Определение возможности улучшения трибологических свойств керамики из карбида кремния импульсно-периодической лазерной обработкой

Автор: Мурзин Сергей Петрович, Балякин Валерий Борисович, Мельников Алексей Александрович, Васильев Николай Николаевич, Лихтнер Павел Иванович
Журнал: Компьютерная оптика @computer-optics
Рубрика: Оптоинформационные технологии
Статья в выпуске: 1 т.39, 2015 года.
Бесплатный доступ
Лазерное микроструктурирование поверхности находит применение при улучшении трибологических свойств материалов. Для повышения потенциала практического использования перспективным является расширение функциональных возможностей лазерного микроструктурирования путём применения более распространённых лазерных установок с длительностью импульса в миллисекундном диапазоне. Впервые определена возможность улучшения трибологических свойств поверхности керамики из карбида кремния импульсно-периодической лазерной обработкой с длительностью импульса в миллисекундном диапазоне. Оценивались изменения морфологии обработанной поверхности после импульсно-периодического лазерного воздействия. Установлено, что импульсно-периодическая лазерная обработка с энергией в импульсе 1,1 Дж и длительностью импульса 0,5 мс приводит к сглаживанию углублений на полированной поверхности керамики из карбида кремния. Более интенсивные режимы лазерной обработки приводят к образованию трещин на поверхности материала. Исследования трибологических свойств полученных структур показали, что среднее значение коэффициента трения поверхности после лазерной обработки снизилось на 15 %.
Обработка лазерная, микроструктурирование, материал керамический, карбид кремния, поверхность, коэффициент трения
Короткий адрес: https://sciup.org/14059335
IDR: 14059335
Determining ways of improving the tribological properties of the silicon carbide ceramic using a pulse-periodic laser treatment
Laser surface microstructuring is applied to improve the tribological properties of materials. To increase potential practical applications, the expansion of the laser microstructuring functionalities through the use of more common laser systems with pulse durations in the millisecond range may show promise. For the first time it was shown that the tribological properties of the surface of the silicon carbide ceramic can be improved using a pulse-periodic laser treatment with millisecond pulses. Morphological changes of the surface under treatment after the exposure to pulse-periodic laser light were assessed. It was found that the pulse-periodic laser treatment with 0.5-ms pulses of energy 1.1 J led to the smoothing of recesses in the polished surface of the silicon carbide ceramic. Higher-energy laser treatment led to the formation of cracks on the material surface. The study of tribological properties of the resulting structures showed that following the laser treatment the mean value of the friction coefficient decreased by 15 %.
Текст научной статьи Определение возможности улучшения трибологических свойств керамики из карбида кремния импульсно-периодической лазерной обработкой
Методы лазерного микроструктурирования поверхности находят применение для улучшения трибологических свойств материалов [1–3]. Кроме синтеза низкоразмерной периодической структуры в результате инициированных фемтосекундным лазерным излучением процессов самоорганизации [4], применяют непосредственное формирование микрорельефа лазерным воздействием [5]. При этом обработку проводят излучением также с длительностью импульса в фемтосекундном диапазоне, осуществляя процесс абляции материала с переходом в плазму и газообразную фазу, минуя жидкий расплав. Воздействие ультракороткими импульсами лазерного излучения является эффективным для микроструктурирования поверхности керамики из карбида кремния (SiC) [6] – одного из наиболее прогрессивных материалов для изготовления торцовых газодинамических уплотнений [7, 8]. По сравнению с другими применяемыми для этих целей карбидами, SiC имеет более высокую теплопроводность, что предоставляет возможность меньшей инерционности при нестационарных тепловых процессах. Применение карбида кремния в уплотнительных кольцах, обеспечивая меньший тепловой градиент, позволяет минимизировать деформации при переходных режимах [9]. Формирование периодически повторяющегося микрорельефа на кольцевых торцовых уплотнениях, который обеспечивает снижение потерь в паре трения «SiC-графит», осуществлено в работе [10]. Для повышения потенциала практического использования перспективным является расширение функциональных возможностей лазерного микроструктурирования путём использования более распространённых лазерных установок с длительностью импульса в миллисекундном диапазоне [11 – 16]. Применение оптических систем на основе элементов дифракционной компьютерной оптики [17–23] предос- тавляет возможность проводить обработку областей требуемой геометрии.
Целью работы является определение возможности улучшения трибологических свойств поверхности керамики из карбида кремния импульсно-периодической лазерной обработкой с длительностью импульса в миллисекундном диапазоне.
-
1. Формирование микрорельефа на керамике из карбида кремния воздействием сканирующего непрерывного лазерного излучения
-
2. Экспериментальное оборудование
-
3. Результаты экспериментальных исследований и обсуждение
При производстве торцовых уплотнений из керамических материалов на основе карбида кремния для создания газодинамического давления применяют нанесение плоских и ступенчатых канавок, глубины которых сравнимы с минимальной величиной зазора. Формирование таких канавок проводят непрерывным лазерным излучением по программе, обеспечивающей их последовательную обработку. Управляющая программа также обеспечивает изменение мощности лазерного излучения по определённому закону с возможностью изменения интенсивности испарения обрабатываемого материала на различных участках зоны обработки. К недостаткам данного метода, кроме высокой стоимости обработки, относят значительный разброс глубин канавок и высокую шероховатость обработанной поверхности. При обработке материалов с высокой теплопроводностью, к которым относят SiC, имеют место наихудшие результаты по точности и воспроизводимости профиля канавок, наиболее выраженные на периферии пятна лазерного излучения. Кроме того, последовательное наложение зон лазерного воздействия на материал приводит к формированию микрорельефа поверхности в виде чередующихся выступов и канавок. Изображение поверхности керамики из карбида кремния, полученное с использованием по- ляризационно-оптического микроскопа Neophot-30, представлено на рис. 1. Формирование микрорельефа воздействием сканирующего непрерывного лазерного излучения значительно снижает возможность последующего улучшения их трибологических свойств. В этом случае лазерную обработку целесообразно осу- ществить в импульсно-периодическом режиме.
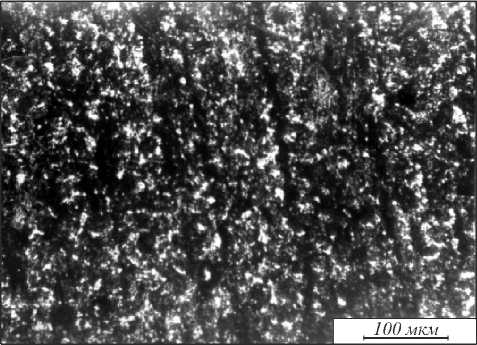
Рис. 1. Поверхность керамического материала, сформированная в результате воздействия сканирующего непрерывного лазерного излучения
Воздействие на образцы из керамического материала на основе карбида кремния осуществляли в импульсно-периодическом режиме на технологической лазерной установке ROFIN StarWeld Manual Performance, оснащённой Nd:YAG – лазером с длиной волны излучения 1,06 мкм. Основные технические характеристики установки: средняя мощность в импульсе – 50 Вт; максимальная энергия в импульсе – 100 Дж; длительность импульса – 0,5...50 мс; частота следования импульсов – 0,5...50 Гц; диаметр пятна – 0,3...2,0 мм. Технологическая лазерная установка предоставляет возможность генерации импульсов различных форм: прямоугольной, «пичковой» с прямоугольным участком, с плавно убывающим фронтом, с плавно возрастающим фронтом. Исследования трибологических свойств полученных структур проводили с использованием трибометра TRB-S-DE, CSM Instruments, представленного на рис. 2.
Температурно-скоростные условия лазерной обработки были реализованы при длительности 0,5 мс и частоте следования импульсов 2,5 Гц. Энергия в импульсе составляла 0,9...1,1 Дж. Использование «пичковой» с прямоугольным участком формы импульсов позволило уменьшить время воздействия. Исследование морфологии поверхности керамического материала на основе карбида кремния осуществлялось с использованием аналитического растрового электронного микроскопа VEGA\\ SB, Tescan. На рис. 3 представлена исходная зернистая структура керамики на основе карбида кремния, полученная в результате механической обработки после горячего изостатического прессования, которое обеспечивает формирование устойчивой высокодисперсной структуры с повышенной плотностью, высокими значениями твёрдости и прочности. При механической обработке в результате хрупкого разрушения происходит локальное выкрашивание частиц материала, образуются углубления неправильной формы размером 3...6 мкм с острыми краями.

Рис. 2. Внешний вид трибометра TRB-S-DE, CSM Instruments
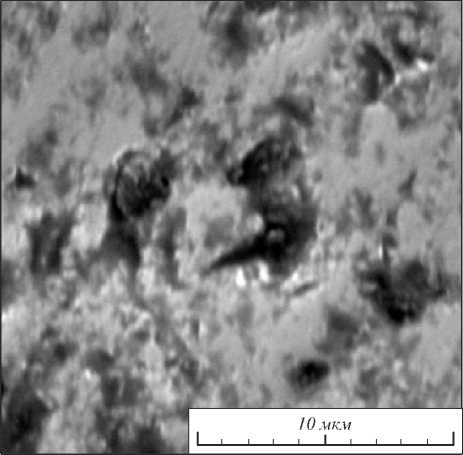
Рис. 3. Исходная зернистая структура керамики на основе карбида кремния
Оценивались изменения морфологии обработанной поверхности после импульсно-периодического лазерного воздействия. Изображение поверхности керамического материала на основе карбида кремния, полученной в результате лазерной обработки с энергией в импульсе 1,1 Дж и длительностью импульса 0,5 мс, представлено на рис. 4. В результате металлографических исследований установлено, что импульсно-периодическая лазерная обработка с указанными параметрами режима приводит к сглаживанию углублений на полированной поверхности керамики из карбида кремния. Наряду с формированием непериодического микрорельефа, происходило модифицирование структуры по- верхностного слоя. При лазерном воздействии на поверхности керамического материала имело место разложение карбида кремния с образованием графита и твёрдого раствора углерода в кремнии.
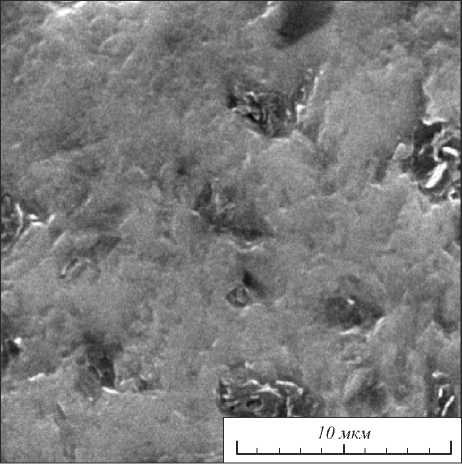
Рис. 4. Поверхность керамического материала на основе карбида кремния, полученная импульсно-периодической лазерной обработкой с энергией в импульсе 1,1 Дж и длительностью импульса 0,5 мс
Более интенсивные режимы лазерной обработки приводят к образованию трещин на поверхности материала. При этом максимальный размер углублений увеличивается до 30 мкм. Морфология поверхности после импульсно-периодической лазерной обработки с энергией в импульсе 1,2 Дж представлена на рис. 5.
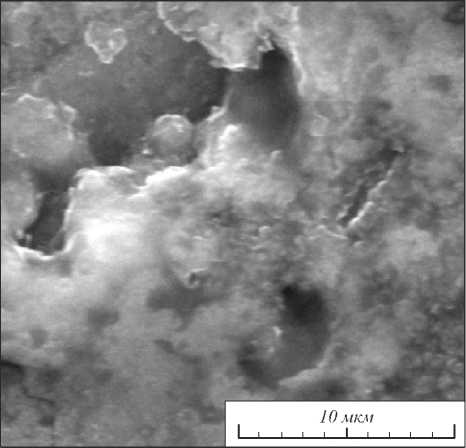
Рис. 5. Образование трещин на поверхности карбида кремния при интенсивных режимах
Коэффициент трения скольжения определяли за время 30 с при температуре окружающей среды 25°С и относительной влажности 63 % по схеме «шар– диск» при возвратно-поступательном движении, где использовали шар диаметром 6 мм из нитрида кремния (Si3N4). В результате экспериментальных исследований установлено, что для исходной поверхности керамического материала на основе карбида кремния после горячего изостатического прессования и механической обработки максимальное значение коэффициента трения составило 0,068, а после импульснопериодической лазерной обработки с энергией в импульсе 1,1 Дж и длительностью импульса 0,5 мс уменьшилось до 0,058. Среднее значение коэффициента трения поверхности снизилось с 0,057 до 0,049 после лазерной обработки, т.е. на 15 %. Таким образом, определена возможность улучшения трибологических свойств керамики из карбида кремния импульсно-периодической лазерной обработкой.
Заключение
Впервые осуществлено определение возможности улучшения трибологических свойств поверхности керамики из карбида кремния импульсно-периодической лазерной обработкой с длительностью импульса в миллисекундном диапазоне. Исследовалась исходная зернистая структура керамики, полученная в результате механической обработки после горячего изостатического прессования, которое обеспечивает формирование устойчивой высокодисперсной структуры с повышенной плотностью, высокими значениями твёрдости и прочности. Выявлено, что при механической обработке в результате хрупкого разрушения происходит локальное выкрашивание частиц материала, образуются углубления неправильной формы размером 3...6 мкм с острыми краями.
Оценивались изменения морфологии обработанной поверхности после импульсно-периодического лазерного воздействия. Установлено, что лазерная обработка с энергией в импульсе 1,1 Дж и длительностью импульса 0,5 мс приводит к сглаживанию углублений на полированной поверхности керамики из карбида кремния. Наряду с формированием непериодического микрорельефа, происходило модифицирование структуры поверхностного слоя. При лазерном воздействии на поверхности керамического материала имело место разложение карбида кремния с образованием графита и твёрдого раствора углерода в кремнии. Более интенсивные режимы лазерной обработки приводят к образованию трещин на поверхности материала. Исследования трибологических свойств полученных структур показали, что среднее значение коэффициента трения поверхности снизилось с 0,057 до 0,049 после лазерной обработки, т.е. на 15 %. Таким образом, определена возможность улучшения трибологических свойств керамики из карбида кремния импульсно-периодической лазерной обработкой, что позволит использовать данный метод при производстве торцовых газодинамических уплотнений. Целесообразно проведение дальнейших исследований триботехнических характеристик материала в зависимости от температуры, скорости скольжения и контактного давления.
Работа выполнена при поддержке Министерства образования и науки РФ.
