Определение технологических факторов прокатки, способствующих возникновению дефектов поверхности на трубах

Автор: Черных Иван Николаевич, Струин Дмитрий Олегович, Шкуратов Евгений Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 3 т.18, 2018 года.
Бесплатный доступ
Наиболее производительным и современным является способ получения труб на трубопрокатных агрегатах с использованием непрерывных раскатных станов с удерживаемой оправкой. Производство бесшовных труб горячей прокаткой на таких агрегатах может сопровождаться возникновением дефектов на поверхности труб, что приводит к увеличению количества бракованной продукции. С учётом современного уровня техники процесс дефектообразования при производстве труб изучен недостаточно. Дефекты возникают на поверхности труб при осуществлении прокатки в станах линии трубопрокатного агрегата. Характерными видами дефектов поверхности являются раковина-вдав, плена трубопрокатная на наружной и внутренней поверхности труб, а также поперечный разрыв металла. В данной статье рассмотрено качество труб наружным диаметром в диапазоне 219÷325 мм с толщиной стенки в диапазоне значений 8÷24 мм, получаемых прокаткой на агрегатах, имеющих в линии непрерывные раскатные станы с 2- и 3-валковыми калибрами. Качество рассмотрено с точки зрения влияния технологических факторов прокатки (коэффициент вытяжки, обжатие по наружному диаметру, толщине стенки и проч.) на количество брака по отдельным видам дефектов поверхности. В качестве универсального, ранее мало изученного, по величине которого можно судить об уровне дефектности технологии, рассмотрен фактор соотношения деформаций по диаметру к деформации по толщине стенки в раскатном стане. Статистическими методами получен ряд моделей, руководствуясь которыми можно прогнозировать ожидаемый уровень брака по дефектам поверхности при производстве бесшовных труб, а также подбирать условия деформирования, минимизирующие количество брака.
Качество труб, трубопрокатный агрегат, дефекты поверхности, технологические факторы прокатки
Короткий адрес: https://sciup.org/147232505
IDR: 147232505 | УДК: 620.1 | DOI: 10.14529/met180306
Determination of technological factors of rolling ability to occurrence of surface defects on pipes
The most productive and modern method is the production of pipes on pipe-rolling machines using continuous rolling mills with a retained mandrel. The production of seamless hot rolled tubes on such aggregates can be accompanied by the appearance of defects on the surface of the pipes, which leads to an increase in the amount of defective products. Taking into account the current state of the art, the process of defect formation in the production of pipes has not been studied sufficiently. Defects occur on the surface of pipes when rolling in the mills of the line of the pipe-rolling unit. Typical types of surface defects are surface cavity, rolling skin on the outer and inner surfaces of the pipes, pigeon hole. In this article, we consider the quality of pipes with an outer diameter in the range of 219÷325 mm with a wall thickness in the range of 8÷24 mm obtained by rolling on aggregates that have continuous rolling mills with 2- and 3-roll stands in the line. The quality is considered from the point of view of the influence of technological factors of rolling (the drawing coefficient, the reduction in the external diameter, the wall thickness, etc.) on the amount of reject for certain types of surface defects. As a universal, previously little studied, the size of which can be judged on the level of defectiveness of technology, we consider the factor of the ratio of deformations in diameter to deformation along the wall thickness in the rolling mill. A number of models have been obtained by statistical methods, guided by which it is possible to predict the expected level of defects in surface defects in the production of seamless pipes, and also to select deformation conditions that minimize the amount of defect.
Текст научной статьи Определение технологических факторов прокатки, способствующих возникновению дефектов поверхности на трубах
Производство бесшовных труб горячей прокаткой на современных трубопрокатных агрегатах (ТПА) сопровождается возникновением дефектов поверхности различного вида [1]. Наличие дефектов приводит к преждевременному выходу из строя конструкций, составленных из таких труб [2].
В зависимости от глубины залегания, расположения по поверхности и требований стандартов наличие дефектов поверхности может приводить к браку при производстве труб [3]. Это обосновывает актуальность проведения исследований в области дефектообразования.
Перспективной для подобных исследований является технология получения труб с
использованием современных ТПА с непрерывными раскатными станами [4]. Массив имеющейся научно-технической информации с учётом индивидуальных особенностей ТПА может быть применён в виде общих рекомендаций по снижению количества брака. С другой стороны, выполненный анализ позволил выявить для ТПА с любым составом оборудования факторы, влияющие на возникновение дефектов [5–14]: степень тонкостенности раската; частные и суммарные значения коэффициента вытяжки; изменение наружного диаметра и толщины стенки.
Возможность формализации статистических данных о количестве брака по дефектам
Таблица 1
Значения коэффициента корреляции rxy
|
Фактор |
Обозначение |
Диапазон варьирования |
Вид дефекта поверхности |
|||||
|
ДП |
С 1 |
РНТ |
ПНТ |
ПВТ |
РВТ |
|||
|
В составе ТПА: раскатной стан с 3-валковыми клетями |
||||||||
|
Степень тонкостенности |
D/S ГТ |
9,95÷40,6 |
–0,33 |
0,42 |
–0,2 |
–0,24 |
–0,3 |
–0,29 |
|
D/S НС |
14,4÷50,2 |
–0,28 |
0,44 |
–0,25 |
–0,2 |
–0,25 |
–0,27 |
|
|
D/S ИС |
13,5÷47,4 |
–0,29 |
0,44 |
–0,24 |
–0,21 |
–0,26 |
–0,27 |
|
|
Изменение наружного диаметра |
δ D НС |
9,3÷12,9 |
0,16 |
0,05 |
0,4 |
–0,14 |
0 |
0,12 |
|
δ D ИС |
1,7÷5,6 |
–0,16 |
–0,01 |
–0,41 |
0,13 |
0 |
–0,14 |
|
|
Σδ D ИС, КС |
3,5÷24,9 |
0,41 |
0 |
–0,33 |
0,32 |
0,39 |
0,26 |
|
|
Изменение толщины стенки |
δ S НС |
40,3÷71,5 |
–0,24 |
0,37 |
–0,14 |
–0,23 |
–0,2 |
–0,27 |
|
Соотношение деформаций по диаметру к деформации по толщине стенки |
δ D/ δ S КС |
–0,3÷–3,8 |
–0,39 |
–0,24 |
0,3 |
–0,24 |
0,31 |
–0,18 |
|
Коэффициент вытяжки |
μ НС |
1,8÷3,8 |
–0,24 |
0,49 |
–0,17 |
–0,25 |
–0,24 |
–0,27 |
|
μ ПС, НС |
3,6÷10,8 |
–0,31 |
0,38 |
–0,24 |
–0,2 |
–0,28 |
–0,26 |
|
|
μ ТПА |
3,6÷12,2 |
–0,23 |
0,4 |
–0,29 |
–0,14 |
–0,2 |
–0,22 |
|
|
В составе ТПА: раскатной стан с 2-валковыми клетями |
||||||||
|
Степень тонкостенности |
D/S ГТ |
11,4÷40,6 |
0,64 |
0,76 |
0,5 |
0,33 |
0,52 |
0,02 |
|
D/S ПС |
7,8÷13,8 |
0,6 |
0,7 |
0,45 |
0,33 |
0,5 |
0,04 |
|
|
D/S НС |
12,1÷47,8 |
0,66 |
0,78 |
0,52 |
0,29 |
0,53 |
–0,03 |
|
|
Изменение толщины стенки |
δ S НС |
45,7÷75,9 |
0,53 |
0,56 |
0,44 |
0,35 |
0,38 |
0,01 |
|
Соотношение деформаций по диаметру к деформации по толщине стенки |
δ D/ δ S НС |
0,2÷0,3 |
–0,58 |
–0,65 |
–0,44 |
–0,33 |
–0,49 |
–0,06 |
|
Коэффициент вытяжки |
μ ПС |
2,3÷3,7 |
0,45 |
0,39 |
0,31 |
0,47 |
0,37 |
0,29 |
|
μ НС |
2,1÷4,6 |
0,6 |
0,68 |
0,5 |
0,32 |
0,44 |
–0,05 |
|
|
μ ПС, НС |
4,7÷15,8 |
0,6 |
0,65 |
0,46 |
0,41 |
0,46 |
0,08 |
|
|
μ ТПА |
4,8÷16,8 |
0,6 |
0,66 |
0,47 |
0,39 |
0,46 |
0,05 |
|
Обработка металлов давлением… поверхности относительно технологических факторов прокатки показана в источниках [6, 14].
Для предварительной оценки связи между факторами и браком по отдельным видам дефектов использовался коэффициент парной корреляции r xy [15]. Для исследуемых выборок и уровней значимости α = 0,05 и α = 0,1 принимаются значения ǀ rxy ǀ ≥ 0,42 и ǀ rxy ǀ ≥ 0,34 (табл. 1). Если r xy ≥ 0, то рост фактора будет способствовать увеличению количества брака и наоборот.
Предварительное исследование показало:
– влияние одинаковых факторов на количество брака при производстве труб в разных ТПА может быть противоположно;
– влияние технологических факторов прокатки на вероятность возникновения брака по дефекту вида поперечный разрыв металла одинаково вне зависимости от вида ТПА;
– прокатка в линии ТПА с использованием калибровочного стана потенциально влияет на количество брака по отдельным видам дефектов. В частности, при увеличении сум-
Примечание. ГТ – готовая труба; ПС – прошивной стан; НС – непрерывный раскатной стан; ИС – стан-извлекатель оправки; КС – калибровочный стан; ДП – дефекты поверхности; С – поперечный разрыв металла; РНТ и РВТ – раковина-вдав на наружной и внутренней поверхности трубы; ПНТ и ПВТ – плена трубопрокатная на наружной и внутренней поверхности трубы.
Таблица 2
Виды полученных моделей
|
№ модели |
Вид модели |
Формула |
|
1 |
Линейная |
y = ax + b |
|
2 |
Полиномиальная |
y = ax 2 + bx + c |
|
3 |
Экспоненциальная |
y = ae bx |
|
4 |
Степенная |
y = ax b |
Таблица 3
К оценке адекватности полученных моделей для ТПА с 2-валковым раскатным станом
|
Вид ДП |
Фактор |
№ модели (табл. 2) |
Коэффициенты модели |
Оценка адекватности |
||||
|
a |
b |
c |
F |
α |
2 ост |
|||
|
ДП |
δ D/ δ S НС |
3 |
34,51 |
–17,84 |
– |
13,19 |
0÷0,05 |
0,01 |
|
D/S ПС |
1 |
0,137 |
–0,94 |
– |
1,39 |
0,2÷0,3 |
0,05 |
|
|
μ ПС |
1 |
0,589 |
–1,274 |
– |
1,41 |
0,05 |
||
|
μ НС |
3 |
0,023 |
0,813 |
– |
1,36 |
0,06 |
||
|
ПНТ |
δ D/ δ S НС |
1 |
–7,838 |
2,686 |
– |
2,51 |
0,1÷0,2 |
0,08 |
|
μ ПС |
2 |
0,506 |
–2,358 |
2,727 |
1,43 |
0,2÷0,3 |
0,08 |
|
|
μ ПС, НС |
1 |
0,093 |
–0,496 |
– |
1,53 |
0,08 |
||
|
μ ТПА |
1 |
0,087 |
–0,498 |
– |
1,5 |
0,08 |
||
|
ПВТ |
D/S ПС |
1 |
0,153 |
–1,091 |
– |
10,48 |
0÷0,05 |
0,01 |
|
δ D/ δ S НС |
1 |
–5,537 |
1,987 |
– |
6,47 |
0,01 |
||
|
μ ПС |
1 |
0,775 |
–1,793 |
– |
4,65 |
0,05÷0,1 |
0,03 |
|
|
μ ПС, НС |
3 |
0,038 |
0,192 |
– |
1,43 |
0,2÷0,3 |
0,04 |
|
|
μ ТПА |
2 |
0,007 |
–0,103 |
0,575 |
1,78 |
0,03 |
||
|
С |
D/S НС |
2 |
0,002 |
–0,096 |
1,08 |
8,42 |
0÷0,05 |
0,03 |
|
δ S НС |
3 |
4·10–15 |
0,44 |
– |
348,69 |
4·10–4 |
||
|
δ D/ δ S НС |
2 |
88,5 |
–53,7 |
8,043 |
16,51 |
0,01 |
||
|
μ НС |
2 |
0,396 |
–2,249 |
3,114 |
19,12 |
0,01 |
||
|
μ ПС, НС |
3 |
1·10–8 |
1,189 |
– |
10,79 |
0,03 |
||
|
μ ТПА |
2 |
0,018 |
–0,325 |
1,333 |
6,47 |
0,02 |
||
|
D/S ПС |
1 |
0,192 |
–1,824 |
– |
2,38 |
0,1÷0,2 |
0,06 |
|
|
D/S ГТ |
1 |
0,033 |
–0,652 |
– |
1,41 |
0,2÷0,3 |
0,09 |
|
Таблица 4
К оценке адекватности полученных моделей для ТПА с 3-валковым раскатным станом
– увеличение соотношения деформаций по диаметру к деформации по толщине стенки [10] может способствовать снижению количества брака.
Если коэффициент корреляции ǀ r xy ǀ = 1, можно говорить с максимальной достоверностью, что зависимость между сравниваемыми величинами является линейной. Большинство значений коэффициента корреляции в табл. 1 свидетельствует о нелинейной зависимости.
Сами факторы могут быть зависимыми или независимыми величинами. Проверка проводилась также с использованием коэффициента парной корреляции r xy . Коэффициент корреляции r xy между факторами табл. 1 принимает значения в диапазоне от 0,75 до 1, что говорит о наличии высокой степени связи между ними. Следовательно, зависимость между количеством брака при производстве труб и фактором может быть описана уравнением от одной переменной.
Задача по определению вида эмпирической зависимости решается с использованием метода наименьших квадратов (МНК). В настоящее время метод МНК реализован в ряде компьютерных программ.
В [15] в качестве рекомендации при обработке статистических данных предлагается использовать интервальную группировку данных. То есть весь диапазон варьирования фактора (см. табл. 1) разбивается на несколько равных отрезков, в каждом из которых вычисляется среднее значение фактора и средневзвешенное значение параметра отклика (количество брака). Для определения шага разбиения с учётом объёма выборки n пользуются эмпирическими формулами, в частности формулой Стерджесса [6, 15]:
K - 1 + 3,3221g n .
Уровень брака при производстве труб в разных ТПА различен. Для сравнения рассматриваемых технологий и оценки вероятности возникновения максимальное значение брака по отдельному виду дефектов поверхности при производстве труб приравнивалось к 1, остальные значения после группировки данных вычислялись в долях относительно максимального.
После получения моделей, отражающих зависимость количества брака при производстве труб от выбранных факторов (см. табл. 1), производилась их оценка с использованием F -критерия Фишера и величины остаточной дисперсии. Значения эмпирических коэффициентов a , b , c для полученных моделей (табл. 2) с указанием уровня достоверности α сведены в табл. 3, 4.
Исследование показало (см. табл. 3, 4):
– наибольший комплекс технологических факторов оказывает влияние на формирование брака по дефекту поверхности вида поперечный разрыв металла;
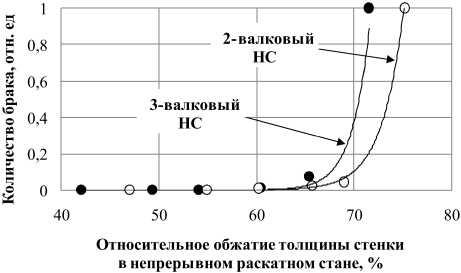
– для обеих линий ТПА количество брака по причине дефекта поверхности вида поперечный разрыв металла увеличивается с ростом относительного обжатия толщины стенки в раскатном стане δS НС и суммарного коэффициента вытяжки при прошивке и раскатке μ ПС, НС (рис. 1);
– дефекты вида поперечный разрыв металла (рис. 1а) возникают при прокатке труб в раскатном стане при коэффициенте вытяжки на участке оправочных станов (рис. 1б), равном 8,0 и 12,2 для линии ТПА с 2-валковым и 3-валковым непрерывным раскатным станом с удерживаемой оправкой;
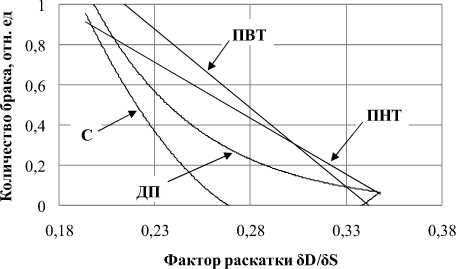
– соотношение деформаций по диаметру к деформации по толщине стенки в линии ТПА с 2-валковым раскатным станом оказывает влияние на появление брака по большинству исследуемых видов дефектов (рис. 2а). Подобным фактором для линии ТП может
а)

Коэффициент вытяжки при прошивке и раскатке
б)
а)
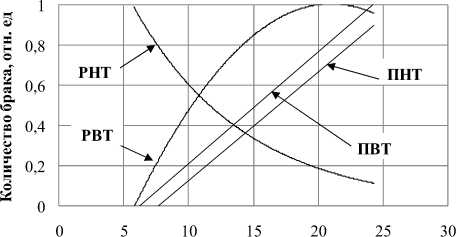
Рис. 2. Влияние технологических факторов прокатки на количество брака по различным видам дефектов: а) соотношения суммарных деформаций по наружному диаметру и толщине стенки в непрерывном раскатном стане; б) суммарной степени редуцирования наружного диаметра в стане-извлекателе оправки и калибровочном стане
Рис. 1. Влияние технологических факторов прокатки на количество брака по дефекту вида поперечный разрыв металла: а) суммарного относительного обжатия толщины стенки в непрерывном раскатном стане; б) суммарного коэффициента вытяжки процессов прошивки и раскатки
Суммарная степень редуцирования
б)
также выступать параметр суммарной степени редуцирования в станах ИС и КС Σδ D ИС, КС (рис. 2б). Факторы, влияние которых показано на рис. 2, являются оценочными. Повлиять на их величину, на уровень дефектности в целом и по отдельным видам дефектов можно за счёт факторов прокатки в прошивном и непрерывном оправочном станах. Соответствующие модели приведены в табл. 3, 4;
– наличие отдельно стоящего в линии ТПА калибровочного стана и прокатка в нём с увеличением степени редуцирования наружного диаметра способствует уменьшению количества брака по дефекту вида раковина-вдав на наружной поверхности (см. рис. 2б).
Выводы
-
1. Рассмотрено качество бесшовных горячекатаных труб, получаемых прокаткой с использованием современных ТПА с непрерывными раскатными станами с удерживаемой оправкой.
-
2. Получен ряд моделей, отражающих зависимость количества брака от технологических параметров прокатки в линии ТПА.
-
3. Различные комбинации факторов прокатки на участке прошивной – непрерывный стан влияют на формирование конечной картины брака при производстве труб как по дефектам поверхности в целом, так и по отдельным видам дефектов. Увеличение степени редуцирования наружного диаметра при прокатке с использованием отдельно стоящего калибровочного стана в линии ТПА способствует уменьшению количества брака по дефекту вида раковина-вдав на наружной поверхности.
-
4. Дефект вида поперечный разрыв металла вне зависимости от конструкции непрерывного стана возникает при величине суммарного обжатия толщины стенки свыше 60 %. При этом его появление связано с качеством гильзы.
-
5. Количество брака по дефекту вида поперечный разрыв металла частично формиру-
- ется за счёт трансформации из дефектов другого вида, поскольку зависит от тех же факторов, что и количество брака по дефектам вида плена наружная и внутренняя трубопрокатная.
-
6. В целом полученный ряд моделей согласуется с имеющимися в научно-технической литературе данными. С этой точки зрения модели уточнены с учётом режимов прокатки, применяемых на современных ТПА.
-
7. Мало исследованными с учётом современного оборудования ТПА технологическими факторами прокатки, влияющими на формирование брака, являются полученные модели для факторов соотношения деформаций по диаметру к деформации по толщине стенки и суммарной степени редуцирования наружного диаметра в стане-извлекателе оправки и калибровочном стане.
-
8. Руководствуясь полученными моделями, можно прогнозировать ожидаемый уровень брака по дефектам поверхности при производстве бесшовных труб прокаткой на современных ТПА, а также подбирать условия деформирования, минимизирующие количество брака по дефектам поверхности.
Список литературы Определение технологических факторов прокатки, способствующих возникновению дефектов поверхности на трубах
- Дефекты стальных слитков и проката: справочное издание / В.В. Правосудович, В.П. Сокуренко, В.Н. Данченко и др. - М.: Интермет Инжиниринг, 2006. - 384 с.
- Establishment of a database and a classification of the defects in the metal of pipes according to their severity / M. Bettayeb, E. Bouali, N. Abdelbaki, M. Gaceb // 20th International Congress of Chemical and Process Engineering CHISA 2012. - Prague, Czech Republic, 2012. - P. 607-615.
- ГОСТ Р 53383-2009. Трубы стальные бесшовные горячедеформированные. Технические условия. - М.: Стандартинформ, 2009. - 21 с.
- Лубе, И.И. Исследование и совершенствование технологии горячей прокатки труб из непрерывнолитой заготовки на агрегатах с непрерывным станом: автореф. … дис. канд. техн. наук: 05.16.05 / И.И. Лубе. - М., 2010. - 21 с.
- Пластометрические исследования металлов / Н.А. Мочалов, А.М. Галкин, С.Н. Мочалов, Д.Ю. Парфенов. - М.: Интермет Инжиниринг, 2003. - 318 с.
- Статистический анализ брака наружной поверхности котельных труб / Ю.В. Зильберг, В.Г. Чус, А.С. Кагарлицкий и др. // Обработка металлов давлением: сб. науч. тр. - М.: Металлургия, 1976. - Вып. 59. - С. 257-273.
- Зильберг, Ю.В. Формоизменение поверхностных дефектов заготовки при производстве труб на ТПА с непрерывным станом / Ю.В. Зильберг, Б.В. Гнездилов // Сталь. - 1984. - № 9. - С. 59-61.
- Использование программного продукта с открытым кодом для выявления причин дефектообразования при изготовлении прецизионных труб / С.И. Паршаков, А.А. Богатов, А.В. Серебряков и др. // Труды XVII Международной научно-технической конференции «ТРУБЫ-2009». - Челябинск: ОАО «РосНИТИ», 2009. - С. 305-309.
- Галкин, С.П. К вопросу о выборе типа прошивного стана / С.П. Галкин, А.В. Гончарук, Б.А. Романцев // Сталь. - 2012. - № 1. - С. 42-46.
- Видоизменение дефектов горячепрессованных труб при холодной пильгерной прокатке / А.А. Терещенко, О.Ю. Кравченко, А.В. Скрынник, Я.В. Фролов // Пластическая деформация металлов. - 2014. - Т. 2. - С. 160-163.
- Минаев, А.А. Специфика использования катаной и непрерывнолитой заготовки для производства труб / А.А. Минаев, М. Захур, Ю.В. Коновалов // Производство проката. - 2005. - № 4. - С. 29-37.
- Глазунова, Н.А. Классификация по видам дефекта «продир» на внутренней поверхности горячекатаных труб / Н.А. Глазунова, О.В. Рожкова, И.А. Ковалева // Литье и металлургия. - Минск: Изд-во БНТИ, 2014. - № 1 (74). - С. 28-32.
- Матвеев, Б.Н. Совершенствование производства труб из высоколегированных сталей // Сталь. - 2000. - № 3. - С. 56-58.
- Чуев, А.А. Пути решения проблем повышения качества поверхности труб, прокатываемых на ТПА-140 с двухклетевым станом продольной прокатки / А.А. Чуев, В.Н. Данченко // Металлургическая и горнорудная промышленность. - Днепропетровск: НИИ Укрметаллургинформ, 2012. - № 3. - С. 49-53.
- Фастовец, Н.О. Математическая статистика. Примеры, задачи и типовые задания: учеб. пособие для нефтегазового образования / Н.О. Фастовец, М.А. Попов. - М., 2012. - 99 с.
