Определение величины концевой обрези труб, формирующейся в условиях ТПА с непрерывными станами типа PQF, FQM

Автор: Черных Иван Николаевич, Струин Дмитрий Олегович, Шкуратов Евгений Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 4 т.14, 2014 года.
Бесплатный доступ
Проведено теоретическое исследование формирования концевой обрези раската на трубопрокатных агрегатах с непрерывными станами. Выявлено, что большинство из имеющихся формул адаптированы для расчета концевой обрези при раскатке черновой трубы в линии ТПА с использованием непрерывных станов двухвалкового типа с удерживаемой либо плавающей оправкой. Определено, что основными технологическими факторами, влияющими на формирование концевой обрези на участке горячего передела, являются наличие системы гидроутонения непрерывного стана, коэффициент вытяжки по горячему переделу, отношение наружного диаметра к толщине стенки раската (D/S), тоннаж (прокатная компания), использование различных систем калибров стана PQF. Из анализа замеров толщины стенки за извлекательно-калибровочным станом видно, что система гидроутонения труб выравнивает толщину стенки по телу раската, но при этом величина абсолютной разнотолщинности стенки на заднем конце значительно превосходит разнотолщинность стенки на переднем. На основании анализа промышленных данных получена степенная зависимость величины концевой обрези от безразмерного коэффициента, который включает в себя такие параметры как: коэффициенты вытяжки и наружные диаметры труб после непрерывного оправочного, извлекательно-калибровочного и редукционно-растяжного станов. С использованием данной зависимости, можно регламентировать величину концевой обрези труб с использованием калибра стана PQF 190 мм и 290 мм. Полученная формула имеет высокую сходимость результатов с практическими данными, а также не противоречит рекомендациям, приводимых в литературных источниках.
Непрерывный стан, концевая обрезь, бесшовная труба
Короткий адрес: https://sciup.org/147156901
IDR: 147156901 | УДК: 621.771.28
Defining of end crops of pipes produced at pipe rolling plant with continuous PQF, FQM mills
The theoretical study of the formation of the end crops during rolling at a tube rolling plant with continuous mills was made. It is found that the majority of available formulas are adapted to calculate the end crops for rough pipe rolling at a tube rolling plant with two roll continuous mills having a retained or floating mandrel. It is determined that the main technological factors affecting the formation of end crops during the hot process stage are the hydrothinning system of continuous mill, the coefficient of elongation of the hot process stage, the ratio of the outside diameter to the wall thickness of the rolling product (D / S), tonnage, the usage of different caliber systems of the PQF mill. The analysis of the wall thickness measurements at the extractor mill showed that the pipe hydrothinning system adjusts the wall thickness across the body of the rolling product, but the absolute value of the wall thickness variation on the rear end is considerably higher than the wall thickness variation on the front one. Based on the data analysis the power dependence of the end crops on the dimensionless coefficient including the coef¬ficient of drawing, the outer diameters of the pipes after continuous, calibrating and reduction-recliner mills were obtained. With this dependence it is possible to regulate the amount of the end crops by using 190 mm and 290 mm caliber of the PQF mill. The formula obtained has a good agreement with practice and follows recommendations given in literature.
Текст научной статьи Определение величины концевой обрези труб, формирующейся в условиях ТПА с непрерывными станами типа PQF, FQM
Величина концевой обрези бесшовных горя-чедеформированных труб зависит от многих факторов, в частности от технологии производства, требований нормативной документации, культуры производства, точности выставления оси прокатки, типа оборудования.
К настоящему времени накоплено большое количество формул и методик определения длины отрезаемых «утолщённых» концов [1–3]. При этом величина обрези ( L об) может быть меньше длины утолщённых концов ( L у). Поэтому следует различать понятия величины утолщённых концов и величины концевой обрези (рис. 1). В конечном итоге длина концевой обрези определяется полем допуска, то есть требованиями нормативной документации либо требованиями, указанными в заказе на трубную продукцию.
Практически во всех имеющихся формулах предполагается, что утолщённые концы образуют- ся в процессе редуцирования. Для этого при расчёте используется величина расстояния между клетями в редукционном стане, а также коэффициент натяжения.
Необходимо учитывать, что практически все формулы являются эмпирически выведенными для определённого трубопрокатного агрегата. Величина обрези для конкретного агрегата варьируется в определенном диапазоне и в целом зависит от специфики производства. В частности, большинство из имеющихся формул адаптированы для расчета концевой обрези при раскатке черновой трубы в линии ТПА с использованием непрерывных станов 2-валкового типа с удерживаемой либо плавающей оправкой.
В настоящее время широкое распространение получили непрерывные станы 3-валкового типа с удерживаемой оправкой, такие как PQF (Premium Quality Finishing) и FQM (Fine Quality Mill).
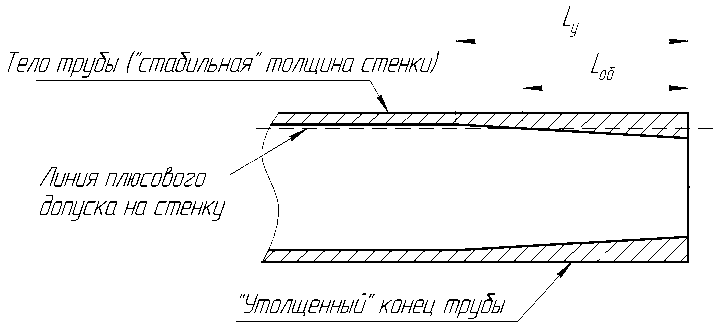
Рис. 1. К определению величины утолщённых концов
В состав основного оборудования данных станов входит нагревательная кольцевая печь, прошивной стан, непрерывный стан (PQF или FQM), извлека-тельно-калибровочный стан (ИКС), печь с шагающими балками, редукционно-растяжной стан (РРС) либо калибровочный стан.
Технология производства труб на станах PQF и FQM для трубной промышленности относительно новая и к настоящему времени величина концевой обрези труб на горячем переделе строго не регламентирована.
В процессе промышленного исследования технологии производства труб в линии ТПА со станом PQF было определено, что основными технологическими факторами, влияющими на формирование концевой обрези на участке горячего передела, являются наличие системы гидроутонения непрерывного стана, коэффициент вытяжки по горячему переделу, отношение наружного диаметра к толщине стенки раската (D/S), тоннаж (прокатная компания), использование различных систем калибров стана PQF.
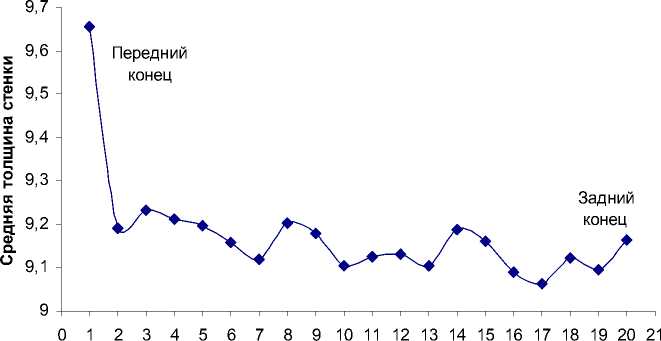
На стане PQF были проведены замеры раската за ИКС в количестве четырёх штук. Типичная картина распределения толщины стенки по сечениям раската за ИКС для калибра 190 мм приведена на рис. 2.
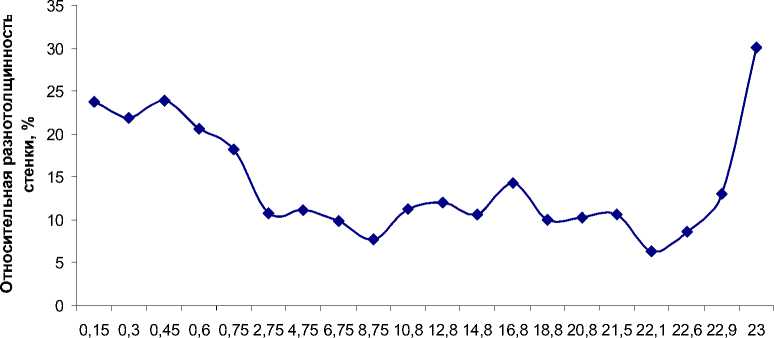
Система гидроутонения на непрерывном оправочном стане PQF предназначена для раскатки заднего конца гильзы с большим коэффициентом вытяжки. Влияние системы гидроутонения показано на рис. 2. Система гидроутонения выравнивает толщину стенки по телу раската, нивелируя утолщенный задний конец, однако величина абсолютной разнотолщинности стенки на заднем конце значительно превосходит разнотолщинность стенки на переднем (рис. 3).
Хотя система гидроутонения оказывает положительное влияние на среднюю толщину стенки раската, относительная разнотолщинность стенки на заднем конце раската хуже, чем на переднем (см. рис. 3).
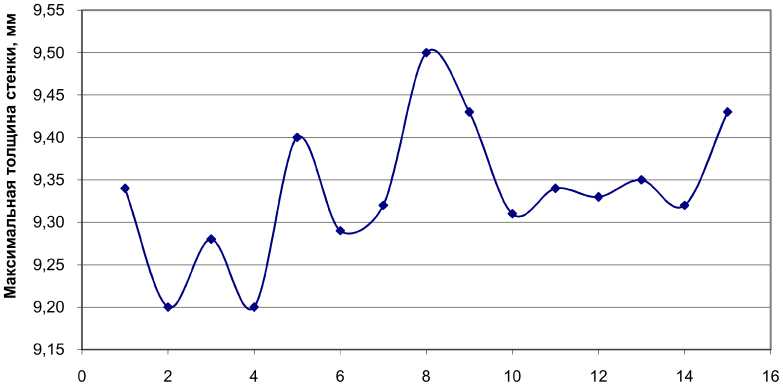
Анализ замеров готовых труб показывает, что максимальные значения толщины стенки располагаются по телу трубы, либо сопоставимы по телу и по концам (рис. 4). Такое распределение толщины
Нумерация сечений по длине трубы
ис. . ривая распределения средне толщины стенки по длине раската за ИКС калибра стана PQF 190 мм с использованием системы гидроутонения
Расстояние между поперечными сечениями по длине раската, м
Рис. 3. Разнотолщинность стенки по длине раската за ИКС
Нумерация сечений по длине трубы
Рис. 4. Распределение максимальных значений толщины стенки по длине готовой трубы в калибре 190 мм после участка пил послойной резки
стенки говорит о том, что потенциально концевая обрезь может быть сокращена.
Анализ промышленных данных показал, что, начиная с сортамента наружным диаметром 114 мм и выше, величина обрези металла с переднего и заднего концов одинакова и приближена к величине 0,3 м с каждого конца; величина концевой обре-зи на сортаменте труб с наружным диаметром в диапазоне с 73 по 108 мм и частично по 114 мм уменьшается с увеличением величины наружного диаметра труб, что логично, так как с увеличением наружного диаметра уменьшается число задействованных клетей РРС, а также общая деформация раската по наружному диаметру при редуцировании. С другой стороны труба подвергается редуцированию в стане ИКС.
На основании анализа промышленных данных получена степенная зависимость величины обрези y от безразмерного коэффициента x, представленная на рис. 5. Здесь x = PQF цИКСцРРС - безразмерный DPPC коэффициент; DPQF – наружный диаметр трубы после непрерывного оправочного стана PQF, мм; DPPC – наружный диаметр трубы после редукционно-растяжного стана, мм; цИКС и цРРС - коэффициенты вытяжки в извлекательно-калибровоч-ном стане и редукционно-растяжном стане соответственно.
Данная зависимость получена для диаметров готовых труб от 73 до 273 мм и толщин стенок от 5 и 25 мм и позволяет с коэффициентом достоверности R 2 = 0,9693 рассчитать длину концевой обре-зи для любой трубы из данного сортамента.
Формула для расчёта суммарной величины концевой обрези труб выглядит следующим образом:
( D PQF )
Lo6 = 0,0214 1 ц ИКС ц РРС I +
V D ррс )
+ 0,0297 D PQF ц ИКС ц РРС + 0,3 93 5.
D РРС
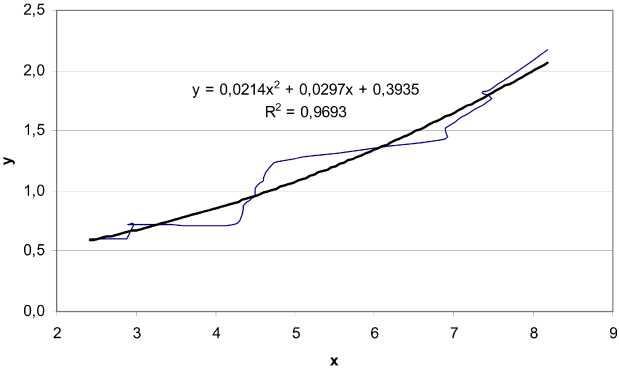
Рис. 5. Зависимость величины концевой обрези у от коэффициента х
Результаты, полученные по данной зависимости, согласуются с рекомендациями А.А. Шевченко [4]: «При небольших натяжениях и деформациях длина отрезаемых концов равна 200…300 мм». То есть при небольших обжатиях по диаметру (что характерно при получении труб больших диаметров из сортаментного ряда) величина суммарной обрези стремится к величине 400…600 мм.
С использованием данной зависимости можно регламентировать величину концевой обрези при прокатке труб с использованием калибров стана PQF 190 мм и 290 мм.
Сопоставление результатов расчета, полученных по данной зависимости, с промышленными данными при прокатке труб, прокатанных по технологии FQM в условиях ОАО «СТЗ», будет проведено в период пуска стана в 2014 году.
Выводы
-
1. Величина суммарной концевой обрези зависит от технологии прокатки труб на конкретном агрегате.
-
2. Получена зависимость для расчёта концевой обрези для ТПА со станами типа PQF и FQM.
-
3. Наибольшее влияние на формирование ве-
- личины концевой обрези оказывают: коэффициент вытяжки и величина наружного диаметра раската по горячему переделу.
-
4. Полученная зависимость была принята для расчета таблиц прокатки стана FQM ОАО «СТЗ» в пусковой период.
-
5. Исходя из анализа распределения толщины стенки по длине готовой трубы, следует, что концевая обрезь в ряде случаев может быть сокращена.
Список литературы Определение величины концевой обрези труб, формирующейся в условиях ТПА с непрерывными станами типа PQF, FQM
- Технология непрерывной безоправочной прокатки труб: учеб. пособие/Г.И.Гуляев, П.Н. Ившин, И.Н. Ерохин и др. -М., 1975. -264 с.
- Редукционные станы: учеб. пособие/В.П. Анисифоров, Л.С. Зельдович, В.Д. Курганов и др. -М., 1971. -256 с.
- Анализ путей уменьшения концевой обрези при редуцировании труб с натяжением/Ю.Г. Гуляев, И.А. Шапиро, А.Г. Польский и др.//Теория и практика металлургии. -2012. -№ 1-2. -С. 45-48.
- Шевченко, А.А. Непрерывная прокатка труб/А.А. Шевченко. -Харьков: Металлургия, 1954. -268 с.
