Оптимизация прессового инструмента при производстве низкотемпературных сверхпроводников

Автор: Колмогоров Герман Леонидович, Кошелева Наталья Александровна, Чернова Татьяна Вячеславовна
Статья в выпуске: 1, 2013 года.
Бесплатный доступ
Предложена методика определения оптимальных углов технологического инструмента при прессовании сборных композиционных заготовок. В основу оптимизации положено напряжение прессования, обеспечивающее минимальные энергозатраты в ходе процесса. Актуальной является задача совершенствования и оптимизации технологии производства низкотемпературных композиционных сверхпроводников для достижения необходимых производственных объемов выпуска при соответствии требованиям качества. Важным является разработка теоретических основ и методик проектирования технологических процессов применительно к технологии производства низкотемпературных композиционных сверхпроводников, научно обосновывающих выбор технологических режимов и технологической оснастки для повышения качества низкотемпературных композиционных сверхпроводников и обеспечения высоких технико-экономических показателей их производства. Процесс прессования находит широкое применение при обработке металлов давлением. Сущность процесса прессования заключается в выдавливании материала, помещенного в замкнутый объем, через канал, образованный прессовым инструментом. Достоинством процесса прессования является благоприятная схема напряженного состояния с преобладающим влиянием сжимающих напряжений, обеспечивающих повышенную пластичность прессуемого материала. Поэтому процесс прессования широко используется при обработке давлением малопластичных труднодеформируемых металлов и сплавов.
Прессование, оптимизация, минимизация, угол конусности, прессовый инструмент
Короткий адрес: https://sciup.org/146211452
IDR: 146211452 | УДК: 621.777
Optimization of the press tool by production of low-temperature superconductors
In this article the technique of definition of optimum angles of the technological tool is offered at pressing combined composite preparations. In an optimization basis the pressure of pressing providing the minimum power inputs is necessary. The problem of improvement and optimization of the production technology of low-temperature composite superconductors for achievement of necessary production volumes of release is actual at compliance to quality requirements. Development of theoretical bases and techniques of design of technological processes in relation to the production technology of the low-temperature composite superconductors which are scientifically proving a choice of technological modes and industrial equipment for improvement of quality of low-temperature composite superconductors and providing high technical and economic rates of their production is important. The pressing process is widely used in metal forming.The essence of the pressing process is extrusion of material placed in an enclosed area through the channel formed by the pressing tool. The advantage of process of pressing is the favorable scheme of a tension with prevailing influence of the squeezing tension providing increased plasticity of the pressed material. Therefore process of pressing is widely used when processing by pressure of low-plastic hardly deformed metals and alloys.
Текст научной статьи Оптимизация прессового инструмента при производстве низкотемпературных сверхпроводников
В работе предложена методика определения оптимальных углов технологического инструмента при прессовании моно-, би- и триме-таллических заготовок. В основу оптимизации положено минимальное напряжение прессования, обеспечивающее минимальные энергозатраты. Задача совершенствования и оптимизации технологии производства низкотемпературных композиционных сверхпроводников для достижения необходимых производственных объемов выпуска при соответствии требованиям качества является актуальной. Важным является разработка теоретических основ и методик проектирования технологических процессов применительно к технологии производства низкотемпературных композиционных сверхпроводников, научно обосновывающих выбор технологических режимов и технологической оснастки для повышения качества низкотемпературных композиционных сверхпроводников и обеспечения высоких технико-экономических показателей их производства [9].
При обработке металлов давлением широкое применение находит процесс прессования. Сущность прессования заключается в выдавливании материала, помещенного в замкнутый объем, через канал, образованный прессовым инструментом [1, 6]. Достоинством прессования является благоприятная схема напряженного состояния с преобладающим влиянием сжимающих напряжений, обеспечивающих повышенную пластичность прессуемого материала. Поэтому прессование широко используется при обработке давлением малопластичных трудно-деформируемых металлов и сплавов [2].
Одним из основных параметров прессования является усилие прессования. При этом необходимо иметь минимальное усилие прессования с целью снижения энергозатрат. Полное усилие при прессовании представляется в виде суммы составляющих [1, 7]:
P = T + Т + Т + Т + Т ± Q, (1)
кр м пл к ш , V 7
где Ткр - результирующая сила трения на поверхности контейнера; Тм -результирующая сила трения в зоне деформации на поверхности контакта прессовой матрицы и заготовки; Тпл - усилие, затраченное на пластическую деформацию; Тк - результирующая сила трения на поверхности калибрующего пояска матрицы; Тш - усилие, затрачиваемое на преодоление сил трения между металлом и пресс-шайбой; Q - усилие противодавления или переднего натяжения (±Q).
Полное усилие прессования (1) приводится к среднему напряжению прессования,
% = P / F o , (2)
где F o - площадь сечения исходной заготовки.
Соответствующие отдельные составляющие уравнения (1) приводятся к удельным нормальным и касательным напряжениям системы внешних сил (рис. 1).
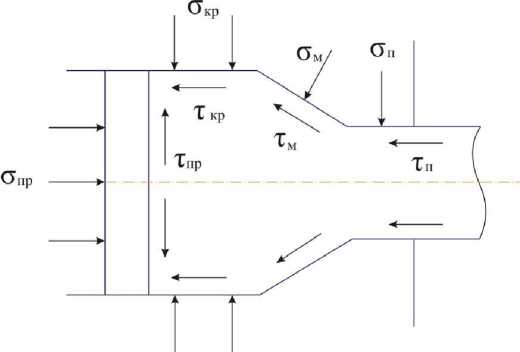
Рис. 1. Схема сил, действующих при прессовании
Из практики прессования известно наличие оптимальных углов наклона образующей конической матрицы к оси прессования ам. От угла ам в соотношении (1) зависят составляющие Тпл и Тм, поэтому оптимизация геометрии прессовой матрицы заключается в определении оптимального значения угла ам . В работе излагается методика определения оптимального значения угла ам из условия обеспечения минимального значения усилия прессования изделий круглого сечения.
Напряжение прессования при пластическом деформировании [1]
£
° пл = J° , d£ , (3)
где о s - сопротивление деформации прессуемого материала; £ - степень деформации при прессовании.
В работах [3, 4] степень деформации определена с учетом вытяжки и дополнительных деформаций сдвига на входе в конический технологический инструмент и выходе из него в следующем виде:
еср =ln X+тд^ШОм, где X = R021R12 - коэффициент вытяжки; R0 и R 1 - радиусы исходной заготовки и пресс-изделия соответственно.
Для усредненного значения сопротивления деформации составляющая напряжения прессования, связанная с пластической деформацией, с учетом соотношения (4), может быть определена следующим образом:
°пл = ° s I lnX + :Лг^ам I -
В свою очередь проекция результирующей сил трения на ось прессования для конической поверхности рабочей части матрицы выглядит так:
Тм = Fm • f • °, • cosам, м м J s м 7
где f - коэффициент трения в зоне деформации; тм - касательное напряжение; F - поверхность конической части матрицы.
Из геометрических соотношений для боковой поверхности конуса имеем о лR12 ( s = . 1 ■
sin а,
■ м V R
1 -
С учетом соотношения (7) проекция результирующей силы трения на ось прессования будет выглядеть следующим образом:
T = ° s • л R 2 (X - 1) f ctSa M ,
В общее среднее напряжение прессования вклад от преодоления сил трения в зоне деформации можно определить как
° м = ° s (X - 1) f C^M I X .
Оптимальный угол наклона образующей матрицы к оси прессования определяется из условия минимума полного напряжения прессования:
^ ( о 5 tgaM
+ о ) = 0.
M
После дифференцирования соотношений (5) и (9), преобразований и упрощений получим tg^ =1,14
/f (X - 1)
N X
и соответственно а™т м
= arctg 1,14 V
f (X - 1) "
X )
.
На рис. 2 приведены расчетные значения оптимальных углов матриц при прессовании в зависимости от вытяжки для различных значений коэффициента трения. Из рис. 2 следует, что с увеличением X и уменьшением f оптимальные углы матриц возрастают.
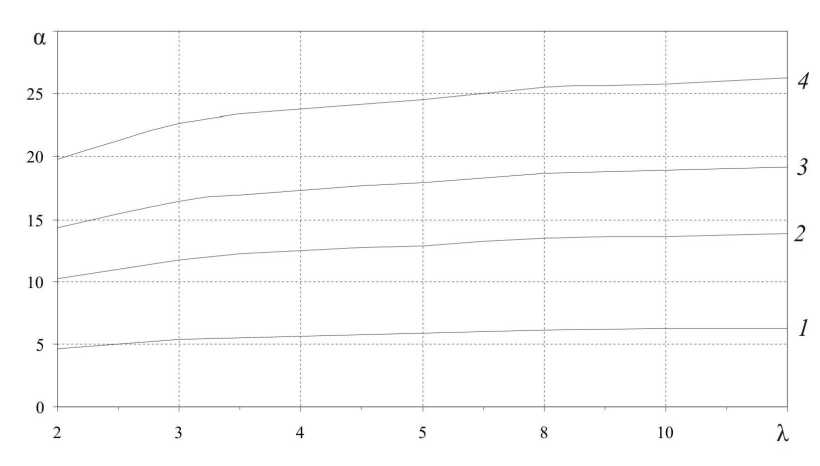
Рис. 2. Расчетные значения оптимальных углов при прессовании в зависимости от вытяжки для различных значений коэффициента трения: 1 - f = 0,01; 2 - f = 0,05; 3 - f = 0,1; 4 - f = 0,2
Рассмотрим деформацию прессованием биметаллической сверхпроводниковой сборной заготовки, состоящей из сердечника (Nb-Ti или Nb) и медной оболочки (рис. 3). Полагаем, что при прессовании составной заготовки коэффициент вытяжки одинаков и для сердечника, и для оболочки.
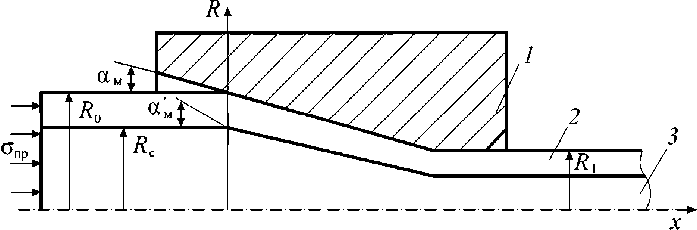
Рис. 3. Схема прессования биметаллической сборной заготовки: 1 - пресс-форма; 2 - оболочка; 3 - сердечник
Для центральной части (сердечника) степень деформации [2]
£с = lnX 4
4 tg<,

где а М - угол наклона образующей сердечника к оси прессования; X -вытяжка.
Из геометрических соотношений рис. 3 следует
R tgам = -tgам, (14)
где R с - радиус сердечника; R 0 - наружный радиус заготовки.
С учетом уравнения (14) средняя степень деформации сердечника описывается следующим образом:
£ = lnX + —tgaM. с 3^ R 0 6 м
Для усредненного значения сопротивления деформации сердечника составляющая напряжения, связанная с его пластической деформацией, с учетом соотношения (15), может быть определена следующим образом:
R ^
о с = о с lnX 4—4=— tga . (16)
“ 5 ( 3Д R 0 g м J
Напряжению (16) соответствует доля полного усилия прессования центральной части (сердечника) биметаллической заготовки [3]:
P c = ” R X
lnX + 4 R c
( 3-J3 R о
^
tga м
)
Аналогичный расчет выполнен для наружной части (оболочки) биметаллической заготовки.
Напряжение прессования оболочки для усредненного значения сопротивления деформации
° o ( lnX + 34з^“ м
где о О - усредненное значение сопротивления деформации материала оболочки.
Соответственно, доля общего усилия прессования, затраченного на деформацию,
P c = я ( R 2 - R c )
v 3V3 у
Для оболочки необходим учет сил трения в рабочей части зоны деформации. Проекция результирующей сил трения на ось прессования запишется в виде формулы
Т м = о О я К> - 1) f йд« м ,
где R 1 - радиус наружной поверхности биметаллической заготовки на выходе.
Вклад от преодоления сил трения в зоне деформации в общее среднее напряжение прессования можно определить следующим образом:
° м = о О (Х - 1) f *ёа м /Х •
Оптимальный угол наклона образующей матрицы к оси прессования определен из условия минимума полного напряжения прессования, и ам зависит лишь от о п р, ° п р, ° м , поэтому
—; К + о ^, + о м ) = 0.
При этом суммарное напряжение прессования, включающее лишь величины, зависящие от ам
R 2 (
° = ° c Ы+
4 R c
3 3 R 0
Л
R=)
tga м + ° " 1 „2
V R У
У
х
(.
х lnX +—4
V 3
) tg«M + °.
У
o R 12
s R 02
Выражение (23) после преобразований можно представить в виде
° z
= ° R c2 lnX +A R c tg« M + ° о ( i - 1 ) f -1
V 3^3 У V Xyv tga,
+ lnX+
43tg« M У , (24)
где X = R 02 / R 12 - вытяжка; R c = R c / R 0 .
После дифференцирования уравнения (24) по tgaM, преобразований и упрощений получим аМпт = arctg
197 1 -f (X - 1) -
’ \/X ( 1 - R c 2 + ° s /° oo R c3 )
На рис. 4 представлены результаты расчетов по формуле (25) при коэффициенте трения f = 0,1 и отношении ° c /о ^ = 3,33. Данное отношение сопротивлений деформации сердечника и оболочки соответствует горячему прессованию биметаллической сверхпроводящей заготовки, состоящей из ниобиевого сердечника и медной оболочки, для температуры 600 °C. При этой температуре для Nb ° c = 30 МПа, для меди ° 0 = 9 МПа [5].
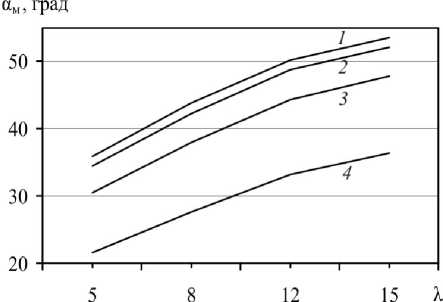
Рис. 4. Зависимость оптимального угла конусности от коэффициента вытяжки при прессовании биметаллической заготовки для коэффициента трения f = 0,1 и при отношении ° ; /о ^ = 3,33 ; 1 - Rс = 0,25; 2 - 0,45; 3 - 0,65; 4 - 1
Как следует из рис. 4, при прессовании биметаллической заготовки размер угла конусности зависит не только от вытяжки, но и от соотношений геометрических размеров заготовки и условий трения.
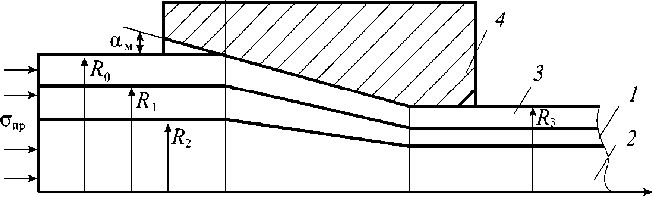
На рис. 5 рассмотрена деформация прессованием триметалличе-ской сверхпроводниковой сборной заготовки [8, 10], состоящей из сердечника (медь) радиусом R 2 ; промежуточного слоя из сверхпроводникового материала (Nb-Ti или Nb) радиусом R 1 и медной оболочки радиусом R о .
х
Рис. 5. Схема прессования триметаллической сборной заготовки: 1 - промежуточный слой из сверхпроводникового материала (Nb-Ti или Nb); 2 - сердечник из меди; 3 -оболочка; 4 - прессовый инструмент
Аналогично расчетам для биметаллической заготовки выполним расчеты, полагая, что при прессовании составной заготовки коэффициент вытяжки одинаков и для сердечника, и для оболочки. Для сердечника из меди (см. рис. 5) степень деформации [1]
е ср = ln Х + A?tg< ’
где «м - угол наклона образующей сердечника к оси прессования. Из геометрических соотношений следует tgаM ^ тг^ам, R0
где R 2 - радиус сердечника из меди; R 0 - наружный радиус заготовки.
Для промежуточного слоя из сверхпроводникового материала степень деформации
Е ср = ln X + Аг^ .
где а м - угол наклона образующей сердечника к оси прессования.
Из геометрических соотношений следует
R
tg«M = ^1tgaM , где R1 - радиус промежуточного слоя; R0 - наружный радиус заготовки. Тогда средняя степень деформации сердечника из меди [4]
R
р = lnX + 373 - tg“ M •
Для промежуточного слоя
R р=lnX+373 - *д“м •
Для оболочки еср=ln X+3 4л^ •
Для усредненного значения сопротивления деформации сердечника составляющая напряжения, связанная с пластической деформацией сердечника, с учетом соотношений (31) и (32), может быть определена следующим образом:
|
с „с О — О л пл 5 2 |
( ln X + V |
4 R 2 3 3 R 0 |
tg^ |
^ 7 |
• (33) |
|
°L = О 5 1 |
( ln X + V |
4 R 1 3 3 R 0 |
Шам |
7 |
. (34) |
Напряжению (33) и (34) соответствует доля полного усилия прессования центральной части сердечника триметаллической заготовки:
р =F
1 c 1 2
° $2
( л R ^
ln X + 343" R O I
+ F 1
О " 1
I lnX+37
( R ^ — tg«,
V R0 7
м
Л
,(35)
)_
где F 1 и F 2 - соответствующие площади.
Аналогичный расчет выполнен для наружной части (оболочки) триметаллической заготовки.
Напряжение прессования оболочки для усредненного значения сопротивления деформации
< = ° o о ( in X + 343^
где о О0 - усредненное значение сопротивления деформации материала оболочки.
Соответственно доля общего усилия прессования, пошедшего на деформацию, может быть определена следующим образом:
(. Л
Pc = Я • ( -О - [ - 2 + - 1 ] ) • ° . 0 ^ InX + ^^
Для оболочки необходим учет сил трения в рабочей части зоны деформации. Проекция результирующей сил трения на ось прессования запишется в виде
Т м = ° о • я • ^(X - 1) f ctga м ,
где R з - радиус наружной поверхности триметаллической заготовки.
В общее среднее напряжение прессования вклад от преодоления сил трения в зоне деформации составил
° м = ° Оo (X - 1) f ctg^ / X . (39)
Оптимальный угол наклона образующей матрицы к оси прессования определен из условия минимума полного напряжения прессования, при этом от угла ам зависят лишь о ^л , о^, ° м , поэтому условие минимума усилия прессования получено в виде
—(о с + о о + о о ) = 0. (40)
\Х пл пл м/ V /
5 ( tg^ )
При этом суммарное напряжение прессования, включающее лишь величины, зависящие от ам,
— 2 (
° ° 2 ln X +
4 R 2
3 3 R 0
Л tg^ + ° 7
п 2 (
■ c in X+ s1 2
—4=—tga + з73 - о м )
( — 2 — 2 Л( Л — 2
+ ° oо I - Ч - тт lnX + T^тtga м + ° oo-ZT ( X - 1 ) f С^« м .
у - о - о )V 3V3 7 - о
Выражение (41) после преобразований представлено в виде
О
Г.
= О s2 R 2 lnX + V
^3 R 2 ' tgtt M
+ О 1 R ln X ■
V
343 R • J+
+ ° o 0 ( 1 -[ R2 + R 12 ] ) ln X + + О o0 X ( X ' • f Ctga M ’
R2 R R где X = —0- - вытяжка; R = —; R. =—
R 32 1 R 0 2 R 0
При производстве триметаллических сверхпроводников сердечник и оболочка изготавливаются из меди, а промежуточный слой (см. рис. 5) из сверхпроводника (Nb-Ti или Nb).
После дифференцирования выражения (42) по tgaM, учитывая, что a S 2 = о О 0 , преобразований и упрощений получим
<т = arctg
1,97
г
a
f (X - 1)
c
X R 3 - ( R - R 2 + R - 1 )
V ° s 0 J
.
На рис. 6 представлены результаты расчетов по формуле (43) при коэффициенте трения f = 0,1 и отношении a C/°0 = 3,33. Данное отношение сопротивлений деформации сердечника и оболочки соответствует горячему прессованию биметаллической сверхпроводящей заготовки, состоящей из ниобиевого сердечника и медной оболочки, для температуры 600 °C [5].
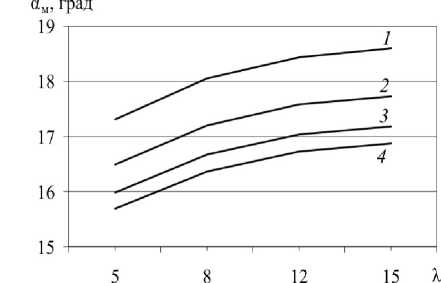
Рис. 6. Зависимость оптимального угла конусности от коэффициента вытяжки при прессовании триметаллической заготовки для коэффициента трения f = 0,1 и при отношении o S /п ^ = 3,33 ; 1 - R 1 = 1; R 2 = 0, 75; 2 - R 1 = 0,75; R 2 = 0,5;
3 – R 1 = 0,55; R 2 = 0,3; 4 – R 1= 0,5; R 2= 0,25
Таким образом, из условий минимума усилия прессования определены оптимальные углы матриц для прессования моно-, би- и триме-таллической заготовки. При этом учитываются составляющие усилия прессования, содержащие угол конусности технологического инструмента. Выявлены технологические параметры, влияющие на усилие прессования. Показано влияние вытяжки и коэффициента трения на значения оптимальных углов. Применение матриц с оптимальным углом конусности позволяет снизить энергоемкость процесса прессования при производстве низкотемпературных сверхпроводниковых изделий.
