Оптимальный вид соединения свай с учетом основных характеристик

Автор: Майер Валентина, Ахатулы Алишер, Альжанова Раушан, Птухина Ирина Станиславовна
Журнал: Строительство уникальных зданий и сооружений @unistroy
Статья в выпуске: 3 (30), 2015 года.
Бесплатный доступ
В связи с повсеместным использованием свайных фундаментов в условиях слабых грунтов, а также с повышением этажности строительства появляется необходимость устраивать составные сваи длиной более 12 метров. Способов соединения свай достаточно много и представляется сложным определить, какой из методов наиболее эффективный.В данной работе рассматриваются сварное, болтовое соединения, а также соединения стаканного и штифтового типов. Такие типы соединений являются самыми распространенными на сегодняшний день. Они сравниваются по следующим параметрам: трудозатраты, экономичность, время, потраченное на сборку на месте строительства и долговечность. Сравнительный анализ был проведен на основе метода многокритериальных альтернатив. По результатам сравнений сделан вывод, что оптимальным является штифтовой метод соединения. Строительным компаниям рекомендуется выбирать данный тип в целях экономии времени и средств, а так же надежности при эксплуатации, пока не будет доказана эффективность использования новых типов соединений. В таком случае следует повторно провести сравнение и сравнивать только два типа, новый тип соединений и соединение штифтового типа.
Свая, свайный фундамент, сборная свая, стыковое соединение, соединение свай, составная свая
Короткий адрес: https://sciup.org/14322216
IDR: 14322216 | УДК: 624.078
Optimal type of pile joint in consideration of main characteristics
Pile foundations are generally used in soft ground conditions, and in high-rise construction it is necessary to use precast piles with length more than 12 meters. There are a lot of pile joint types and it is difficult to define which one is optimal. In this article welded, bolted, socket and pin types of joints are described. With next characteristics: economic efficiency, service life, working hours and number of workers comparison is conducted. It was based on method of multi-criteria alternatives. In conclusion approved that pin type joint is optimal.
Текст научной статьи Оптимальный вид соединения свай с учетом основных характеристик
В настоящее время во многих городах Российской Федерации ведется активное строительство крупных объектов. Одной из самых актуальных проблем является возведение фундаментов в условиях слабых грунтов, и в большинстве подобных случаев делают выбор в пользу свайных фундаментов. Следует отметить, что в последнее время сваи во многих случаях вытесняют другие виды фундаментов, например в мостостроении.
Свайное фундаментостроение широко применяется в промышленном, гражданском и жилищном строительстве. Если в начале прошлого века сваи длиной 20 м и грузоподъемностью свыше 100т, были редкостью, то теперь их длина может достигать более 100 м, а несущая способность одной сваи с уширенной пятой достигает 1000 т. Объясняется это не только ростом капитального строительства, но и общим прогрессом строительной техники, применением новых типов свай и сваебойного оборудования [1].
По способу изготовления сваи подразделяются на монолитные или набивные, сборные и комбинированные или сборно-монолитные [2].
Монолитные сваи - это сваи, устраиваемые непосредственно в грунте. Это очень удобно производителям работ, так как в этом случае можно заливать цельные сваи любой длины. Недостатком данного способа является то, что временные затраты больше, чем на готовые сваи, так как для таких свай необходимо время на бурение «колодца» для будущей сваи. Так как в основном свайные фундаменты пользуются большой популярностью в грунтах с повышенными грунтовыми водами, следовательно необходимо время и финансовые затраты на процедуру водопонижения. Следует также учитывать, что бетону нужно время на схватывание, прежде чем возводить вышестоящие конструкции [3].
Сборные сваи - изготовленные заранее и погружаемые различными способами в грунт в готовом виде. Этот способ эффективней первого по срокам и финансам, что является преимуществами его применения.
Однако зачастую заводы производители не могут себе позволить изготавливать сваи длиной более 12 м, так как перевозка и установка готовых свай ограничивается в зависимости от возможностей транспортировочных и сваебойных машин [1].
Решение данной проблемы заключается в том, что бы производить готовые сваи максимально возможной длины на заводе, в зависимости от всех факторов, влияющих на эту характеристику, и соединять их на месте строительства.
Видов стыковых соединений достаточно много и при таком разнообразии, строительным компаниям сложно определиться с выбором наиболее оптимального вида стыка. В связи с этим возникает потребность определить, какой вид стыкового соединения наиболее оптимален.
Литературный обзор
В своих исследованиях свайные стыки рассматривали российские авторы Жабыко Е.И., Шульман С.А, Абассов П.А., а также многие зарубежные авторы [4 – 12]. Жабыко Е.И. в своей работе рассматривал составные сваи с шарнирными стыками и их расчет на действие горизонтальных и вертикальных нагрузок, а также представил разработку модульной сваи с конусным стаканным стыком [4].
Также большое количество работ посвящено вопросу взаимодействия грунтовых оснований со сваями, авторы которых Бугров А.К., Ухов С.Б., Абелев М.Ю., Гольдштейн М.Н. и т.д. [13 – 20].
Несмотря на большой объем работ по данной теме, нет данных о том, какой из видов стыкования свай наиболее выгодно применять.
Цель исследования
Целью данной работы является определить оптимальный вид стыковки свай, с учетом значимых характеристик.
Задачами работы являются:
-
1. Выявление значений основных характеристик основных видов стыкования свай. Это экономичность, долговечность, трудозатраты, количество рабочих, требуемых для соединения непосредственно на строительной площадке.
-
2. Сравнить выбранные виды стыкования по критериям, определяемым выявленными характеристиками из первой задачи.
Объект исследования
Для определения наиболее оптимального вида стыка свай было проведено сравнительное исследование.
Объектом исследования являются 4 наиболее распространённых видов стыкования: стыки стаканного типа, сварной стык, болтовой стык, соединение штифтового типа.
Сравнительный анализ свайных стыков с учетом основных характеристик
Чтобы понять, какой из них наиболее оптимальный, все виды нужно сравнить друг с другом по четырем основным критериям, на которые следует опираться при выборе оптимального вида стыка. Это трудозатраты, экономичность, время, потраченное на сборку на месте стройки и долговечность [21].
Составные сваи - это сваи, предназначенные образом, в зависимости от выбранного вида стыковки.
для забивки. Торцы их изготовляются особым
Рассмотрим каждый из них по отдельности.
Вид первый: «Стыки стаканного типа»
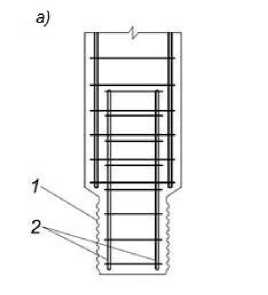
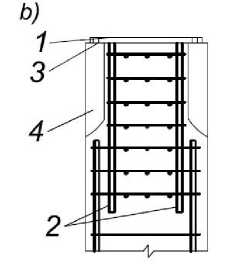
Рисунок 1. Стык стаканного типа а, b - соответственно верхнее и нижнее звено;
1 - шпонка с рифлениями; 2 – дополнительный каркас; 3 - стакан (труба или короб); 4 - внутренняя перегородка; 5 - анкерные стержн
Для сопряжения звеньев сваи с помощью стыков стаканного типа (рисунок 1) в торце нижнего звена предусматривается закладная деталь - "стакан", а в торце верхнего звена - армированная бетонная шпонка с рифлениями на боковой поверхности. При стыковке шпонка и стакан совмещаются. Стакан выполняется с внутренней перегородкой для упора шпонки. Плотность сочленения шпонки со стаканом создается за счет смятия выступов бетонных рифлений. Вдавливание шпонки в стакан обеспечивается за счет действия собственного веса верхнего звена и молота, устанавливаемого на голову верхнего звена, а также за счет нескольких ударов молота с высотой подъема 30 - 50 мм. Для обеспечения сохранности стакана при забивке нижнего звена рекомендуется использовать специальный подбабок, устанавливаемый на внутреннюю перегородку стакана.3.4. Стакан для трубчатых стыков выполняется из отрезка стальной трубы, для коробчатых стыков - из сварного короба, образованного из четырех пластин. Внутри стакана предусматривается перегородка из стальной пластины соответственно в форме круга или квадрата. Анкерные стержни рекомендуется приваривать внахлестку к внутренней поверхности стакана и объединять их спиралью. Во избежание образования воздушных пробок при бетонировании нижнего звена и при стыковке звеньев в стенках стакана с обеих сторон от перегородки должны быть предусмотрены отверстия.
Для выполнения такого стыка необходимо: 20 806 руб/свая, 3 рабочих и 0,2305 чел/час [22].
Construction of Unique Buildings and Structures, 2015, №3 (30)
Вид второй: «Соединение штифтового типа»
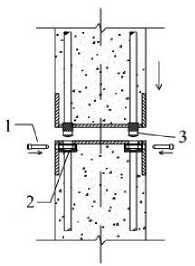
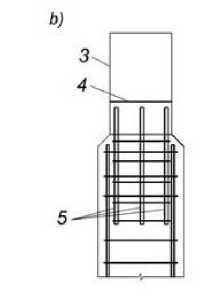
Рисунок 2. Соединение штифтового типа
1 – штифт; 2 – гнездо; 3 - фиксирующий штырь
Торцы металлического оголовника каждой секции имеет по два фиксирующих штыря и по два гнезда для заводки штырей (по предложению Треста 28 на оголовке нижней секции устанавливаются только гнезда, на верхней штыри). Соединение секций свай выполняется при стыковке оголовников путем заведения штырей в гнезда. Затем в боковые отверстия нижнего оголовника забиваются четыре стальных штифта диаметром 19 мм, которые заклинивают штыри в гнездах (рисунок 2).
Для выполнения такого стыка необходимо: 19 626 руб/свая, 2 рабочих и 0,2305чел/час [22].
Вид третий: «Болтовой стык»
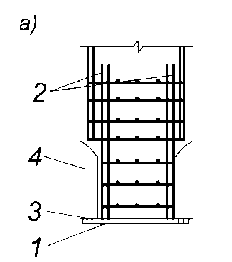
Рисунок 3. Соединение болтового типа а, b - соответственно верхнее и нижнее звено; 1 -пластина закладной детали; 2 - анкерные стержни; 3 - отверстия под болты; 4 - гнезда в бетоне
Болтовое соединение (рисунок 3) рекомендуется осуществлять с помощью четырех болтов нормальной точности (так же в зависимости от размеров свай, существуют и 1, 2 и 3 болтовые), размещаемых в угловых участках поперечного сечения звеньев. В торцах звеньев под отверстиями в пластинах предусматриваются гнезда, для образования которых рекомендуется использовать инвентарные вкладыши, закрепляемые на закладных деталях. Болтовые стыки предназначаются преимущественно для ненапрягаемых составных свай, выполняемых из звеньев одинакового поперечного сечения и предназначенных для эксплуатации в неагрессивных или слабоагрессивных средах. Учитывая необходимость устройства гнезд в бетоне, продольную арматуру допускается не доводить до торцов звена.
Для выполнения такого стыка необходимо: 22 518 руб/свая, 3 рабочих и 0,88 чел/час.
Вид четвертый: «Сварной стык»
Для выполнения сварного стыка (рисунок 4) в торцах звеньев предусматриваются закладные детали в виде квадратных стальных пластин с анкерными стержнями. При стыковке звеньев пластины соединяют по контуру сварным угловым швом. При соединении звеньев с помощью сварного стыка не допускается выполнять верхние звенья с большими размерами поперечного сечения, чем нижние. Закладные детали устанавливают по центру сечения звеньев. Анкерные стержни, привариваемые в тавр к пластине, рекомендуется объединять спиралью.
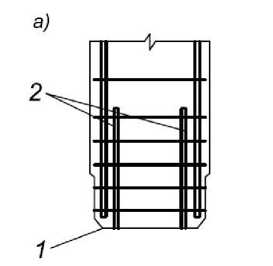
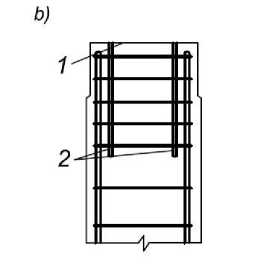
Рисунок 4. Соединение сварного типа.
а, b - соответственно верхнее и нижнее звено; 1 - пластина закладной детали; 2 - анкерные стержни
Для выполнения такого стыка необходимо: 19 949 руб/свая, 4 рабочих и 0,88 чел/час [22].
Оценка имеющихся данных будет проведена следующим образом: одно из значений (максимальное или минимальное, в зависимости от положительной или отрицательной значимости большего значения относительно меньшего) берется за 100 пунктов, а всем остальным значениям количество пунктов задается интерполяцией долевой части от первого.
Шаг каждой шкалы выбран из долевого соотношения значимости каждого из критерия, по которым проводится сравнение.
Так как в экономической части, так же как и в трудозатратах и количестве требуемых рабочих, больше количество является недостатком то большее значение относительно меньшего считается отрицательным показателем. А в долговечности напротив. Поэтому в критерии долговечности обратная зависимость пунктов.
Долговечность, это характеристика, на которую опираются в первую очередь при создании методов. Поэтому двум из четырех из методов можно присвоить по 100 пунктов. Это: болтовое соединение и соединение штифтового типа. Однако в 2-х других долговечность ниже. В сварочном соединении может появиться коррозия, так как соединение, как и сама свая, находится в грунтах. А грунты – это агрессивная среда для металла. И поэтому такая конструкция надежна в меньшей степени, а это значит и менее долговечна. Если впоследствии разрушения случиться отсоединения пластин, под воздействием грунта конструкция сможет соскочить с места. Что впоследствии приведет к разрушению здания или сооружения [1]. Также работа со сваями требует много времени и высокую точность – это сильно влияет на качество соединения. На соединение сварного типа в шкале «Долговечность» дается 132,4 пункта [23, 24]. Имеющиеся данные приведены в таблице 1.
Таблица 1. Исходные показатели в первоначальных единицах измерений
|
№, п/п |
Экономичность, руб |
Долговечность, в долях |
Трудозатраты, чел/час |
Кол-во рабочих |
|
Сварное соединение |
19 949 |
1,324 |
0,88 |
4 |
|
Соединение стаканного типа |
20806 |
1 |
0,2304 |
3 |
|
Болтовое соединение |
22518 |
1 |
0,88 |
3 |
|
Штифтовое соединение |
19626 |
1 |
0,2304 |
2 |
Преобразование данных из таблицы 1, в систему оценок приведены в таблице 2.
Таблица 2. Преобразованные исходные данные в систему пунктов
|
№, п/п |
Экономичность |
Долговечность |
Трудозатраты |
Кол-во рабочих |
|
Сварное соединение |
88,59134914 |
100,000 |
100 |
100 |
|
Соединение стаканного типа |
92,397 |
75,529 |
26,182 |
75 |
|
Болтовое соединение |
100,000 |
75,52870091 |
100 |
75 |
|
Штифтовое соединение |
87,157 |
75,529 |
26,182 |
50 |
Чтобы лучше понимать относительность критериев и методов между собой, приведен график 1.
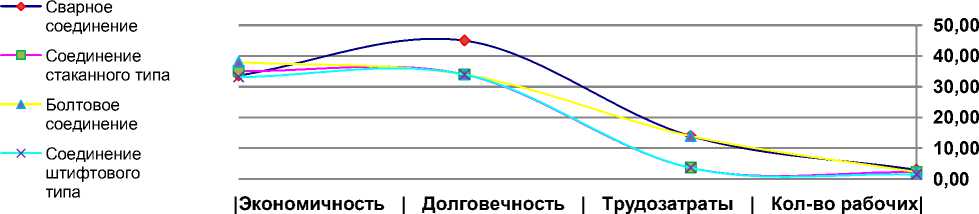
График 1. Соотношение методов по критериям
Следующий шаг анализа, ранжирование по шкалам критерия.
Шаг шкал критериев взят из долевого распределения, и показан в таблице 3.
Таблица 3. Долевое отношение приоритетов
|
Экономичность |
Долговечность |
Трудозатраты |
Кол-во рабочих |
|
0,38 |
0,45 |
0,14 |
0,03 |
Результат ранжирования и итоговых подсчетов показан в таблице 4 и на рисунке 5.
Таблица 4. Результат ранжирования
|
№ |
Экономичность, руб |
Долговечность, в долях |
Трудозатраты, чел/час |
Кол-во рабочих |
Итого |
|
Сварное соединение |
33,66 |
45,00 |
14,00 |
3,00 |
95,665 |
|
Соединение стаканного типа |
35,11 |
33,99 |
3,67 |
2,25 |
75,014 |
|
Болтовое соединение |
38,00 |
33,99 |
14 |
2,25 |
88,238 |
|
Соединение штифтового типа |
33,12 |
33,99 |
3,67 |
1,5 |
72,273 |
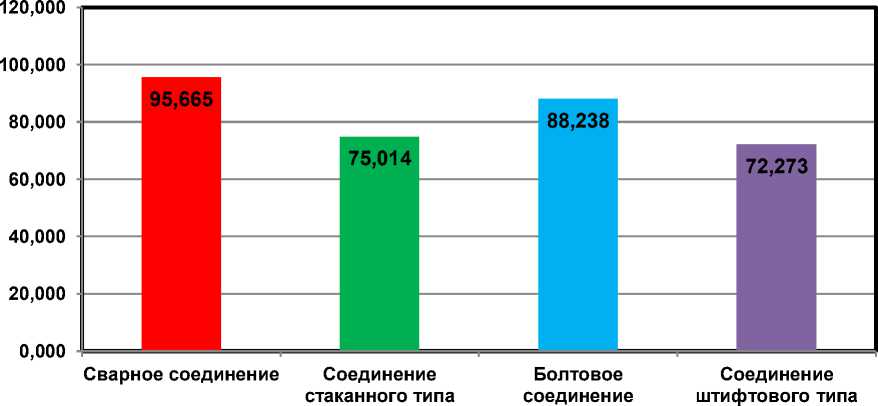
Рисунок 5. Результат ранжирования
Так как было определено, что меньшее количество пунктов - это преимущество, значит, в результате исследования стык с меньшими показателями принимается как самый оптимальный вариант.
На рисунке 5 ярко выражено, что штифтовое соединение является оптимальным вариантом, затем следует соединение стаканного типа, болтовое и сварное соединения.
Заключение
-
1. Анализ рынка и нормативной документации позволил выявить значения экономичности, долговечности, трудозатрат с учетом количества рабочих для четырех основных видов стыкования составных свай.
-
2. Проведен сравнительный анализ для выбора рентабельного вида стыкования, по результатам которого можно сделать вывод, что оптимальным вариантом будет соединение штифтового типа. Такое соединение, в сравнении с другими, самое выгодное по экономическим соображениям и менее трудозатратно, требует меньшее количество рабочих и наиболее долговечно.
Список литературы Оптимальный вид соединения свай с учетом основных характеристик
- Грутман М.С. Свайные фундаменты. Киев: Будивельник, 1969. 193 с.
- Тетиор А.Н. Фундаменты. М.: Академия, 2010. 400 с.
- Веселов А.В., Пермяков М.Б., Трубкин И.С., Токарев А.А. Сборно-монолитная составная свая и технология ее изготовления//Жилищное строительство. 2012. № 11. С. 15-17.
- Жабыко Е.И. Расчет и конструирование фундаментов из составных свай с учетом податливости стыков: дисс. на соиск. учен. степ. к.т.н.: 05.23.01. Владивосток, 1994. 127 с.
- Шульман С.А., Копытов А.Л., Балючик Э.А. Составная свая. Патент на изобретение RUS 2045623, 1995.
- Аббасов П.А., Серегин В.Н. Жесткое стыковое соединение модульных свай. Патент на полезную модель RUS 84405 от 22.05.2008.
- Сербиновский А.В., Песоцкий Е.А., Пиневич С.С. Стыковое соединение секций составной сваи. Патент на изобретение RUS 2323300 от 03.10.2006.
- Van Impe W.F. Developments in pile design. DFI. Conference. Stressa, 1991. Pp. 2217-2234.
- Rajapakse R. Pile Design and Construction Rules of Thumb. 2008. Pp 337-342.
- Focht J.A. Jr., O'Neill M.W. Piles and other deep foundations//Proceedings of the XI International Conference on Soil Mechanics and Foundation Engineering. San Francisco: 1985 -vol.1, P. 187-207.
- Smith I.M. Installtion and performance of piled foundations//Third Int. Conf. on Num. Meth. in Geomech. (Aachen) 2-6 April, 1979, P. 1107-1114.
- Hansbo S. Foundation Engineering. Stocksund, 1994. 538 p.
- Бугров А.К. Механика грунтов. СПб: Издательство политехнического университета, 2011. 305 с.
- Ухов С.Б., Семенов В.В., Знаменский В.В., Тер-Мартиросян З.Г., Чернышев С.Н. Механика грунтов, основания и фундаменты. М.: Высшая школа, 2011. 566 с.
- Абелев М.Ю. Строительство промышленных и гражданских сооружений на слабых водонасыщенных грунтах. М.: Стройиздат, 1983. 247 с.
- Гольдштейн М.Н. Механические свойства грунтов. М.: Стройиздат, 1971. 368 с.
- Punmia B. C., Ashok Kumar Jain, Arun Kr. Jain. Soil mechanics and foundations. Firewall Media, 2005, 940 p.
- Harr M.E. Foundations of theoretical soil mechanics. NY: McGraw Hill Book Co., 1966. 381 p.
- Venkatramaiah C. Geotechnical engineering. New Age International, 2007. 926 p.
- Braja M. Das. Advanced soil mechanics. NY: Taylor & Francis Group, 2008. 567 p.
- Опарин С.Г., Сулима В.В. Развитие конкурсов на право заключения государственного контракта на строительство объектов транспортной инфраструктуры//Научно-технические ведомости Санкт-Петербургского государственного политехнического университета. Экономические науки. 2011. № 125. С. 55-62.
- ЕНиР Сборник E12 Свайные работы.
- СНиП II-23-81 Стальные конструкции.
- Нойман А., Рихтер Е. Сварка, пайка, склейка и резка металлов и пластмасс. М.: Металлургия, 1985. 480 с.
