Определение режимов термической обработки зубьев цилиндрического колеса

Автор: Подпругин А.И., Кожевин С.А., Голочалова А.В.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 6 (60), 2020 года.
Бесплатный доступ
Термическая обработка применяется для повышения твердости зубьев. С повышением твердости растет несущая способность передач по контактной прочности. Поэтому закалку используют для повышения твердости зубьев в силовых передачах.
Гомогенизация, предварительная термообработка, азотирование, окончательная термообработка
Короткий адрес: https://sciup.org/140275555
IDR: 140275555 | УДК: 621.785
Determination of thermal treatment modes of cylindrical wheel
Heat treatment is used to increase the hardness of the teeth. With increasing hardness, the bearing capacity of gears in contact strength increases. Therefore, hardening is used to increase the hardness of the teeth in power drives.
Текст научной статьи Определение режимов термической обработки зубьев цилиндрического колеса
Введение. На сегодняшний день, сельскохозяйственное машиностроение стремится повысить мощности двигателей, плавности хода и безотказности, а самое главное экономической эффективности. Однако, повышение мощности приводит к неизбежному росту динамических нагрузок, что отрицательно сказывается на всех показателях.
Крайне важным этапом обеспечения надежности деталей машин, является технологический этап их изготовления, а также термической обработки в частном случае. Материаловедческий этап выбора и назначения режимов термической обработки, позволяет усвоить практические основы упрочнения деталей машин для требуемых условий эксплуатации.
В следствии обучения и изучения механических передач, необходимо ознакомиться с способами изготовления зубчатых передач, а также изучить определение, порядок построения и применение эвольвенты для очертания зубьев колёс, что позволяет более углубленно понимать принцип работы зубчатых передач.
Основная часть. С целью гомогенизации (устранение неоднородности) структуры стали 40ХМА, снятия внутренних напряжений и улучшения обрабатываемости рзанием, зубчатые колеса предварительно подвергают отжигу затем закалке и отпуску.
Заготовки загружают в печь, нагретую до температуры (500-520)°С, выдерживают их в течение двух часов, после чего охлаждают с печью. Затем закаливают в той же печи при температуре (520)°С
Предварительная термообработка проводится для улучшения обрабатываемости материала режущим инструментом, повышения его пластичности, снятия внутренних напряжений и улучшения структуры.
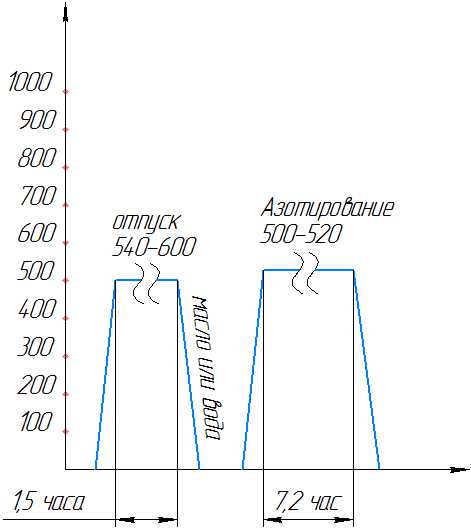
Рисунок 1.1 – Режим предварительной термической обработки
После полного охлаждения заготовки отправляют на предварительную механическую обработку. После механической обработки детали поступают на закалку, повышает твердость, прочность и износостойкость; измельчает структуру
Закалка заключается в следующем: детали загружаются в печь, нагреваются в ней до температуры 880-930°С, выдерживаются в течение 43.2ми К1коэффициент формы (для шара он равен 1, для цилиндра 2, для параллелепипеда 2,5);
К2коэффициент среды (для нагрева в соли равен 1, в свинце 0,5, в газовой среде 2);
К3коэффициент времени нагрева, зависящий от различного расположения изделий на поду печи.
Находим соответствующие коэффициенты:
К1 =2; К2 =1;К3 =3;
Д1 = 30 (максимальное поперечное значение 100×60, значит Д1 = 60)16
Тогда: τн = 0,1 • 2 • 1 • 3 • 60 = 36мин;
τв = 20% от 36 мин, что соответствует 7.2 мин;
τобщ = 36+ 7.2 = 43.2 мин.
и закаливаются в масле до полного охлаждения. В этом случае сталь с исходной структурой (перлит + феррит) при нагреве приобретает аустенитную структуру, которая при последующем охлаждении со скоростью выше критической превращается в мартенсит. Масло как закалочная среда имеет ряд преимуществ: небольшую скорость охлаждения в мартенситном интервале температур, что уменьшает возникновение закалочных дефектов. Скорость охлаждения 150С ° /с при температуре 650 -550С ° .
Для снятия закалочных напряжений производится высокий отпуск. Снижает внутренние напряжения и хрупкость, возникшие в процессе закалки; увеличивает вязкость и значительно понижает твердость; после высокого отпуска возможна обработка лезвийным инструментом. Чтобы повысить твердость применяем азотирование.
Азотирование – насыщение поверхности деталей азотом для повышения износостойкости, выносливости, сопротивления коррозии в воде, атмосфере пара. Азотированию могут подвергаться практически все легированные стали. Насыщаем поверхностный слой детали азотом только после предварительного улучшения. Это придает высокую твердость, износостойкость и коррозионную стойкость поверхностному слою изделия при минимальном его короблении и не требует последующей обработки.
Окончательная (упрочняющая) термообработка проводится для придания требуемых эксплуатационных характеристик (твердость, износостойкость и т.д.) поверхностям деталей машин.
Что касается определения времени нагрева до заданной температуры (τн), то наиболее точным и удобным является метод А.П. Гуляева. Величину (τн) определяют по формуле:
тн = 0,1К1» К2» К3Д1, где Д1 – минимальный размер максимального сечения изделия в мм;
т. t
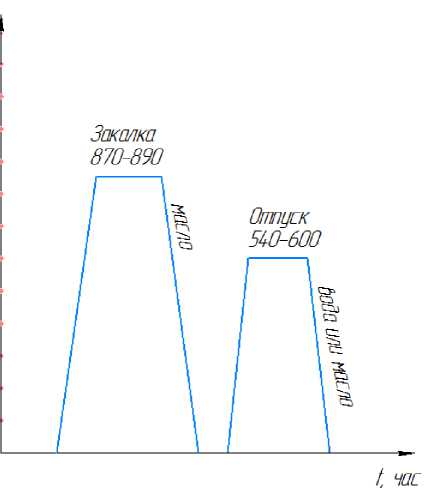
Рисунок 1.2 – Режим окончательной термической обработки
Заключение. Для цилиндрического зубчатого колеса технология термической обработки состоит:
-
• Из предварительной термической обработки – азотирование, с
целью устранения неоднородности структуры.
-
• И окончательной термической обработки для придания
окончательных свойств, состоящей из закалки и отпуска, чтобы повысить износостойкость, выносливость и сопротивления коррозии в воде, атмосфере пара.
Список литературы Определение режимов термической обработки зубьев цилиндрического колеса
- Ерохин, М.Н. Детали машин и основы конструирования: учебное пособие для вузов / М.Н. Ерохин, и др. - М: КолосС, 2008. - 462 с.
- Любин, В.Н. Детали машин и основы конструирования. Курсовое проектирование: учебное пособие для вузов / В.Н. Любин. - Белгород: Изд- во БелГСХА, 2010. - 236 с.
- Слободюк А.П.Курсовое проектирование по теории механизмов и машин: Учебное пособие. [Текст]/ А.П. Слободюк. -Белгород: Изд-во БелГСХА, 2011. -222 с.
