Определение показателя трения в процессе прямого прессования проволочного и пруткового припоя ПОИН-52

Автор: Радионова Людмила Владимировна, Фаизов Сергей Радиевич, Громов Дмитрий Владимирович, Ердаков Иван Николаевич, Сиверин Олег Олегович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 3 т.21, 2021 года.
Бесплатный доступ
В любом процессе обработки металлов давлением имеет место внешнее трение на контакте инструмента и обрабатываемого материала. Под влиянием сил трения возрастает усилие деформации, разогревается и интенсивно изнашивается инструмент, увеличивается неравномерность деформации и, как следствие, возникает разнородность микроструктуры обрабатываемого металла, возникают растягивающие напряжения, которые иногда приводят к нарушению сплошности изделия. В настоящей работе исследуется влияние контактного трения на процесс прямого прессования прутков и проволоки из сплава ПОИн-52. С помощью математического моделирования исследовано влияние коэффициента трения на усилие в процессе прессования прутков Ø8,0 и 15,0 мм, а также проволоки Ø2,0 мм. Показано, что с увеличением коэффициента трения на преодоление силы трения скольжения на контактной поверхности обрабатываемого металла с контейнером и с матрицей тратится до 60 % усилия, необходимого для прессования исследуемого сплава. В ходе экспериментальных исследований показано, что применение смазочных материалов, а именно графитовой (графит - С) и молибденовой (дисульфид молибдена - MoS2) смазки, позволяет снизить коэффициент трения более чем в 10 раз. С определенной долей допущения можно говорить о том, что при прессовании припоя ПОИн-52 с использованием стального контейнера без применения смазки коэффициент трения равен 0,5, а при применении графитовой или молибденовой смазки коэффициент трения будет принимать значения, близкие к 0,05. С помощью результатов экспериментальных исследований путем подбора были определены показатели трения по законам Кулона, Зибеля и Леванова, которые могут быть применены для компьютерного моделирования в пакете Qform процесса прямого прессования припоя ПОИн-52 с использованием стального контейнера без применения смазки и с применением графитовой и молибденовой смазки. Учет достоверной величины показателя трения при компьютерном моделировании позволит существенно повысить точность расчетов.
Прямое прессование, коэффициент трения, припой, проволока, пруток, усилие прессования, сила трения
Короткий адрес: https://sciup.org/147235291
IDR: 147235291 | УДК: 621.777.01 | DOI: 10.14529/met210307
Friction coefficient in the process of direct extrusion of wire and bar solder from 52In-48Sn alloy
In any metal forming process, there is external friction at the contact between the tool and the material being processed. Under the influence of friction forces, the deformation force increases, the tool heats up and intensively wears out, the deformation unevenness increases and, as a result, the microstructure of the metal being processed becomes heterogeneous, tensile stresses arise, which sometimes lead to disruption of the product continuity. This article examines contact friction during the direct extrusion 52In-48Sn alloy bars and wires. Using mathematical modeling, the influence of the friction coefficient on the force during extrusion of bars Ø8.0 and 15.0 mm, as well as wire Ø2.0 mm, was investigated. It is shown that with an increase in the coefficient of friction to overcome the sliding friction force on the contact surface of the metal with the container and with the matrix, up to 60% of the effort required for extruding the alloy under study is spent. Experimental studies have shown that the use of lubricants, namely graphite (graphite - C) and molybdenum (molybdenum disulfide - MoS2) lubricants, can reduce the friction coefficient by more than 10 times. With a certain degree of assumption, we can say that when extruding 52In-48Sn alloy solder using a steel container without the use of lubricant, the friction coefficient is 0.5, and when using graphite or molybdenum grease, the friction coefficient will take values close to 0.05. Using the results of experimental studies, by the selection, the friction coefficient was determined according to the laws of Coulomb, Siebel and Levanov, which can be used for computer modeling in the Qform package for direct extrusion 52In-48Sn alloy solder using a steel container without lubrication and using graphite and molybdenum lubricants. Considering the reliable value of the friction coefficient in computer simulation will significantly increase the accuracy of calculations.
Текст научной статьи Определение показателя трения в процессе прямого прессования проволочного и пруткового припоя ПОИН-52
В любом процессе обработки металлов давлением, будь это прокатка, волочение или прессование, смещаемый объем деформируемого тела стремится к некоторому перемещению по поверхности инструмента. При этом возникают силы трения, затрудняющие это перемещение. Контактное или внешнее трение сказывается на энергосиловых параметрах процессов [1–5]. Под влиянием сил трения в ряде случаев усилие деформации возрастает в несколько раз по сравнению с тем усилием, которое обусловлено истинным сопротивлением металла деформации. Кроме того, действие сил трения приводит к неравномерной деформации металла, что является причиной разнородности его структуры, возникновению растягивающих напряжений, которые иногда приводят к нарушению сплошности изделия [6–8]. От характера и величины сил трения зависит степень износа инструмента и качество поверхности изделия [9–11].
В прессовании для снижения влияния контактного трения на энергосиловые параметры процесса применяется метод обратного прессования. Это позволяет снизить энергосиловые параметры прессования и эффективно использовать мощности оборудования, но приводит к усложнению конструкции применяемого оборудования [12, 13].
Снижение коэффициента трения на контакте заготовка–контейнер при прямом прессовании позволяет не только снизить усилия, но и оказывает влияние на температуру и напряженно-деформированное состояние экструдируемого металла [14–16].
Разработанный способ мелкосерийного производства пруткового и проволочного припоя из сплава ПОИн-52 показал его пер- спективность [17], но, в свою очередь, при реализации и отработке технологии изготовления было выявлено, что предлагаемую технологию можно совершенствовать [16], что позволит дополнительно повысить эффективность процесса и качество готовой продукции.
Целью настоящей работы является исследование влияния контактного трения на процесс прямого прессования прутков и проволоки из сплава ПОИн-52.
В работах [12–14] энергозатраты на процесс прессования (при пренебрежении силами трения скольжения на контактной поверхности пресс-штемпеля и контейнера) предлагается оценивать в виде суммы сил:
Р = Р деф + FT p , (1) где Где ф - усилие, осуществляющее формоизменение (пластическую деформацию); Гг р — усилия, преодолевающие силы трения скольжения на контактной поверхности обрабатываемого металла с контейнером и с матрицей.
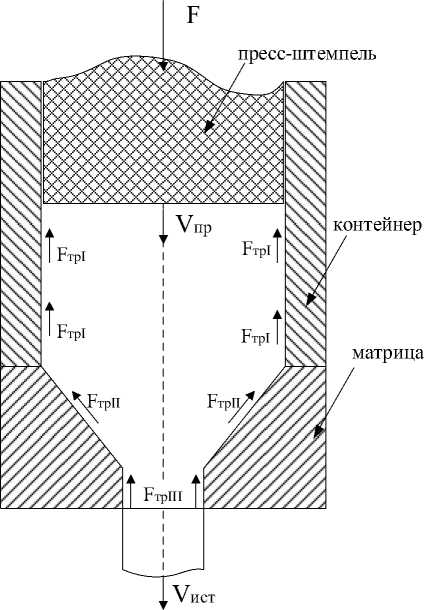
Рис. 1. Схема действия сил трения в очаге деформации при прямом прессовании
Сила трения /тр определяется особенностью геометрии очага деформации (рис. 1) и состоит из трех частей – усилия, направленного на преодоление трения скольжения обрабатываемого металла о контейнер Гтр1, о по верхность матрицы Гтр11 и о калибрующий поясок матрицы Гтр111:
Г р = Г тр1 + Г тр11 + Г трщ . (2)
Согласно закону трения Кулона, напряжение трения т пропорционально нормальному напряжению на поверхности контактирующих тел а л и не зависит от сопротивления деформации металла o s, т. е.
т = f • О п , (3)
где f - коэффициент трения, изменяющийся в пределах от 0,1 до 0,5.
При условии рассмотрения формирования сил трения по закону Зибеля напряжение трения т пропорционально среднему по области пластической деформации сопротивлению деформации сдвига о т и не зависит от приложенного нормального напряжения оп , т. е.
т = Ф • от , (4)
где ф , в отличие от кулоновского коэффициента трения, называют показателем трения, изменяющимся в пределах от 0,2 до 1.
Составляющие сил трения могут быть найдены:
-
Г тр 1 5 g • т Л • О кон • £ра с • f • ° твх ;
-
Г тр11 5 м • т 4-sina • (О к°н О вых ) • f • О тср ;
-
Г тр111 5 к • т П • О вых • ^ кп • f • О твых ,
где f - коэффициент (показатель) трения; 5б, 5м, 5к - площадь боковой поверхности втулки контейнера, матрицы и ее калибрующего пояска; О кон - диаметр контейнера; Овых - диаметр проволоки (прутка) на выходе из матрицы; £рас - длина распрессованной заготовки; £кп - длина калибрующего пояска матрицы; о твх , о тср , о твых - сопротивление пластического сдвига заготовки в контейнере, матрице и в калибрующем пояске соответственно.
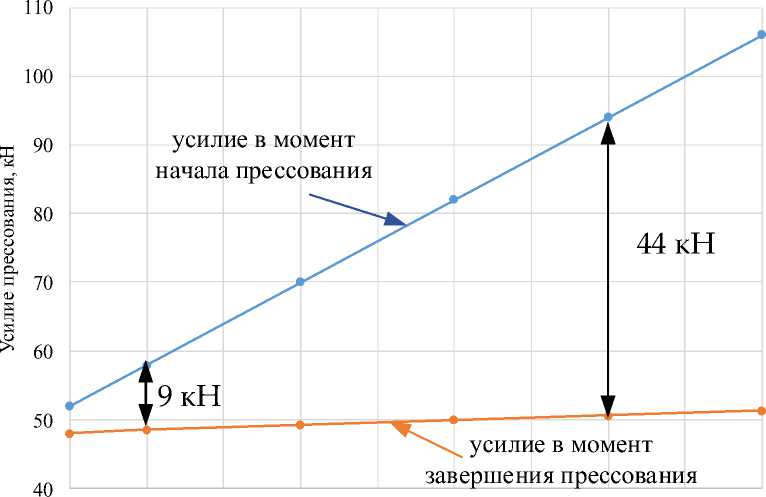
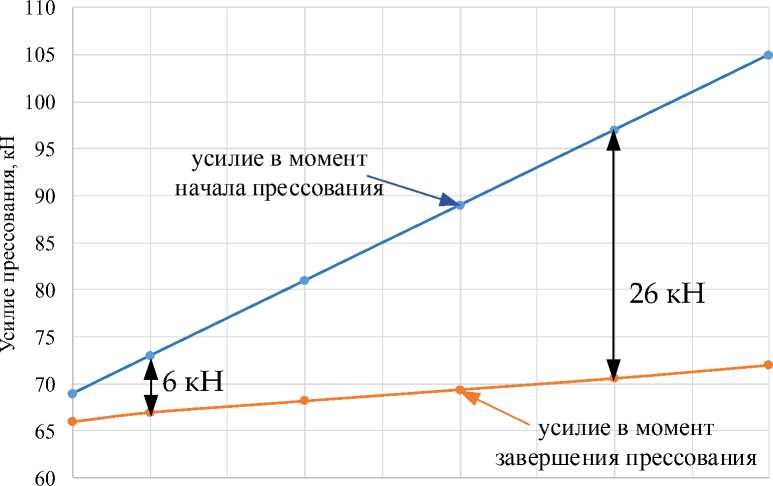
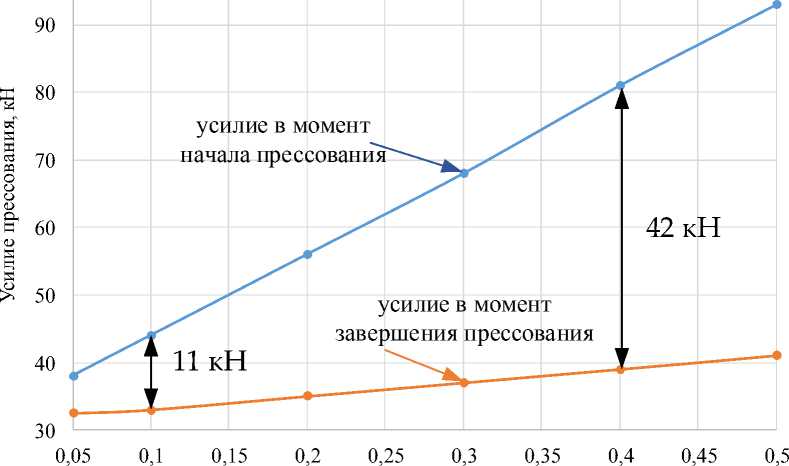
В работе [14] нами представлена математическая модель прямого прессования припоя из легкоплавких материалов, позволяющая определять энергосиловые режимы прессования проволоки и прутков различного диаметра. Результаты математического моделирования прессования прутков ∅8,0 и 15,0 мм, а также проволоки ∅2,0 мм представлены в табл. 1. С помощью разработанной математической модели были проведены аналитические исследования влияния коэффициента трения на усилия в процессе прессования. Результаты исследований приведены на рис. 2–4. Как видно из графиков, приведенных на рис. 2–4, повышение коэффициента трения существенно влияет на начальное усилие прессования. Площадь контакта заготовки с контейнером в начальный момент прессова- ния наибольшая, и требуется усилие для преодоления сил трения FтрI. С уменьшением площади контакта заготовки с контейнером
Таблица 1
Результаты расчета на математической модели
|
Параметр |
Размерность |
Величина |
||
|
Эксп. 1 |
Эксп. 2 |
Эксп. 3 |
||
|
Исходные данные |
||||
|
Диаметр заготовки (прутка), D вх |
мм |
30 |
30 |
20 |
|
Диаметр прутка (проволоки), D вых |
мм |
15 |
8 |
2 |
|
Длина заготовки, L |
мм |
120 |
120 |
120 |
|
Диаметр контейнера, D кон |
мм |
31 |
32 |
21,8 |
|
Скорость прессования, V пр |
мм/с |
12 |
3,5 |
0,5 |
|
Сопротивление деформации заготовки, σ |
МПа |
10,5 |
10,5 |
10,5 |
|
Полуугол матрицы, α |
° |
33,5 |
40 |
18,4 |
|
Длина калибрующего пояска, LKn |
мм |
5 |
5 |
5 |
|
Коэффициет трения, f |
– |
0,5 |
0,5 |
0,5 |
|
Результаты расчета |
||||
|
Коэффициент вытяжки, μ |
– |
4,3 |
16,0 |
118,8 |
|
Скорость истечения, V ист |
мм/с |
51 |
56 |
59 |
|
Усилие в момент начала прессования, F н |
кН |
92,8 |
106 |
105 |
|
Усилие в момент завершения прессования, F к |
кН |
41,0 |
51,3 |
71,9 |
|
Усилия деформации, F деф |
Н |
31 647 |
46 848 |
65 784 |
|
Сила трения, F тр |
Н |
61 171 |
59 168 |
39 384 |
|
в контейнере F трI |
Н |
57 432 |
55 637 |
36 297 |
|
в матрице F трII |
Н |
2621 |
2935 |
2938 |
|
в калибр. пояске F трII |
Н |
1119 |
597 |
149 |
0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5
Коэффициент трения
Рис. 3. Изменение усилия прессования проволоки ∅ 8,0 мм в зависимости от коэффициента трения
0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5
Коэффициент трения
Рис. 4. Изменение усилия прессования проволоки ∅ 2,0 мм в зависимости от коэффициента трения
Коэффициент трения
Рис. 2. Изменение усилия прессования проволоки ∅ 15,0 мм в зависимости от коэффициента трения
составляющая FтрI тоже уменьшается и разница между «усилием в момент начала прессования» и «усилием в момент завершения прессования» сокращается. Снижение значения коэффициента трения позволяет сущест- венно, а именно до 60 %, снизить усилие прессования, которое расходуется на преодоление сил трения и приводит к повышению температуры на контакте заготовки с контейнером.
Для подтверждения результатов аналитических исследований, а также определения коэффициента трения экспериментальным путем были проведены лабораторные исследования процесса прессования при различных условиях трения. Гидравлический пресс Д2428, на котором осуществлялся процесс прессования, оснащен системой измерения усилия прессования и хранения полученных данных [14]. Экспериментальные исследования проводились при прессовании прутков ∅ 8,0 мм из заготовки ∅ 30,0 мм при одинаковой скорости прессования. Результаты замера усилий прессования прутков ∅ 8,0 мм при различных условиях трения представлены на рис. 5–7.
Для определения фактического усилия прессования нужно от полученных значений отнять поправочную величину 15 кН. Связано это с особенностями тарировки гидравлического пресса. При прессовании заготовки ∅ 30,0 мм в пруток ∅ 8,0 мм без смазки усилие в момент начала прессования составляет 105 кН, а в момент завершения прессования – 47 кН. Согласно рис. 3 такие значения усилий прессования, с небольшой погрешностью, соответствуют коэффициенту трения 0,5. Применение смазочных материалов, а именно графитовой (графит – С) и молибденовой (дисульфид молибдена – MoS 2 ) смазки, которые используются при холодном волочении [18],

Рис. 5. Усилие в процессе прессования прутка ∅ 8,0 мм без применения смазки
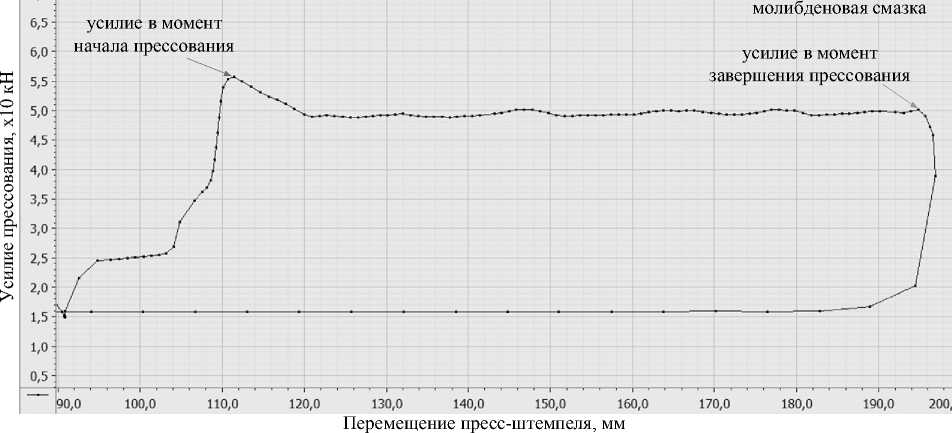
Рис. 6. Усилие в процессе прессования прутка ∅ 8,0 мм с применением молибденовой смазки
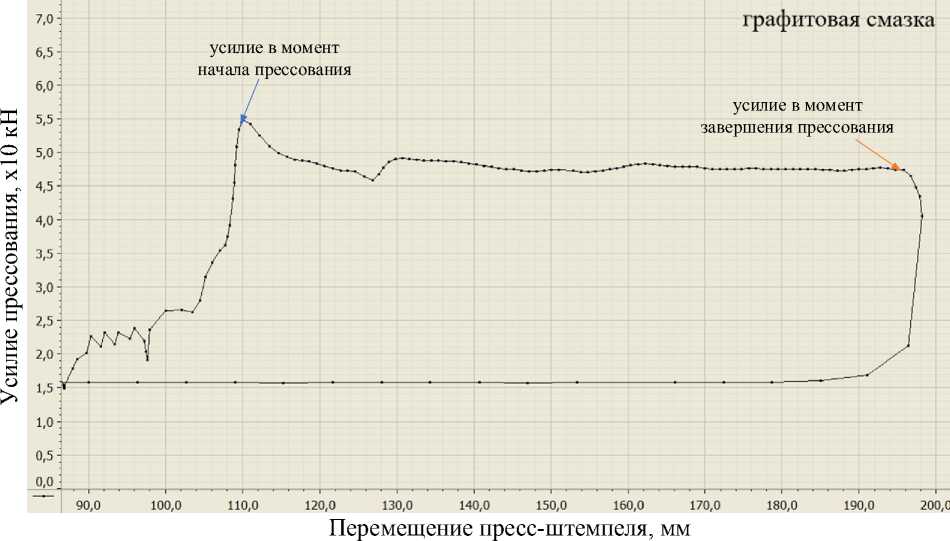
Рис. 7. Усилие в процессе прессования прутка ∅ 8,0 мм с применением графитовой смазки
привело к существенному падению усилия прессования в начальный момент и изменению значительной части графика с наклонного на горизонтальный на стадии установившегося течения (см. рис. 6 и 7).
Сравнение результатов экспериментального определения усилия прессования прутка ∅ 8,0 мм без применения смазки (см. рис. 5) и результатов математического моделирования (см. рис. 3) позволяет установить, что коэффициент трения соответствует значению 0,5. Усилие прессования в начальный момент при расчете и при экспериментальном определении равно 105 кН, а вот в момент завершения прессования расчетное значение равно 51 кН, а экспериментальное – 47 кН. Расхождение между расчетным и экспериментальных значением в данном случае составляет 7 %.
Применение смазочных материалов приводит к падению усилия в момент начала прессования с 105 до 40 кН (см. рис. 5–7). Усилие прессования в 40 кН соответствует коэффициенту трения менее 0,05, т. е. коэффициент трения уменьшился более чем в 10 раз (см. рис. 3). При этом стоит отметить, что на стадии установившегося течения усилие прессования ниже на 2–3 кН при применении графитовой смазки по сравнению с молибденовой. Разница между теоретическим усилием в начале прессования и в конце прессования составляет 4 кН, а при экспериментальных исследованиях – 5 кН.
Наличие пика на кривой зависимости усилия от хода пресс-штемпеля (см. рис. 5–7) объясняется рядом причин: в первую очередь, переходом от контактного трения покоя к трению скольжения, а во-вторую – переходом от упругой к пластической деформации [19–20].
С определенной долей допущения можно говорить о том, что при прессовании припоя ПОИн-52 с использованием стального контейнера без применения смазки коэффициент трения равен 0,5, а при применении графитовой или молибденовой смазки коэффициент трения будет принимать значение 0,05.
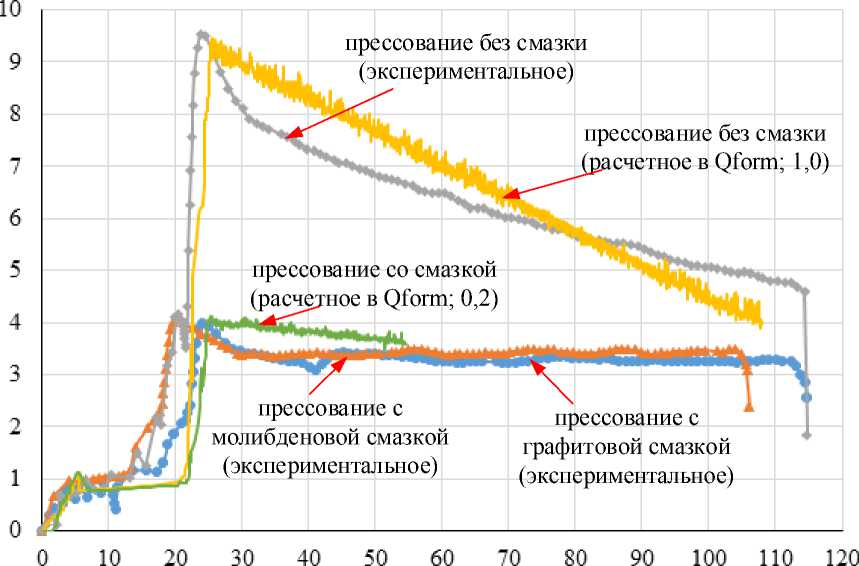
Пакет для компьютерного моделирования процессов обработки металлов давления Qform [21], в основе которого лежит метод конечных элементов, позволяет учитывать трение по законам Кулона, Зибеля и Леванова. Используя результаты экспериментальных исследований, путем подбора определили показатели трения.
На рис. 8 приведены результаты компьютерного моделирования в пакете Qform процесса прессования заготовки ∅ 30,0 мм в пруток ∅ 8,0 мм без смазки и с применением смазки в сравнении с результатами экспериментальных исследований.
Перемещение пресс-штемпеля; мм
Рис. 8. Сравнение изменения усилия прессования при различных условиях контактного трения, полученного экспериментальным путем и при компьютерном моделировании в Qform
Таблица 2
Показатели (коэффициенты) трения для моделирования прямого прессовании припоя ПОИн-52 с использованием стального контейнера
|
Условия трения |
Кулон |
Зибель |
Леванов |
|
Б ез смазки |
0,5 |
1,0 |
1,0 |
|
М олибденовая смазка |
0,05 |
0,2 |
0,2 |
|
Г рафитовая смазка |
0,05 |
0,2 |
0,2 |
В табл. 2 приведены показатели трения, рекомендуемые для использования при моделировании процесса прямого прессовании припоя ПОИн-52 с использованием стального контейнера.
Коэффициент трения оказывает существенное влияние на температурные условия процесса прессования, следовательно, учет его достоверной величины при компьютерном моделировании позволит существенно повысить точность расчетов.
Заключение
С помощью математического моделирования исследовано влияние коэффициента трения на усилие в процессе прессования прутков ∅8,0 и 15,0 мм, а также проволоки ∅2,0 мм. Установлено, что с увеличением коэффициента трения на преодоление силы тре- ния скольжения на контактной поверхности обрабатываемого металла с контейнером и с матрицей тратится до 60 % усилия, необходимого для прессования исследуемого сплава. В ходе экспериментальных исследований показано, что применение смазочных материалов, а именно графитовой (графит – С) и молибденовой (дисульфид молибдена – MoS2) смазки, позволяет снизить коэффициент трения более чем в 10 раз. С определенной долей допущения установлено, что при прессовании припоя ПОИн-52 с использованием стального контейнера без применения смазки коэффициент трения равен 0,5, а при применении графитовой или молибденовой смазки коэффициент трения принимает значения, близкие к 0,05. Используя результаты экспериментальных исследований, путем подбора определили показатели трения по законам
Кулона, Зибеля и Леванова, которые могут быть применены для компьютерного моделирования в пакете Qform процесса прямого прессования припоя ПОИн-52 с использованием стального контейнера без применения смазки и с применением графитовой и молибденовой смазки. Учет достоверной величины показателя трения при компьютерном моделировании позволит существенно повысить точность получаемых результатов.
Список литературы Определение показателя трения в процессе прямого прессования проволочного и пруткового припоя ПОИН-52
- Петров, А.Н. Теория обработки металлов давлением: штампы, износ и смазочные материалы: учеб. пособие для вузов / А.Н. Петров, П.А. Петров, М.А. Петров. – 2-е изд., испр. и доп. – М.: Изд-во Юрайт, 2020. – 130 с. – (Высшее образование) // ЭБС Юрайт [сайт]. – https://urait.ru/bcode/446675 (дата обращения: 10.07.2021).
- Воронцов, А.Л. Теория и расчеты процессов обработки металлов давлением: учеб. пособие: в 2 т. / А.Л. Воронцов. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2014. – Т. 2. – 441 с.
- Каргин, В.Р. Теория обработки металлов давлением: учеб. пособие / В.Р. Каргин. – Самара: СамГУ, 2019. – 112 с. // Лань: электронно-библиотечная система. – https://e.lanbook.com/book/148619 (дата обращения: 10.07.2021).
- О возможности снижения мощности, расходуемой на процесс прокатки проволоки на совмещенном прокатно-волочильном стане / А.А. Радионов, Л.В. Радионова, В.А. Харитонов, О.С. Малахов // Электротехнические системы и комплексы. – Магнитогорск: МГТУ, 2005. – № 10. – С. 63–70.
- New technological lubricants for steel wire drawing / L.V. Radionova, V.A. Kharitonov, V.I. Zyuzin, L.D. Rol'shchikov // Steel in Translation. – 2001. – No. 12. – P. 49–50.
- Радионова, Л.В. Разработка технологии производства высокопрочной проволоки с повышенными пластическими свойствами из углеродистых сталей: дис. … канд. техн. наук / Л.В. Радионова. – Магнитогорск, 2001. – 137 с.
- Харитонов, В.А. Проектирование ресурсосберегающих технологий производства высокопрочной углеродистой проволоки на основе моделирования: моногр. / В.А. Харитонов, Л.В. Радионова. – Магнитогорск: ГОУ ВПО «МГТУ», 2008. – 171 с.
- Неравномерность и локализация пластической деформации в процессах обработки металлов давлением / Г.С. Бурханов, В.С. Юсупов, А.Е. Шелест и др. // Металлы. – 2012. – № 4. – С. 39–46.
- Чулкин, С.Г. Анализ современных представлений и подходов при оценке износостойкости и долговечности материалов в различных условиях внешнего трения / С.Г. Чулкин // Трение, износ, смазка. – 1999. – Т. 1, № 2. – С. 47–51.
- Совершенствование геометрии волочильного канала с целью повышения стойкости инструмента и качества полос из нихрома / А.И. Снигирев, Л.М. Железняк, Н.А. Снигирев, В.Л. Дымшаков // Производство проката. – 2014. – № 12. – С. 24–28.
- Добров, И.В. Механика процесса внешнего трения при волочении полосы в монолитной волоке / Добров И.В. // Машиностроение: сетевой электронный научный журнал. – 2015. – Т. 3. № 2. – С. 32–39.
- Теория и технология прессования алюминиевых сплавов: учеб. пособие / В.Р. Каргин, А.Ф. Гречникова, Я.А. Ерисов, Ю.С. Старостин. – Самара: Изд-во СГАУ, 2015. – 80 с.
- Логинов, Ю.Н. Прессование как метод интенсивной деформации металлов и сплавов: учеб. пособие / Ю.Н. Логинов. – Екатеринбург: УрФУ, 2016. – 156 с. // Лань: электронно-библиотечная система. – https://e.lanbook.com/book/99055 (дата обращения: 06.05.2020).
- Математическое моделирование энергосиловых параметров прямого прессования легкоплавких материалов / Л.В. Радионова, С.Р. Фаизов, В.Д. Лезин, А.Е. Сарафанов // Вестник ЮУрГУ. Серия «Металлургия». – 2020. – Т. 20, № 2. – С. 71–79. DOI: 10.14529/met200207
- Компьютерное моделирование температурных режимов при полунепрерывном прямом прессовании легкоплавких материалов / Л.В. Радионова, С.Р. Фаизов, Д.В. Громов, И.Н. Ердаков // Вестник ЮУрГУ. Серия «Металлургия». – 2020. – Т. 20, № 4. – С. 30–38. DOI: 10.14529/met200404
- Оптимизация процесса прямого прессования проволоки из сплава ПОИн-52 методом обобщенного приведенного градиента / Л.В. Радионова, С.Р. Фаизов, И.Н. Ердаков, А.В. Брык // Вестник ЮУрГУ. Серия «Металлургия». – 2021. – Т. 21, № 1. – С. 54–65. DOI: 10.14529/met210106
- Глебов, Л.А. Припой ПОИн-52: исследование процесса и разработка технологии мелкосерийного производства проволоки / Л.А. Глебов, Л.В. Радионова, С.С. Фаизов // Magnitogorsk Rolling Practice 2019: материалы IV молодежной научно-практической конференции / под ред. А.Г. Корчунова. – Магнитогорск: Изд-во Магнитогорск. гос. техн. ун-та им. Г.И. Носова, 2019. – С. 54–56.
- Харитонов, В.А. Ресурсосбережение при производстве проволоки / В.А. Харитонов, В.И. Зюзин, А.К. Белан. – Магнитогорск: МГТУ, 2003. – 194 с.
- Visco-Plastic Flow of Metal in Dynamic Conditions of Complex Strain Scheme / A. Korbel, W. Bochniak, P. Ostachowski et al. // Metallurgical and Materials Transactions A. – 2011. – Vol. 42. – P. 2881–2897. DOI: 10.1007/s11661-011-0688-x
- Григорьев, А.А. Расчет технологических параметров экструзии брикетов порошков алюминия / А.А. Григорьев, А.И. Дмитрюк // Научно-технические ведомости СПбПУ. Естественные и инженерные науки. – 2020. – Т. 26, № 1. – С. 53–61. DOI: 10.18721/JEST.26105
- Стебунов, С.А. 25 лет программе моделирования процессов обработки металлов давлением QForm / С.А. Стебунов // КШП. ОМД. – 2016. – № 11. – С. 3–4.
