
Determination of the adhesive-bonded joint parameters durian honeycomb panels manufacturing
The paper covers the strength criteria of adhesive joint skin jacket – honeycomb filler. The calculation of the theoretical height of the adhesive fillet which is necessary for the required strength of adhesive joint,based on structural peculiarities of manufactured honeycomb panels, is presented.
Текст научной статьи Определение параметров клеевого шва при изготовлении сотовых панелей
Создание рациональных конструкций, обладающих комплексом требуемых свойств, низкой материалоемкостью, высокой жесткостью и геометрической стабильностью связано с поиском и реализацией новых конструктивно-технических решений. Увеличение длительного срока активного существования современных КА (не менее 10 лет) потребовало изменений традиционной-герметичной схемы компоновки
КА на негерметичную схему. В связи с этим и с учетом необходимости сокращения сроков создания КА и уменьшения риска актуальным и целесообразным является разработка и запуск модификации космических аппаратов на базе, создаваемых в рамках Федеральной космической программы, унифицированной космической платформы негерметичного исполнения, обеспечивающей ресурс КА до 10…15 лет.
В качестве примера можно привести единую термостатированную силовую платформу модуля полезной нагрузки (МПН), представленную на рис. 1. Основная часть приёмо-передающей аппаратуры: ретранслятор, антенны, механические блоки поворота антенн, волноводы, кабели МПН монтируются на платформе, которая воспринимает все факторы силовых воздействий от элементов ретранслятора и обслуживающих его систем, принимая на себя всё тепло, выделяемое приборами КА, а также факторы космического пространства.
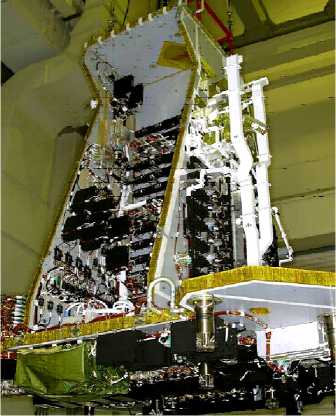
Рис. 1. Общий вид модуля полезной нагрузки современного КА безконтейнерного типа
Описанию методов расчета трехслойных конструкций на прочность и устойчивость посвящено достаточно большое количество научных работ, не менее подробно рассмотрены и вопросы производства, однако получение стабильной прочности клеевого соединения сотовой панели (СП) с обеспечением высоких точностных параметров (плоскостность панели не более 0,1/200×200 мм) является сложной технологической задачей, на практике зависящей от ряда факторов. Фактически для получения прочного клеевого соединения необходимо получить оптимальную величину приливов клея к торцам сотового заполнителя в виде галтелей.
Практика изготовления СП в ОАО «ИСС» показала достаточно большой диапазон прочностных характеристик испытуемых образцов-свидетелей. Выявление и исследование существующих факторов, влияющих на прочность клеевого соединения, позволит более точно управлять процессом полимеризации клеевого соединения, а следовательно, повысить качество изготовления СП.
Получение стабильных прочностных характеристик клеевого соединения является сложной задачей, которая может быть решена при обеспечении факторов, влияющих на качество клеевых соединений сотовых панелей:
-
– подготовка поверхности входящих деталей и сборочных единиц;
-
– качество клеевых материалов;
-
– размерная точность входящих элементов;
-
– материал оснастки для склеивания и её геометрическая точность;
– режимы полимеризации (температура, давление, скорость изменения температуры, продолжительность полимеризации).
Схема основных факторов, влияющих на качество клеевого соединения, представлена на рис. 2.
Образование клеевых галтелей объясняется поверхностным натяжением клея после его перехода в жидкое состояние и подъемом, основанным на явлении смачивания твердого тела жидкостью.
При склеивании многослойной сотовой конструкции необходимо обеспечить высокую прочность и надежность при не значительной площади контакта склеиваемых поверхностей. Основной задачей при разработке режимов склеивания сотового заполнителя с обшивками является получение у стенок ячеек приливов клея в виде плавных галтелей, прочно связывающих соты с обшивками (рис. 3). В процессе склеивания происходит перетекание части клея в пределах каждой ячейки от центра к стенкам, в результате чего у стенок образуются клеевые галтели.
Проведены замеры геометрических размеров клеевых галтелей на верхней и нижней обшивках образцов – свидетелей, изготовленных совместно со штатными сборочными единицами (табл. 1). Замеры проводились с целью проверки влияния силы тяжести на размеры клеевых галтелей при одновременной полимеризации клея на верхней и нижней обшивках сото-панели.
Таблица 1
Экспериментальные данные по геометрическим размерам клеевых галтелей для клея ВК-36РТ
|
Номер образца |
Место проведения замеров |
Размеры в мм |
||
|
а |
b |
h |
||
|
№ 1 |
На верхней обшивке |
0,50 |
0,75 |
0,75 |
|
На нижней обшивке |
0,60 |
0,60 |
0,50 |
|
|
№ 2 |
На верхней обшивке |
0,75 |
1,25 |
1,0 |
|
На нижней обшивке |
0,50 |
0,60 |
0,50 |
|
|
№ 3 |
На верхней обшивке |
0,75 |
1,0 |
1,0 |
|
На нижней обшивке |
0,60 |
0,65 |
0,5 |
|
|
№ 4 |
На верхней обшивке |
0,75 |
0,75 |
0,1 |
|
На нижней обшивке |
0,75 |
0,1 |
0,75 |
|
Факторы, влияющие на качество склеивания
Основные
Дополнительные
___________ i
Режимы склеивания
-
- Давление
-
- Температура согласно ТУ
-
- Скорость изменения температуры при нагревании до температуры полимеризации
i Выбор оптимальной схемы подготовки поверхностей входящий деталей
Качество

подготовки
Качество клеевого материала:
-
- Отсутствие включений
-
- Соответствие ТУ, без пробелов и утолщений
-
- Правильное хранение(режимы) - Учет времени хранения при пониженной и комнатной температуре
; ________
Оборудование и оснастка для полимеризации
Точность изготовления входящих ДСЕ - Размерная точность СЗ (при механической обработке поблочно) - Размерная точность ЗЭ, трубопроводов устанавливаемых внутрь СП
Человеческий фактор
-Внимательность
строгое соблюдение
- Профессионализм персонала
- Соблюдение чистоты при непосредственной работе с клеем
поверхности

Z
Покрытие Ан.окс.нхр всех входящих деталей кроме сотового заполнителя
Нанесение
грунта на поверхность обшивок
Обезжиривание всех входящих деталей непосредственно перед склеиванием (кроме обшивок)
Выбор материала плиты обеспечивающего стабильные геометрические параметры, а так же минимальное различие КТЛР
Точностные параметры (минимальное отклонение по
плоскостности рабочей поверхности
Конструктивные особенности плиты, жесткость (обеспечение стабильности
i
ТОЧНОСТНЫХ параметров рабочей поверхности в условиях многократного нагрева)
Оборудование обеспечивающее минимальные отклонения технологического процесса склеивания
Рис. 2. Схема классификации факторов, влияющих на качество изготовления сотопанелей
На практике геометрические размеры галтелей отличаются от расчетных и в значительной степени зависят от толщины применяемой клеевой пленки, а также от погрешностей, связанных с некоторыми операциями технологического процесса.
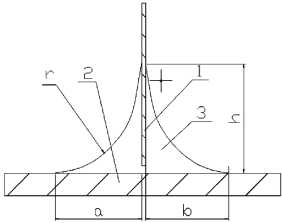
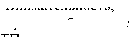
Рис. 3. Схема клеевой галтели:
1 – стенка ячейки сотового заполнителя; 2 – обшивка сотопанели; 3 – клеевая галтель; h – высота поднятия галтели; a, b – ширина основания клеевой галтели; r – радиус клеевой галтели
Прочность соединения сот с обшивкой в клеевом шве обеспечивается на трех основных участках, по которым действуют различные виды напряжений. В месте стыка сотового заполнителя с обшивкой по периметру ячейки наблюдаются напряжения неравномерного отрыва, в минимальном сечении клеевой галтели действуют нормальные и касательные напряжения. По линии контакта стенки сот с клеевым швом происходит нагружение, аналогичное нагружению при испытаниях клеевых соединений на сдвиг [1].
Сотовый заполнитель соединяется с несущими слоями склеиванием, поэтому должна быть обеспечена равнопрочность сотового заполнителя и клеевого соединения: пр пр отр.н.с кл рас.з .
Прочность сотовой панели при испытании на равномерный отрыв характеризуется величиной напряжений, приведенных к единице площади обшивки о р . Учитывая, что площадь обшивки, занимаемой одной ячейки сот, равна:
F яч = 2,1 а , (1)
где а – размер стороны шестигранника.
Усилие равномерного отрыва, приходящееся на одну ячейку, составляет [1]:
Q p = 2,1 о p а , (2)
где о p - напряжение отрыва, приведенное к единице площади обшивки.
Усилие равномерного отрыва, приходящееся на торец ячейки сотового заполнителя с учетом двойных ячеек сот (рис. 4), имеет вид:
Q 3 =о ра 5 c 8. (3)
Следовательно, усилие равномерного отрыва в соединении «обшивка – сотовый заполнитель», учитывая выражение (3), будет иметь вид:
Q 0Tp = 2,1 о р а 2 +о р а 5 с 8. (4)
Сдвиговое напряжение, действующие в клеевом шве, определяется следующим образом:
Qотр сд.кл.ш к.ш
h ⋅ L
2,1 σ р ⋅ а 2 +σ р ⋅ а ⋅δ c ⋅ 8 h ⋅ L к.ш
где h – размер клеевой галтели; L к.ш – периметр клеевого шва, приходящийся на одну ячейку.
Таким образом, расчетное значение размера клеевой галтели рассчитывается по формуле:
2,1 σ ⋅ а 2 +σ ⋅ а ⋅δ ⋅ 8
h = ррc . (6)
т L сд.к.ш к.ш
Расчетное значение высоты клеевой галтели для клеевого соединения «обшивка – сотовый заполнитель» для ячейки размером 2,5–1,23 мм, для ячейки размером 3,5–1,7 мм, для ячейки размером 6–2,86 мм.
Проведен анализ результатов прочности склеивания образцов клеевых соединений на сдвиг с применением клеевой пленки ВК-36РТ-260; ВК-36РТ-170; ВК-51; ВК-41 (табл. 2).
Результаты проведения сравнительного анализа средних значений прочности образцов – свидетелей склейки штатных сборочных единиц в количестве более 750 штук для пленочного клея ВК-36РТ на равномерный отрыв представлены в табл. 3.
Проведенные исследования процесса склеивания позволили уточнить технологические режимы полимеризации клеевого соединения «обшивка – сотовый заполнитель» c применением универсального оборудования, что обеспечило повышение качества клеевого соединения, увеличение стабильности получения высоких прочностных характеристик клеевого соединения на 15 %.
Результаты исследований реализованы при изготовлении сотовых панелей корпусов космических аппаратов безконтейнерного варианта серии Экспресс; Экспресс-1000; Экспресс-2000; AMOS; Телком; Ямал; Гланасс-К и др.
Библиографическая ссылка
1. Огурек О. Н., Стариков Л. М., Бондарь В. Г. О выборе параметров клея для сотовых конструкций // Вопросы оптимизации тонкостенных силовых конструкций. Харьков, 1977. Вып. 3. С. 74–79.
Рис. 4. Геометрические размеры клеевой галтели для сотового заполнителя с шестигранной формой ячейки
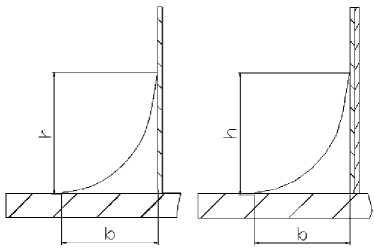
Таблица 2
Результаты испытаний образцов на сдвиг
|
Марка клея |
ВК-36РТ-260 |
ВК-36РТ-170 |
ВК-41 |
ВК-51 |
|
Предел прочности при сдвиге при температуре испытания 20 °С (МПа) |
среднее значение – 39,55 |
среднее значение – 38,58 |
среднее значение – 35,04 |
среднее значение – 38,43 |
Таблица 3
Результаты испытаний образцов на отрыв
|
Обшивка |
Размер ячейки сотового заполнителя а с, мм |
Толщина фольги δс, мм |
ρ о , кг/м3 |
Предел прочности на отрыв σ отр.экс , МПа |
|
В95п.ч.АТ1-0,5 |
2,5 |
23 |
40 |
5,32 |
|
В95п.ч.АТ1-0,5 |
6 |
23 |
17 |
2,43 |
|
В95п.ч.АТ1-0,8 |
2,5 |
40 |
70 |
5,84 |
|
В95п.ч.АТ1-0,5 |
2,5 |
40 |
70 |
5,15 |
|
В95п.ч.АТ1-0,8 |
2,5 |
23 |
40 |
3,5 |
|
В95п.ч.АТ1-0,8 |
3,5 |
30 |
39 |
3,47 |
|
В95п.ч.АТ1-0,5 |
3,5 |
30 |
39 |
3,53 |
M. M. Mikhnev, N. N. Ishenina, V. N. Nagovitsin
DETERMINATION OF THE ADHESIVE-BONDED JOINT PARAMETERS DURING HOHEYCOMB PANELS MANUFACTURING
The paper covers the strength criteria of adhesive joint skin jacket – honeycomb filler.
The calculation of the theoretical height of the adhesive fillet which is necessary for the required strength of adhesive joint,based on structural peculiarities of manufactured honeycomb panels, is presented.
