Определение условий качественного соединения трикотажных полотен на универсальных швейных машинах

Автор: Бодяло Н.Н., Ульянова Н.В.
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 2 (37), 2019 года.
Бесплатный доступ
Объект исследований - ниточные соединения деталей изделий из трикотажных полотен, выполненные на универсальных стачивающих машинах челночного стежка. Целью данной работы являлось определение факторов, которые оказывают влияние на качество ниточных соединений трикотажных полотен. В результате выполненной работы детально рассмотрен процесс образования челночных стежков при стачивании плотных трикотажных полотен. Установлены факторы, влияющие на качество ниточных соединений трикотажных полотен. Определено условие качественного петлеобразования без пропуска стежков при обработке плотных трикотажных полотен на универсальных стачивающих машинах. Установлено, что качество петлеобразования зависит от коэффициента трения швейной нитки о материал и об иглу, то есть от свойств трущихся поверхностей, а также от площади соприкосновения нитки с поверхностью материала и иглы. Проведен расчет и определена величина, которую не должна превышать площадь соприкосновения нитки с иглой при стачивании полиамидных трикотажных полотен полиамидными швейными нитками для обеспечения качественного петлеобразования. Область применения результатов - легкая промышленность.
Швейная игла, ниточные соединения, трикотажные полотна, швейные машины, коэффициент трения, челночный стежок
Короткий адрес: https://sciup.org/142221900
IDR: 142221900 | УДК: 687.1.072 | DOI: 10.24411/2079-7958-2019-13702
Definition of criteria for quality joint of knitted fabrics using lockstitch sewing machines
The object of research is the thread joint of knitted fabrics, made on lockstitch sewing machines for shuttle stitch. The aim of this work is to determine the criteria that affect the quality of the thread joints of knitted fabrics. As a result of the work, the process of formation of shuttle stitches during the grinding of dense knitted fabrics is considered in detail. The criteria influencing quality of thread joints of knitted cloths are determined. The condition of high - quality loop formation without skipping stitches in the processing of dense knitted fabrics on universal grinding machines is established. It is determined that the quality of looping depends on the coefficient of friction of the sewing thread on the material and on the needle, i.e. on the properties of rubbing surfaces, as well as the area of contact of the thread with the surface of the material and the needle. The value is calculated which should not exceed the area of contact of the thread with the needle when stitching polyamide knitted fabrics with polyamide sewing threads to ensure quality looping. The field of application of the results is light industry.
Текст научной статьи Определение условий качественного соединения трикотажных полотен на универсальных швейных машинах
Витебский государственный технологический университет
ТРИКОТАЖНЫЕ ПОЛОТНА, ШВЕЙНАЯ ИГЛА, КОЭФФИЦИЕНТ ТРЕНИЯ, НИТОЧНЫЕ СОЕДИНЕНИЯ, ШВЕЙНЫЕ МАШИНЫ, ЧЕЛНОЧНЫЙ СТЕЖОК
Объект исследований – ниточные соединения деталей изделий из трикотажных полотен, выполненные на универсальных стачивающих машинах челночного стежка.
Целью данной работы являлось определение факторов, которые оказывают влияние на качество ниточных соединений трикотажных полотен.
В результате выполненной работы детально рассмотрен процесс образования челночных стежков при стачивании плотных трикотажных полотен. Установлены факторы, влияющие на качество ниточных соединений трикотажных полотен. Определено условие качественного петлеобразования без пропуска стежков при обработке плотных трикотажных полотен на универсальных стачивающих машинах. Установлено, что качество петлеобразования зависит от коэффициента трения швейной нитки о материал и об иглу, то есть от свойств трущихся поверхностей, а также от площади соприкосновения нитки с поверхностью материала и иглы. Проведен расчет и определена величина, которую не должна превышать площадь соприкосновения нитки с иглой при стачивании полиамидных трикотажных полотен полиамидными швейными нитками для обеспечения качественного петлеобразования.
Область применения результатов – легкая промышленность.
KNITTED FABRICS, SEWING NEEDLE, FRICTION COEFFICIENT, THREADED COMPOUNDS, SEWING MACHINES, SHUTTLE STITCH
The object of research is the thread joint of knitted fabrics, made on lockstitch sewing machines for shuttle stitch.
The aim of this work is to determine the criteria that affect the quality of the thread joints of knitted fabrics.
As a result of the work, the process of formation of shuttle stitches during the grinding of dense knitted fabrics is considered in detail. The criteria influencing quality of thread joints of knitted cloths are determined. The condition of high-quality loop formation without skipping stitches in the processing of dense knitted fabrics on universal grinding machines is established. It is determined that the quality of looping depends on the coefficient of friction of the sewing thread on the material and on the needle, i.e. on the properties of rubbing surfaces, as well as the area of contact of the thread with the surface of the material and the needle. The value is calculated which should not exceed the area of contact of the thread with the needle when stitching polyamide knitted fabrics with polyamide sewing threads to ensure quality looping.
The field of application of the results is light industry.
Для соединения деталей изделий из трикотажных полотен чаще всего используют машины цепного стежка, обеспечивая таким образом высокую эластичность швов. Однако большинство технологических процессов изготовления трикотажных изделий бельевого и особенно верхнего ассортимента не обходится без универсальных стачивающих машин челночного стежка, которые применяются для выполнения таких операций, как настрачивание деталей и ярлыков, обработка карманов, поясов, застежек и др., стачивание вытачек, прокладывание отделочных и других строчек, не подвергающихся значительным растяжениям в процессе эксплуатации [1, 2]. При этом может возникать проблема получения некачественной строчки с пропусками стежков, что ухудшает качество и физико-механические свойства ниточных соединений в изделиях. Целью данной работы являлось определение условия качественного петлеобразования при стачивании трикотажных полотен на универсальных швейных машинах.
Анализу движения рабочих органов швейной машины, согласованности этих движений, условиям образования челночного стежка, процессам втягивания узелка переплетения игольной и челночной ниток в стачиваемые текстильные материалы посвящены работы Лопандина И. В., Ермакова А. С., Егорова В. В., Садуллаева Д. А., Заваруева В. А. и др. [5–9]. Однако, несмотря на значительное количество работ по указанной проблеме, в них не отражены особенности обработки трикотажных полотен на универсальных швейных машинах.
Как известно, процесс образования машинных стежков состоит из этапов, одним из которых является прокалывание материалов иглой. При сквозном проколе иглой материал располагается на игольной пластине и прижимается к ней лапкой, благодаря чему он не прогибается при проколе и обратном ходе иглы [3]. Такое поведение материала при проколе его иглой характерно для неэластичных тканей. Наблюдение же процесса образования челночных стежков при стачивании тонких синтетических трикотажных полотен на универсальной машине показало обратное: игла швейной машины, которая имеет шарообразное острие, не сразу прокалывает материал, а вдавливает полотно в отверстие игольной пластины, растягивая его. Полотно может оставаться в деформированном (растянутом) состоянии весь период движения иглы вниз (до крайнего нижнего положения). При подъеме иглы из крайнего нижнего положения она какое-то время движется вверх вместе с материалом и зажатой между ними ниткой: сначала полотно возвращается из вогнутого состояния в первоначальное (горизонтальное), а затем оно выгибается вверх, втягиваемое иглой в вырез прижимной лапки [4]. При этом наблюдались пропуски стежков в строчке. Возникновение данного дефекта отмечено и при стачивании плотных синтетических трикотажных полотен, которые при проколе их иглой вели себя аналогично тканям. Поэтому имеет смысл рассмотреть процесс образования челночных стежков при стачивании плотных и тонких высокоэластичных трикотажных полотен.
Рассмотрим детально процесс образования челночных стежков при стачивании плотных трикотажных полотен.
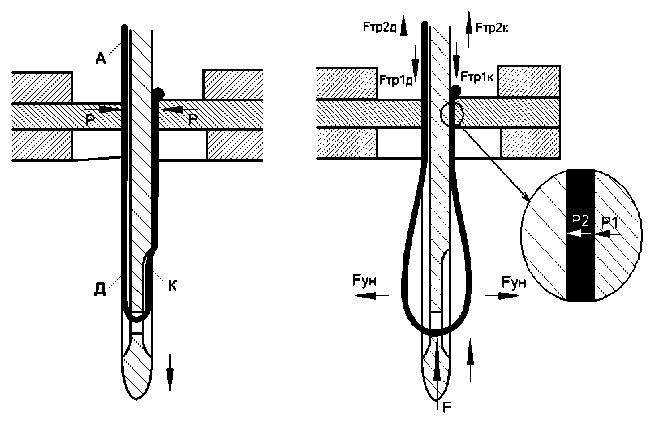
Верхняя игольная нитка А (рисунок 1 а ) проводится через материал в форме сжатой вытянутой петли, состоящей из двух ветвей: короткой К, расположенной со стороны короткого желобка, и длинной Д , расположенной со стороны длинного желобка. В длинный желобок иглы нитка поступает с катушки от нитепритягивателя, в короткий – со стороны стежка. По мере опускания иглы петля непрерывно увеличивается, но так как верхний конец нитки К со стороны короткого желобка закреплен предыдущим стежком и зажат лапкой, удлинение ее происходит за счет перемещения нитки ветви Д через ушко иглы со стороны длинного желобка.
Образование иглой петли нитки происходит при движении иглы из крайнего нижнего положения вверх. При этом нитка, заправленная в ушко, отходит в сторону, образуя петлю-напуск, которую затем захватывает челнок.
Образование петли в начальный период движения иглы основано на взаимодействии сил трения швейной нитки о материал Fmp1 и об иглу Fmp2 и действии сил упругости нитки FpH (рисунок 1 б). Затем проявляется действие нижней стенки ушка иглы, при этом возникает дополнительная сила давления F , действующая на нитку. Благодаря этой силе происходит увеличение размера петли и смещение ее в сторону
б
Рисунок 1 – Проведение иглой нитки через сшиваемые материалы
короткого желобка.
Условие качественного петлеобразования без пропуска стежков выполняется, когда:
Сила трения нитки о материал Fmp1 , задерживающая продвижение ее вместе с иглой, определяется как сумма сил трения со стороны обеих ветвей швейной нитки:

а сила трения нитки об иглу Fmp2 – по формуле:
Для предохранения игольной нитки от перетирания о материал диаметр ее должен быть меньше ширины ушка и глубины длинного желобка (рисунок 2 а ). Следовательно, силами Fòð1Ä и Fòð2Ä и можно пренебречь. В этом случае с учетом общеизвестной формулы для определения силы трения получаем выражения:

где F1Ê и F2Ê – силы давления материала на нитку и нитки на иглу со стороны короткого желобка соответственно, Í ; f1 и f2 – коэффициенты трения нитки о материал и об иглу соответственно.
Силы давления материала на нитку F1Ê и нитки на иглу F2Ê по всей поверхности трения определяются по формулам:
где Fòð1Ä и Fòð1Ê – силы трения нитки о материал со стороны длинного и короткого желобков соответственно, Í ; Fòð2Ä и Fòð2Ê – силы трения нитки об иглу со стороны длинного и короткого желобков соответственно, Í .
где P1 и P2 – давление материала на нитку и нитки на иглу соответственно, Па ; S1Ê и S2Ê – площадь соприкосновения нитки со стороны короткого желобка с поверхностью материала и иглы соответственно, м2.
Учитывая то, что давление материала на нитку равно давлению нитки на иглу ( P1 = P2 ), используя формулы (4–7), преобразуем выражение (1):
Как видно из выражения (8), качество петлеобразования зависит от коэффициента трения швейной нитки о материал и об иглу, то есть от свойств трущихся поверхностей, и от площади соприкосновения нитки с поверхностью материала и иглы.
Анализ литературных источников показал, что коэффициент трения отдельных синтетических нитей по ним же равен либо меньше коэффициента трения их по стали [10–13]. В частности, это характерно для полиамидных волокон и нитей, из которых чаще всего изготавливают синтетические трикотажные полотна и которые стачивают швейными нитками аналогичного химического состава [10]. Это дает возможность ввести следующие допущения. Допустим, что f1 = f2, то качество петлеобразования при стачивании таких синтетических материалов с использованием синтетических ниток непосредственно зависит от площади соприкосновения швейной нитки с поверхностью материала и иглы.
Швейная нитка не является абсолютно твёрдым телом, которое не изменяет свою форму, каким бы воздействиям данное тело в процессе движения не подвергалось. Следовательно, в момент прокола очень плотного материала иглой, он оказывает большое давление на нитку и способен ее деформировать (рисунок 2). Степень деформации швейных ниток зависит от их структуры: комплексные, штапельные, армированные или текстурированные [14]. Деформация нитки приведет к увеличению площади соприкосновения ее с поверхностью иглы. Это вызовет рост силы трения нитки об иглу швейной машины, которая может превысить силу трения нитки о скользкое синтетическое трикотажное полотно ( Fmp2 > Fmp1 ), что и приводит к пропуску стежков в строчке.
Исследуем процесс стачивания полиамидных трикотажных полотен полиэфирными швейными нитками.
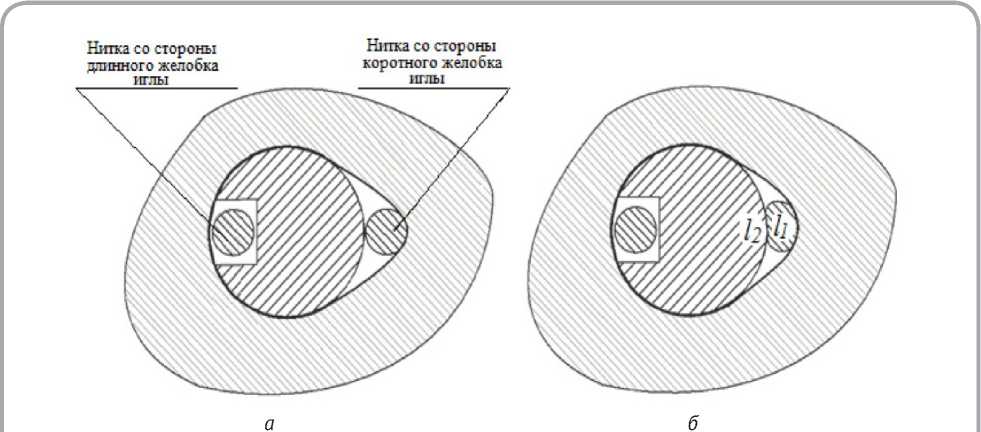
Рисунок 2 – Сечение иглы с ниткой в материале: а – при стачивании тонких трикотажных полотен; б – при стачивании плотных трикотажных полотен
Известно, что коэффициент трения полиэфирных нитей и волокон по стали f2 = 0,30 [11]. Значения коэффициента трения полиэфирных волокон и нитей по полиамидным f 1 в источниках информации не установлено. Зная значения коэффициентов трения волокон и нитей по ним же для полиэфира и полиамида, равные соответственно 0,31 [11] и 0,23 [10], условно для расчетов примем коэффициент трения полиэфирной швейной нитки о полиамидное трикотажное полотно f 1 = 0,27 как среднее арифметическое значений 0,23 и 0,31.
Тогда условие качественного петлеобразования имеет вид:
. (9)
Определим, какую величину не должна превышать площадь соприкосновения нитки с иглой S 2 K при стачивании полиамидных трикотажных полотен полиэфирными швейными нитками для обеспечения качественного петлеобразования.
Из выражения (9) следует, что
. (10)
Площади соприкосновения нитки с материалом и с иглой имеют форму прямоугольников, высота которых равна толщине сшиваемых материалов, а ширина - длине дуг 1 1 и l2 соответственно (рисунок 2 б ).
Тогда из выражения (10) имеем:
. (11)
Допустим, что дуга 1 1 не меняет свою длину при деформации нитки под давлением материала. Тогда для определения длины дуги соприкосновения швейной нитки с материалом используем рисунок 3.
Швейная нитка с радиусом окружности r соприкасается со швейной иглой c радиусом R . Сшиваемый материал соприкасается с иглой по дуге ВВ 1 В 2 окружности с центром О и с ниткой по дуге АА 1 А 2 окружности с центром О 1 . Между
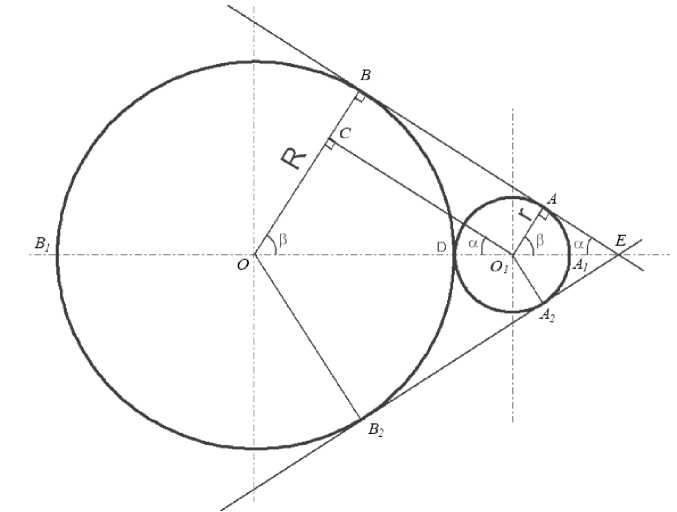
Рисунок 3 – Схема для определения длины дуги соприкосновения швейной нитки с материалом
точками А и В , А2 и В2 расположение материала соответствует касательным к этим двум окружностям.
Длина дуги АА 1 А 2 окружности нитки определяется как
Из треугольника 0 1 АЕ имеем
.
В свою очередь величину угла α можно определить, используя треугольник 0С0 1 , являющийся подобным треугольнику 0 1 АЕ , из соотношения
. (14)
Стачивание трикотажных полотен на универсальной машине производится швейной иглой № 80 с использованием штапельных швейных ниток линейной плотности 25,6 текс. Радиус швейной иглы в этом случае R = 0,4 мм. Определим радиус швейной нитки r, воспользовавшись формулой для расчета условного диаметра нити [4]:
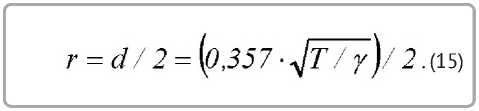
где Т - линейная плотность нити, текс ; у -плотность вещества нити, г/сма (для полиэфира Y = 1,38 г/см 3 ).
Подставив полученные значения в формулу (14), получим: sin а = (0,4 - 0,077) / (0,4 + 0,077) = = 0,68, что соответствует углу α = 43 о , а, следовательно, β = 47 о . Используя выражение (12), определим длину дуги соприкосновения нитки с материалом, подставив все имеющиеся данные: 1 1 = 0,123 мм .
Исходя из выражения (11), для обеспечения качественного петлеобразования при стачивании трикотажных полиамидных полотен полиэфирными швейными нитками линейной плотности 25,6 текс на универсальных швейных машинах челночного стежка с иглой № 80, должно выполняться условие: длина дуги соприкосновения швейной нитки с поверхностью иглы l2 < 0,111 мм.
Применение для стачивания плотных трикотажных полотен комплексных и штапельных швейных ниток, способных легко деформироваться под действием давления материала, может привести к увеличению общей площади соприкосновения нитки с иглой до значений, превышающих полученную в результате теоретических исследований величину. В таком случае при пошиве изделий из плотных трикотажных полотен на универсальных стачивающих швейных машинах есть вероятность некачественного петлеобразования.
Для проведения экспериментальных исследований по стачиванию трикотажных полиамидных полотен на машинах челночного стежка были использованы 5 артикулов полотен, отличающиеся друг от друга по плотности и толщине.
Образцы материалов размером 10 х 10 см , сложенные вдвое, были стачаны на универсальной машине челночного стежка с использованием иглы № 80 SCHMETZ SF штапельными полиэфирными швейными нитками 100 % POLYESTER Belfil-S 120 (торговая марка «Amann») линейной плотности 25,6 текс , длиной стежка 3 мм .
Прошитые образцы визуально проверялись на наличие или отсутствие пропусков стежков. Результаты исследования приведены в таблице 1.
Экспериментальные исследования показали, что с увеличением плотности трикотажных полиамидных полотен увеличивается и количество пропусков стежков при их стачивании на универсальной швейной машине, что соответствует результатам теоретических исследований и создает предпосылки для дальнейшего исследования зависимости длины дуги соприкосновения швейной нитки с поверхностью иглы от плотности трикотажных полотен с целью разработки практических рекомендаций по их стачиванию на универсальной машине челночного стежка при условии качественного петлеобразования.
|
Таблица 1 – Характеристика материалов и результаты исследований |
|||||||
|
№ образца |
Вид переплетения |
Сырьевой состав |
Толщина, мм |
Поверхностная плотность, г/м2 |
Плотность по горизонтали, петельных столбиков/ см |
Плотность по вертикали, петельных рядов/ см |
Количество пропусков стежков |
|
1 |
Основовязаное трико-трико платированное гладкое |
Текстурированный капрон (ПА) |
0,22 |
84,1 |
165 |
219 |
0 |
|
2 |
Основовязаное цепочка + уточное |
Текстурированный капрон (ПА) |
0,33 |
126,3 |
* |
* |
1 |
|
3 |
Основовязаное платированное гладкое |
Текстурированный капрон (ПА) |
0,53 |
231,0 |
* |
* |
3 |
|
4 |
Основовязаное платированное комбинированное |
Текстурированный капрон (ПА) |
0,51 |
277,8 |
204 |
300 |
3 |
|
5 1____ |
Основовязаное платированное |
Текстурированный капрон (ПА) |
0,54 |
319,4 |
220 |
310 |
6 |
Примечание: * – нет возможности определить.
Список литературы Определение условий качественного соединения трикотажных полотен на универсальных швейных машинах
- Технология одежды из различных видов материалов / Н. Н. Бодяло, В. Т. Голубкова, Р. Н. Филимоненкова, Е. Л. Кулаженко, Д. К. Панкевич. - Витебск, 2014. - 177 с.
- Бодяло, Н. Н. Ассортимент швейных ниток и игл. Нормы расхода швейных ниток для верхней одежды / Н. Н. Бодяло. - Витебск, 2009. - 82 с.
- Савостицкий, А. В., Меликов, Е. Х. (1982), Технология швейных изделий, Москва, 440 с.
- Бодяло, Н. Н. К вопросу стачивания трикотажных полотен на универсальных швейных машинах / Н. Н. Бодяло, М. Ю. Пузыня // Материалы докладов 51 международной научно - технической конференции преподавателей и студентов. - Витебск, 2018. - С. 132-134.
- Лопандин, И. В., Куликов, А. А. (2008), Некоторые закономерности беспосадочных швейных машин челночного стежка, предназначенных для работы со среднетяжелыми материалами, Швейная промышленность, 2008, No 5, С. 18-19.
- Ермаков, А. С., Писаренко, И. В. (2013), Моделирование процесса предотвращения стягивания материала в швейной машине с дифференциальным двигателем ткани, Вiсник Хмельницького нацiонального унiверситету, 2013, No 3, С. 63-68.
- Егоров, В. В. (2015), Математическая модель процесса втягивания узелка переплетения игольной и челночной нитей в стачиваемые материалы, Изв. вузов. Технология легкой промышленности, 2015, No 4, С. 29-35.
- Садуллаева, Д. А., Хамраев, С. Х. (2017), Свойства материалов, учитывающиеся при проектировании одежды, Молодой учёный, 2017, No 14 (148), С. 123-125.
- Заваруев, В. А., Беляев, О. ф., федоров, А. А. (2018), Расчет изгибающего момента для упругопластической нити при огибании ею трикотажной иглы, Изв. вузов. Технология легкой промышленности, 2018, No 6, С. 114-117.
- Кукин, Г. Н., Соловьев, А. Н., Кобляков, А. И. (1989), Текстильное материаловедение (волокна и нити), Москва, 352 с.
- Борзунов, И. Г., Бадалов, К. И., Гончаров, В. Г. (1982), Прядение хлопка и химических волокон (проектирование смесей, изготовление холстов, чесальной и гребенной ленты), Москва, 376 с.
- Дарков, А. В. (2007), Сопротивление материалов, Москва, 623 с.
- Усенко, В. А. (1987), Производство крученыхи текстурированных химических нитей (теория процессов, технология кручения и текстурирования химических нитей, оборудование), Москва, 352 с.
- ГОСТ 6309-93. Нитки швейные хлопчатобумажные и синтетические. Технические условия. Введ. 1996 - 01 - 01.
