Определение технологических параметров для реализации процесса штамповки с кручением цилиндрических заготовок

Автор: Евдокимова Наталья Александровна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 4-2 т.15, 2013 года.
Бесплатный доступ
В статье рассматривается решение задачи по определению кинематических и силовых параметров, знание которых необходимо для расчета на прочность несущей части, основных элементов пресса и его привода. Получены соотношения для расчета линейных и угловых деформаций, а также деформирующих заготовку нагрузок.
Осадка с кручением, деформация, момент инерции, коэффициент трения скольжения, маховик, винтовая передача
Короткий адрес: https://sciup.org/148202282
IDR: 148202282 | УДК: 621.779:621.735.32+621.735.6.004
Determination of technological parameters for realization the process of stamping with torsion of cylindrical preforms
In article the solution of a problem on determination the kinematic and power parameters which knowledge is necessary for calculation on durability of bearing part, basic elements of a press and its drive is considered. Ratios for calculation the linear and angular strains, and also loadings deforming preform are received.
Текст научной статьи Определение технологических параметров для реализации процесса штамповки с кручением цилиндрических заготовок
В обработке металлов давлением придается большое значение разработкам конструкций прессового оборудования для комбинированной штамповки заготовок. Это вызвано, в первую очередь, внедрением в производство инновационных технологий осадки с кручением невысоких цилиндрических заготовок с целью улучшения в них микроструктуры [1], обеспечивающей высокие эксплуатационные свойства (прочность, стойкость, износостойкость и др.). В связи с этим в работе [2] предлагается конструктивная схема пресса для штамповки с кручением, существенно отличающаяся от конструкций прессов [3, 4], использующих кривошипные механизмы для нагружения заготовок.
Для проектирования техпроцесса осадки с кручением заготовок с исходными размерами D 0 x H 0 (диаметр х высота) возникает необходимость знания кинематических и силовых параметров пресса, обеспечивающих обработку заготовок до проектных размеров D x H с заданными соотношениями между относительной (г) и угловой (у) деформациями. В статье рассматривается решение задачи определения технологических параметров обрабатываемой заготовки применительно к предложенной в работе [2] пресса.
На рис. 1 представлена верхняя часть пресса, включающая винт 3 , вспомогательный маховик 4 и стопорный элемент 10 в виде штока с поршнем 11 , установленным в цилиндре 12 и прижатым к маховику 4 под давлением жидкости ( q ). В нормальном положении ( q=0 ) под действием пружины сжатия 13 шток 10 отводится от боковой поверхности
S
_( L 2 а!У L 1 аП’) ( L 2 alii L 1 all?) _
H /2
.
4 а max La min
H
маховика 4, и тем самым при включенном приводе пресса указанный маховик вместе с винтом 3 будет вращаться с приводным маховиком 2 с угловой скоростью ОЗ 2, как одно целое. При этом подпятник 5 вместе с закрепленным на нем пуансоном будет только вращаться с угловой скоростью оз 2, и поэтому установленная в штампе пресса заготовка с указанными исходными размерами останется необработанной пластически.
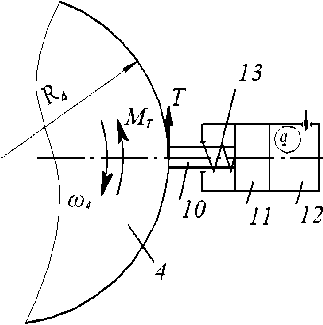
Рис. 1. Схема стопорения вспомогательного маховика
Для приложения нагрузки к заготовке необходимо подать в рабочую полость цилиндра 12 жидкость под давлением q , в результате чего шток будет прижиматься к маховику 4 нормальной силой, равной
Q kqF 11
,
где F 11 – площадь торца поршня 11, k – число што ков 10. Под действием этой силы на боковой по верхности будет возникать сила трения
T Qf 1 kqF 11 f 1 , (2)
где f 1 – коэффициент трения скольжения
В свою очередь эта сила вызовет тормозящий маховик 4 момент МТ , бодному вращению маховика 4 , и тем самым вызывающий вращение этого маховика вместе с винтом 3 относительно приводного маховика 2 с угловой скоростью, равной
А® = M T t /J
Здесь J=J 3 +J 4 , где J 3 , J 4 – моменты инерции винта 3 и маховика 4 ; t – время, отсчитываемое с момента соприкосновения пуансона с заготовкой и до конца процесса обработки заготовки, с. Тормозной момент в данном соотношении определяют по формуле
M T kqF 11 f 1 R+ Qf 2 R 4
Здесь R4 – наружный радиус маховика 4; Q=Q3+Q4, где Q3, Q4 – веса винта 3 и маховика 4; R4 - средний радиус кольцевой поверхности маховика 4, находящейся в контакте со станиной 1; f2 – коэффициент трения скольжения на опорной поверхности станины. В связи с возникновением в прессе момента МТ винт 3 вместе с подпятником 5 будет согласно конструктивной схеме перемещаться вниз относительно маховиков 2и4 с линейной скоростью v3,равной v3
30 n Ло S л
где n, S – соответственно число заходов и шаг резьбы в винтовой передаче (винт 3 – маховик 2 ).
После подстановки выражения (3) с учетом (4) в это соотношение получим v3=At, (6)
30 nS ( kF 11 qf 1 R 4 + Qf 2 R 4 ) лJ
Таким образом, при торможении маховика 4 с помощью штоков 10 , установленная в штампе пресса заготовка будет осаживаться со скоростью v3 и скручиваться с угловой скоростью со 2 . При этом относительная деформация осадки заготовки
H v3t будет определяться по соотношению H0 H0 или с учетом выражения (6) эта деформация будет равна s = At2/H0
Угловая деформация в произвольной точке поперечного сечения заготовки с координатой р в радиальном направлении составит
® 2 Рt
H 0 ~ v 3 t
Максимальный сдвиг будет иметь место на контуре сечения заготовки (оmax=R, где R – текущий радиус заготовки) и будет равным max
со 2 tR
H 0 ~ v 3 t
или с учетом выражений (7)
R R 0 V1 /( 1 ,(8) и
max
со 2 H 0 R 0 t
H 0 2 At 2 3 1 2
В процессе нагружения отношение уmax К Е будет монотонно изменяться, его можно оценить с помощью параметра max _ ®2H0R0t
£ A H 0 At 2 3 2 t
Для примера рассматривается осадка с кручением заготовки с размерами D 0 = 100 мм ; H 0 = 20 мм , при следующих кинематических характеристиках процесса обработки заготовки: оз 2=Ц1/с) ; f 1 = 0,1 ; f 2 = 0 ; R 4 = 0,225 м ; k= 2 ; S= 5 мм; n= 1 ; J=J 4 = 1,25 Н∙ММ'С2 ; q= 0,1 ; 02 ; 0;3 МПа ; F 11 = -14002 = 7,85∙103мм .
е
1,2
1,0
0,8
0,6
0,4
0,2
О 0,5 1,0 1,5 2,0 2,5 3,0
б)
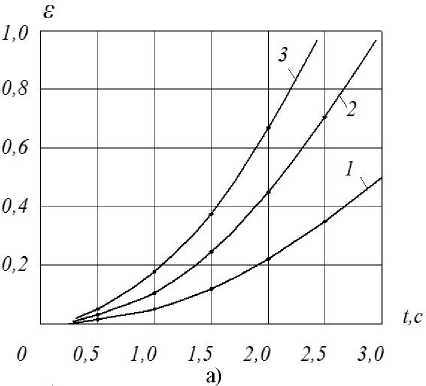
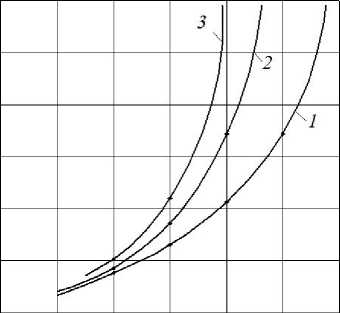
Рис. 2.Графики изменения: а) относительной гиб) деформации сдвига e' в зависимости от времени t
На рис. 2 представлены графики изменения деформаций е и e '-/max / V 3 в зависимости от времени. Здесь 1 – q= 0,1 МПа , 2 – q= 0,2 МПа , 3 – q= 0,3 МПа . Из рисунков следует, что указанные деформации монотонно возрастают с увеличением времени t и давления q в рабочей полости гидроцилиндра 12 . Из последнего следует, что с увеличением тормозного момента МТ на маховике 4
R
P 2 B j en X 1 рd ;
2 тс (1-£) B R
M = ~L------ en А" 1 3 d р .
3 & R 0 e d .
Здесь д =
р 2; В, n – характеристики ма-
происходит соответственно увеличение скорости винта 3 v3 , приводящее к интенсивному уменьшению высоты обрабатываемой заготовки Н, а, следовательно, и к увеличению максимальной угловой деформации уmax.
На рис. 3 приведен график изменения параметра ce 7е, из которого следует, что отношение максимальной деформации сдвига e' к относительной е не остается постоянной во времени, а меняется существенно. В начальный момент деформирования заготовки параметр с принимает наибольшее значение, далее с течением времени монотонно уменьшается до минимума, а затем вновь увеличивается.
териала в апроксимации кривой течения по Падай А.; R R 0 4 1 /( 1 - текущий радиус заготовки;
e ln1 - накопленная деформация. При расчете этих нагрузок деформации г и у следует определять по соотношениям (7) и ( 8), и в связи с этим они будут представлять собою функции времени t .
При проектировании для реализации процесса осадки с кручением необходимо знать потребную для обработки заготовки мощность, которую согласно законам механики можно определять по формуле
N Pv 3 + M со 2
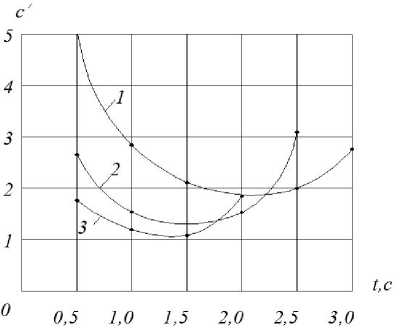
Рис. 3. График изменения отношения максимальной деформации сдвига к относительной в зависимости от времени t
Подставив в это соотношение выражения ( 5), (11) получим формулу для расчета искомой мощности. Мощность электродвигателя будет равна
N э=( Pv 3 + M СО 2 Уп
где/;– общий КПД пресса с электромеханическим приводом.
Список литературы Определение технологических параметров для реализации процесса штамповки с кручением цилиндрических заготовок
- Утящев, Ф.З. Связь между деформированным и структурным состояниями металла при интенсивной пластической деформации//КШП. ОМД. 2011. №7. С. 31-36.
- Хван, А.Д. Пресс для комбинированного нагружения при обработке металлов давлением/А.Д. Хван, П.М. Панин//КШП. ОМД. 2011. №10. С. 36-39.
- Патент 2303527РФ, МКИ В30В1/26. Пресс для штамповки с кручением/А.Ю. Бойко, М.В. Семеноженков.
- А.с. 1117226 СССР, МКИ В30В1/26. Пресс для штамповки с кручением/А.В. Сафонов, Б.А. Степанов, В.Н. Субич и др.
- Дмитриев, А.Д. Улучшение эксплуатационных свойств элементов конструкций пластическим деформированием/А.Д. Дмитриев, А.Т. Крук, А.Д. Хван. -Воронеж: изд-во ВГУ, 2011. 214 с.
