Оптимизация параметров процесса обрезки швейных ниток

Автор: Краснер Станислав Юрьевич, Радкевич Анатолий Васильевич, Сункуев Борис Семенович
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 2 (17), 2009 года.
Бесплатный доступ
В статье рассмотрена установка для исследования процесса резания швейных ниток механизмах обрезки на швейных машинах. Описан процесс планирования и проведения эксперимента. Получены модели зависимости вероятности обрезки ниток от параметров технологического процесса.
Швейные нитки, обрезка, оптимизация параметров обрезки, швейные машины, экспериментальные установки, резание ниток, механизмы обрезки, вышивальные нитки, параметры обрезки, швейные автоматы
Короткий адрес: https://sciup.org/142184601
IDR: 142184601
Текст научной статьи Оптимизация параметров процесса обрезки швейных ниток
Резание нитки в автоматизированных швейных машинах является необходимой составной частью технологического процесса. Механизмы обрезки включаются в цикл работы машины и их несрабатывание приводит к нарушению технологического процесса, снижению качества изделия, понижению производительности труда. Как показывает анализ существующих конструкций механизмов обрезки игольной и челночной нитки на швейных машинах в качестве инструментов используются лезвия с клиновой заточкой, работающие по принципу ножниц. Изучение литературы, посвященной резанию, показало, что процесс резания нитки лезвием недостаточно исследован, а проектированию механизмов обрезки ниток не уделялось должного внимания [1,2,3,4,5].
На качественную работу механизма обрезки ниток влияет достаточно большое число факторов. Основные из них: материал, из которого изготовлена нитка, линейная плотность нитки, натяжение ее в момент обрезки, количество перерезаемых ниток, геометрия инструмента механизма обрезки, материал ножей, термообработка ножей, чистота обработки лезвий, скорость смыкания ножей , сила прижатия ножей друг к другу.
Десятифакторный эксперимент достаточно сложен, поэтому на начальном этапе проведено ранжирование факторов с целью упрощения эксперимента.
Исходя из того, что конструкция лезвий ножей, материал и термообработка на сегодняшний день достаточно хорошо известна и у разных производителей мало чем отличаются друг от друга, решено эти параметры принять постоянными, а переменными принять факторы, относящиеся к свойствам ниток и параметры процесса обрезки ниток (сила прижатия ножей друг к другу, скорость смыкания ножей ,сила натяжения швейной нитки).
Для определения влияния факторов на процесс обрезки, изготовлен и смонтирован экспериментальный комплекс, включающий в себя экспериментальную установку, тензоусилитель и самописец.
Режущий инструмент в данной установке изготовлен из стали ХВГ и его геометрические параметры приняты постоянными [2].
Исследуемая величина – вероятность обрезки (P).
ОПИСАНИЕ ЭКСПЕРИМЕНТАЛЬНОЙ УСТАНОВКИ
Установка представляет собой плиту 1, на которой расположен неподвижный нож 2 и подвижный нож 3. Подвижный и неподвижный нож соединены винтом 4. На ножи наклеены тензодатчики. Движение подвижный нож получает от пружины 7 и жесткой вставки 8. Разведение ножей осуществляется вручную тягой 9. Спусковой механизм представляет собой рычаг 11 и кронштейн 10.
На плите неподвижно закреплена скоба 12. В отверстие скобы вставляется исследуемая нитка 12. Фиксацию нитки сверху осуществляет зажим 13.
Механизм имеет следующие регулировки:
-
1. Сила прижатия ножей. Осуществляется винтом 4. Величина деформации лезвий ножей измеряется тензодатчиками.
-
2. Скорость обрезки определяется величиной интервала процесса перемещении лезвия ножа из начальной точки в конечную на ленте самописца.
-
3. Натяжение нитки. Регулируется с помощью изменения массы 15.
В ходе работы решались следующие задачи:
-
1. Получение математических зависимостей физико-механических свойств процесса обрезки от параметров технологического процесса.
-
2. Установление характера и степени влияния технологических параметров на вероятность обрезки швейных ниток.
-
3. Разработка оптимальных технологических параметров процесса обрезки швейных ниток на полуавтоматах с МПУ.
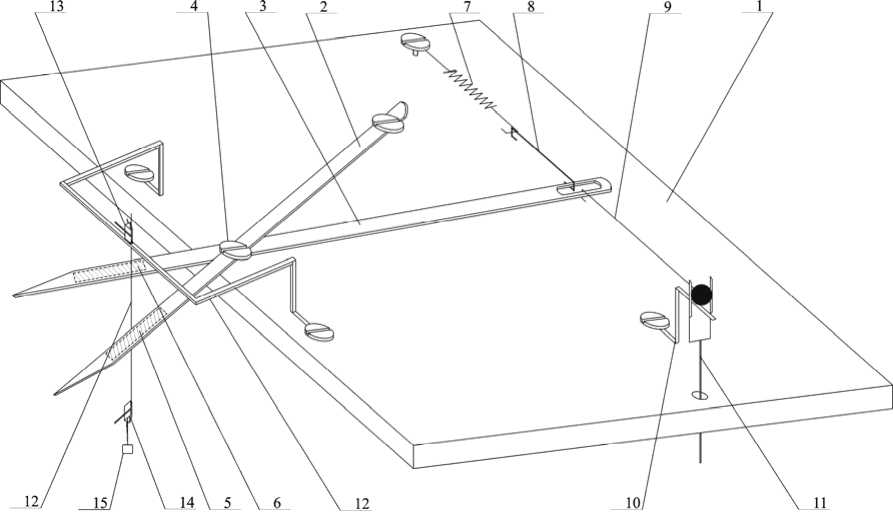
Рисунок 1 – Схема экспериментальной установки
Построение матрицы планирования и проведение эксперимента
Объектом исследования выбраны швейные нитки наиболее востребованных торговых номеров Sulky 40 фирмы Gunold и Экстра 40 РУПП «Гронитекс». Исследованы свойства швейных ниток (установлена их точная линейная плотность), Sulky 40 фирмы Gunold (14,5текс х 2) и Экстра 40 РУПП «Гронитекс» (16,5 текс×3).
Для поиска оптимальных значений наиболее значимых параметров технологического процесса обрезки швейных ниток, обеспечивающих наилучшие показатели качества, использовали математические методы планирования и анализа эксперимента. Для этого проведен полный факторный эксперимент на три фактора [8,9].
Как известно, процесс обрезки ниток зависит от соотношения таких технологических параметров, как сила прижатия ножей друг к другу и скорости смыкания. Поэтому они приняты в качестве входных факторов эксперимента. Так же был добавлен параметр натяжения нитки:
-
Х 1 – сила прижатия ножей друг к другу, Q 1 , н;
Х 2 – скорость смыкания ножей, V 1 , м/с,
Х 3 – сила натяжения швейной нитки, P , н.
Критерии оптимизации:
-
У – вероятность обрезки нитки Р .
Выбор этого параметра обусловлен следующим. Вероятность обрезки нитки в работе механизма обрезки является ключевым фактором, так как именно он влияет на качество изделия.
С учетом результатов предварительных исследований установлены уровни и интервалы варьирования факторов, представленные в таблице 1.
Эксперимент проведен в лабораторных условиях кафедры Машины и аппараты легкой промышленности УО «Витебский государственный технологический университет».
Таблица 1 – Уровни и интервалы варьирования факторов
|
Наименование фактора |
Условное обозначение |
Структура нити |
Уровень варьирования |
Интервал варьирова ний |
||
|
-1 |
0 |
+1 |
||||
|
Сила прижатия ножей друг к другу, Q 1 , н; |
Х 1 |
14,5текс х 2 |
0,40 |
0,60 |
0,80 |
0,40 |
|
16,5 текс×3 |
0,40 |
0,60 |
0,80 |
0,40 |
||
|
Скорость смыкания ножей, V 1 , м/с |
Х 2 |
14,5текс х 2 |
0,02 |
0,024 |
0,03 |
0,01 |
|
16,5 текс×3 |
0,02 |
0,024 |
0,03 |
0,01 |
||
|
Сила натяжения швейной нитки, P , н |
Х 3 |
14,5текс х 2 |
0 |
0,35 |
0,7 |
0,7 |
|
16,5 текс×3 |
0 |
0,35 |
0,7 |
0,7 |
||
В случае плана на три фактора регрессионная модель имеет вид, представленный уравнением:
У i = А 0 + А 1 Х 1 + А 2 Х 2 + А 3 Х 3 +А 12 Х 1 Х 2 +А 13 Х 1 Х 3 +А 23 Х 2 Х 3 +А 123 Х 1 Х 2 Х 3 +А 11 Х 12 +
А 22 Х 22 + А 33 Х 32 , (1)
где У i – критерий оптимизации;
-
Х 1 , Х 2 , Х 3 – управляемые независимые переменные;
А 0 , А 1 , ... , А 33 – теоретические коэффициенты регрессии.
В результате обработки экспериментальных данных с помощью пакета программ «Statistica for Windows» на ЭВМ получены математические модели исследуемых показателей.
Зависимость вероятности обрезки ниток Экстра 40 РУПП «Гронитекс» (16,5 текс×3) от параметров технологического процесса:
Y = 0,808967+0,387050 Х 1 + 0,02402 Х 2 +0,022152 Х 3 - 0,203423 Х 2 2 (2)
Для ниток Sulky 40 фирмы Gunold (14,5текс х 2) полученная модель имеет следующий вид:
Y = 0,92499 – 0,25335 Х 1 + 0,21333 Х 3 – 0,1875 Х 1 Х 3 -0,271671 Х 32 (3)
Анализируя полученные математические модели, было установлено, что на исследуемый показатель качества обрезки швейных ниток Экстра 40 и Sulky 40 оказывает влияние сила прижатия ножей друг к другу (Х1), скорость смыкания ножей (Х2) и сила натяжения швейной нитки (Х3).
Значения коэффициентов уравнений регрессии показывают, что увеличение силы прижатия (Х1) оправдано только для ниток с большим номером, тогда как для вышивальных ниток будет достаточно отсутствие зазора между ножами и прижатие 0,60 Н. Скорость смыкания ножей (Х2) оказывает влияние при резании ниток с большими номерами, тогда как для вышивальной нитки данный параметр не имеет большого значения. Особое внимание привлек третий параметр – сила натяжения швейной нитки (Х3). Его увеличение оказывает положительное влияние на вероятность обрезки, но его корреляция с силой прижатия ножей может повлечь обрезку нитки в стадии более ранней (обрыв), чем это необходимо в механизме, что приводит к ухудшению качества изделия.
Результаты исследования применены при проектировании механизма обрезки на многоголовочном вышивальном полуавтомате [10]. Сила прижатия ножей друг к другу принята 1 Н; скорость смыкания ножей принята 0,2 м/с; сила натяжения швейной нитки – 0,1 Н. Исследование на надежность механизма обрезки для вышивального многоголовочного полуавтомата показало его высокую эффективность [11] .
ВЫВОДЫ
Получены зависимости вероятности обрезки ниток от параметров технологического процесса. Определены оптимальные значения параметров технологического процесса обрезки вышивальных ниток.
Список литературы Оптимизация параметров процесса обрезки швейных ниток
- Резание материалов. Механизмы и инструменты обувных машин./В. П. Зыбин. -Ленинград: Гизлегпищепром, 1953. -Гл.2. -С. 29-62.
- Капустин, П. П. Резание и режущий инструмент в кожевенно-обувном производстве/П. П. Капустин. -Москва: Гизлегпром, 1950. -191 с.
- К вопросу проектирования ножниц для резания нити/В. А. Козлов//Известия вузов. «Технология текстильной промышленности». -1974. -№5. -С.122-125.
- Экспериментальное исследование усилия при резании ножницами свободно висящей пряжи/В. А. Козлов//Известия вузов. «Технология легкой промышленности». -1974. -№ 5. -С.131-134.
- Технология и моделирование процессов резания в швейном и обувном производстве: монография/В. Ф. Абрамов [и др. ]. -Москва: Московский государственный университет дизайна и технологии, 2003. -384 с.
- Исследование процесса резания швейной нитки/С.Ю. Краснер//Молодые ученые -развитию текстильной и легкой промышленности (ПОИСК -2009): сборник материалов межвузовской научно-технической конференции аспирантов и студентов. Часть 1/ИГТА. -Иваново, 2009. -С. 313 -314
- Тихомиров, В. Б. Планирование и анализ эксперимента (при проведении исследований в легкой и текстильной промышленности)/В. Б. Тихомиров. -Москва: «Легкая индустрия», 1974. -264 с.
- Экспериментальные исследования процесса резания ниток лезвием ножа/В. А. Козлов, Г. Б. Молчанова//Известия вузов. «Технология легкой промышленности». -1974. -№ 5. -С.131-134.
- Севостьянов, А. Г. Методы и средства исследования технологических процессов текстильной промышленности: учеб. для вузов текст. промышленности/А. Г. Севостьянов. -Москва: Легкая индустрия, 1980. -392 с.
- Пат. 1927 Республика Беларусь, МКИ D 05B 65/00. Механизм обрезки на многоголовочном вышивальном полуавтомате/Б. С. Сункуев, С. Ю. Краснер, И. Л. Шнейвайс, А. П. Давыдько, О. В. Дервоед: заявитель и патентообладатель Витебский государственный технологический университет. -№ u 20040456; заявл. 04.10. 2004. -3 с.: ил.
- Экспериментальное исследование надежности работы механизма автоматической обрезки ниток многоголовочного вышивального полуавтомата/С. Ю.Краснер, А. С. Ситов//Новое в технике и технологии текстильной и легкой промышленности: сборник статей международной научно-технической конференции/УО «ВГТУ». -Витебск, 2005. -С. 340-342.
