Оптимизация процесса шлифования колец подшипников на жестких опорах

Автор: Носов Николай Васильевич, Родионов Владимир Анатольевич, Родионова Ольга Владимировна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.20, 2018 года.
Бесплатный доступ
В работе приводятся результаты моделирования процесса шлифования дорожек качения подшипников при шлифовании на жестких опорах. Разработаны технические ограничения по оптимизации режимов обработки исходя из требуемой шероховатости поверхности, требуемой мощности процесса, наличия прижогов и микротрещин. Установлено, что применение водной СОЖ вместо масляной повышает производительность процесса более чем в два раза.
Шлифование, жесткие опоры, шероховатость, прижоги, технические ограничения, виды сож, моделирование, линейное программирование, производительность, себестоимость
Короткий адрес: https://sciup.org/148312481
IDR: 148312481 | УДК: 621.923
Optimization of grinding process bearing rings for fixed bearings
The model of profile grinding for fixed bearings the raceways of instrument bearings developed. The optimal processing modes of grinding with water and oil-based cooling liquid determined. Productivity of the grinding process using water-based cooling liquid increased more than in 2 times.
Текст научной статьи Оптимизация процесса шлифования колец подшипников на жестких опорах
WCTP = 3 ⋅ aZ ⋅ LK ⋅ 2 ⋅ ρ2 ⋅ aZ , где az – толщина срезаемой стружки, ρ2 - средний радиус закругления вершины зерна.
Если время работы единичного режущего зерна определяется по формуле Т = Lyp / VK , тогда
_ = a z ■ l k ■ д/2 ■ p 2 ■ a z ■ v k ■ n p Lyc
Анализ полученного выражения говорит о том, что величина Q повышается с увеличением толщины срезаемой стружки az , радиуса закругления вершины зерна, скорости круга, количества режущих зерен nр и с расстоянием между ними в направлении скорости резания LУС.
Как установлено ранее величины, az, ρ2 и LУС пропорциональны приведенному диаметру зерна d0, поэтому обозначим все величины, кроме d0 и nр через C и получим d0⋅d0⋅d0⋅nP
Q = C Q ⋅ = C Q ⋅ d 0 ⋅ n P .
d 0
Таким образом, доказано, что производительность прямо пропорциональна произведению d0·nр , с увеличением которого производительность шлифования возрастет. С точки зрения повышение производительности достигается при использовании в АИ максимально возможной величины зерна и обеспечения наибольшего количества режущих зерен, т.е. можно записать следующее условие оптимизации (целевой функции) d0 ⋅ nP → max.
В процессе снятия припуска при шлифовании образуется стружка, которая имеет самую разнообразную форму в виде запятой, шаров, полусфер. Такую форму стружка приобретает при обычных режимах шлифования, когда зерно прорезает канавку в обрабатываемой поверхно- сти. Особенностью процесса шлифования является то, что обработка производится с большими скоростями деформации, отрицательными передними углами и малой толщиной срезаемого слоя, поэтому в зоне резания меняется силовая и тепловая ситуация, а динамический характер воздействия абразивных зерен способствует повышению мгновенной температуры микрорезания и приводит к появлению оплавленной стружки (пустотелых шариков).
Срезаемая стружка транспортируется порами АИ через зону контакта. В том случае, если стружка силами трения удерживается в поре круга и не удаляется центробежными силами и не вымывается смазочно-охлаждающей жидкостью, она при следующем обороте вступает в контакт с обрабатываемой поверхностью и может приводить к появлению дефектов, особенно при чистовом шлифовании, поэтому важную роль при шлифовании выполняет очистка СОЖ. При этом наступает, так называемый, процесс пакетирования, который может привести к уменьшению порового пространства практически до нуля и засаливанию рабочей поверхности АИ. Установлено, что явление засаливания резко уменьшает производительность процесса, при этом увеличиваются силы трения и температура шлифования, появляются прижоги и микротрещины. Основной причиной засаливания АИ является неправильный выбор основных характеристик инструмента, режимов обработки, некачественная очистка СОЖ. При интенсивном засаливании АИ его рабочую поверхность необходимо периодически править.
Оптимизация пористости и структуры АИ является наиболее важным этапом при проектировании инструментов.
Рассмотрим технологическое условие, учитывающее влияние пористости АИ на производительность процесса, которое учитывает возможности обеспечения поровым пространством круга заданной скорости съема припуска.
Для предотвращения возможного засаливания АИ необходимо, чтобы объем порового пространства V 1 > V 2 , где V , = n • D K • a Z • S 0 • C 3 ,
V2 – объем припуска срезаемого за 1 оборот круга , тогда
ответствует структуре стандартного АИ С1=0,375 и обеспечивает принятому условию шлифования.
Предложена модель оптимизации режимов шлифования дорожки качения внутреннего кольца приборного подшипника с применением масляных и водных СОЖ.
Технология производства колец подшипников предусматривает на заключительных операциях технологического процесса применение операций шлифования с постоянной подачей СОЖ. Окончательную обработку наружной поверхности дорожки качения внутреннего кольца осуществляют на станках Bryant 1-M, со следующими режимами: скорость круга 40 м/с, частота вращения шпинделя nK=1750….1850 об/мин; коэффициент полезного действия ή=0,8.
На операции для черновой обработки используется абразивный круг 24АМ40С1К, с размерами: Dк=350 мм, Вк =16 мм.
Модель процесса шлифования включает 3 технических ограничения.
Ограничение 1. Связано с предельно допустимой шероховатостью обрабатываемой поверхности дорожки качения подшипника. Формулы по расчету Rz не исключают применение эмпирических зависимостей, связывающие шероховатость поверхности с режимами и условиями обработки, а лишь дополняет их. Данными расчетами можно пользоваться при обосновании выбора оптимальных характеристик АИ при минимально необходимых режимных параметрах. Рассмотрим порядок определения шероховатости при внутреннем врезном шлифовании заготовки 0 5 из материала ШХ15 твердостью HRC 62 абразивным кругом ПП 63х16х40 24А 25 С1 6 К5 при скорости резания 40 м/с и Qуд=100 мм2/мин.
1. Задаемся скоростью вращения заготовки из условия V- = 50, т.е. V 1 =48 м/мин, что
1000 • V , 1000 • 48
соответствует n =--- d— =--- 75— = 200 об/
мин. Тогда подача на врезание будет равна
S 2 =
V 2 =
Р уд ' S0 ■ n ■ D r
Q • п уд
V , ■ 1000
100 ■ 200
= 0.42 мм/мин.
48 ■ 1000
Vr ’
где S0 – продольная подача в мм/об.
После подстановки имеем C 3 > ^ уд
VK ■ az
.
2. Для зернистости 25 24А определяем радиус вершины зерна при е ср = 98 o .
р = 0.13 ■ ^ ° ■ tg f p. = 0.13 ■ 0^ ■ tg 49 « 0.02 мм.
Например, при врезном профильном шлифовании дорожки качения внутреннего кольца приборного подшипника необходимо обеспечить производительность 900 мм3/мин, при скорости круга Vк= 40 м/с и a z=0,001 мм, тогда расчетная пористость составит С3=0,373, что со-
3. Затем находим величину a z при y k = - 70 °
az
_________________ 0.02 0.7 • 0.42 _________________
0.023 • (40 • 60)0.53 [ 1 - sin( - 70 ° ) ] • 200
= 0.0016
мм.
4. Определим высоту наплывов при HVм=630 h = h ™x • 61 = 0.0021 мм.
max
-
5. Подставим полученные значения в формулу Rz=h+ az = 0.0016+0.0021=0.0037мм или Ra=0.92 мкм.
Для того, чтобы учесть влияние продольной подачи S1 можно воспользоваться формулой ( B 1
I ST"4
Е.Н. Маслова R z = R z •s 1 , где R z1 - величина шероховатости, полученная при шлифовании без продольной подачи, s - коэффициент, учитывающий уменьшение шероховатости (s = 0,75); В - ширина круга, мм, S1 - продольная подача в долях ширины круга на 1 оборот заготовки. При S1=В величина Rz=Rz1.
Для подтверждения теоретических предпосылок формирования шероховатости обработанной поверхности были проведены исследования влияния характеристик АИ на величину Ra при профильном шлифовании сталей. Исследования показали, что большое влияние на среднее арифметическое отклонение профиля поверхности оказывает зернистость абразивного круга.
С увеличением размера зерна d0 величина Ra повышается. Это связано с тем, что увеличение радиуса закругления вершины зерна Р требует также увеличить относительную критическую глубину внедрения зерна sкр. Теоретические исследования показали, что при заданных условиях и режимах шлифования величина Ra при обработке, например, ст.ШХ-15 АИ из 24А с увеличением зернистости от 6 до 40 растёт от Ra=0,45 мкм до Ra=1,6 мкм. Уменьшение твердости стали с HRC 64 до HRC 59 повышает шероховатость на 14-26%. С увеличением твёрдости круга величина Ra снижается для всех характеристик АИ и не зависит от марки абразивного материала. Это связано с тем, что увеличивается количество связки для более твердых кругов и уменьшается микротвердость абразивного круга H ц , с H =20 ГПа (твёрдость М3) до H ц =18ГПа (твердость СТ1), т.е. снижается режущая способность кругов, за счет уменьшения величины az. Сравнение работоспособности АИ с разными марками абразивного материала показывает, что при обработке кругами из 24А шероховатость поверхности снижается для кругов зернистостью меньше 16, т.к. зерна 24А имеют радиус закругления зёрен от 6 до 16 зернистости больше, чем у абразивов 91А и 93А. В тоже время для кругов зернистости больше 25 наблюдается некоторое увеличение параметра Ra. Данная тенденция сохраняется и при обработке кругами разной твердости. Следует отметить, что разброс средних значений шероховатости для разных марок абразивных кругов незначительный и составляет не более 25-30 %. Большое влияние на шероховатость обработанной поверхности оказывают режимы обработки, в частности поперечная подача S2 и скорость вращения заго- товки V1. Исследованиями установлено, что c увеличением S2 величина Ra повышается. Экспериментальные данные хорошо корреллиру-ются с результатами расчета (rxy=0.82), особенно для кругов из 24А, т. к. в расчетную зависимость подставлялись геометрические параметры именно этих зерен. Анализ полученных зависимостей показал, что при чистовых режимах шлифования, когда S2=0,15...0,25 мм/мин, кругами из 24А величина Ra меньше чем для кругов из 91А, а на получистовых, когда S2 >0,3 мм/мин, наблюдается обратная картина, что связано, на наш взгляд, с более существенным увеличением микротвердости АИ. Увеличение скорости вращения заготовки при врезном шлифовании приводит к уменьшению шероховатости обрабатываемой поверхности, что подтверждают результаты наших многочисленных исследований. Это связано с тем, что при данной схеме обработки с постоянной S2 повышение скорости вращения заготовки V1 приводит к уменьшению фактической глубины срезаемого единичным зерном слоя и это в свою очередь снижает шероховатость поверхности.
Таким образом, исследования показали, что шероховатость поверхности при шлифовании кругами из 24А увеличивается пропорционально повышению радиуса закругления вершины зерна, врезной подачи и обратно пропорционально скорости вращения круга и заготовки, а также твердости обрабатываемого материала. Кроме этого на величину Ra оказывают влияние и другие факторы. Экспериментальные исследования показали, что такими параметрами процесса являются: состав СОЖ, диаметр обрабатываемой поверхности, ширина круга, количество зачистных проходов, прерывистость процесса шлифования и др. Математическая обработка опытных данных позволила вывести эмпирическую формулу по расчету шероховатости поверхности, аналогично зависимости, предложенной Е.Н. Масловым
R ⋅ V Xa ⋅ d μ
V Уа s Za < a K ,
-
1 2 _ Ca ■ В Ц ■ K 1 ■ K 2 ■ K 3 ■ K 4 ,
где Ra = 0,08 мкм, Vk =54 м/с, d=4.2, μ=0,2, Ca = 0,1, Bk=1мм, xа = 0,9, yа = 0,7, zа = 0,45, К2 = 1,8, К3 = 1,4, К4 = 1, при шлифовании на масляной СОЖ, К1 = 1,4, при шлифовании на водной СОЖ, К1 = 1,0
Ограничение 2. Связано с деформацией технологической системы, ее влиянием на фактический съем металла и погрешность обработки
Vr • Sy < _________ ^ U ' E ' I ' [ f M™ ] ' VK _________
-
1 2 - 1020 • CN • 1 3 • B 3 • d 3 • K 4 • K 5 • K 6 • K 7 ,
где μU=0,6, E=200000000 МПа, I=12,8 мм4, [fmax]= 0,0015 мм, Vk=42 м/с, CN=0,14, l3=1,2 мм, B3=1,2 мм, d3=3,61 мм , Kш=4,5, K5=1, K6=0,8, K7=1,1, r=0,8, y=0,7, q=0,2, при шлифовании на масляной СОЖ, K7=0,88, при шлифовании на водной СОЖ, K7=1.1.
Ограничение 3. Связано с допустимым уровнем температуры шлифования Θ max, влияющим на структурные и фазовые изменения в обрабатываемом материале, а в ряде случаев приводящим к возникновению прижогов и микротрещин
V r - °’5 ) • 5 ' x - O^ <
0 KP -Am • d F5 - q ) • ( d 3 + D k ) 0’25
943- aM • DK25 • K5 • K5 • K7 • BZ , где ΘKP=750 oC, λM=0,14, d3=3,61, q=0,2, d3=4, Dk=350 мм, aM=0,065, K6=0,8, K7=1,1, B3=1, z=1,2, r=0,8 (1.4), x=0,55, при шлифовании на водных СОЖ K5=1.3 ,при шлифовании на масляной СОЖ K5=1 .
В процессе исследования сравнивались режимы шлифования дорожки качения приборных подшипников с применением водных и масляных СОЖ по схеме приведенной на рис. 1.
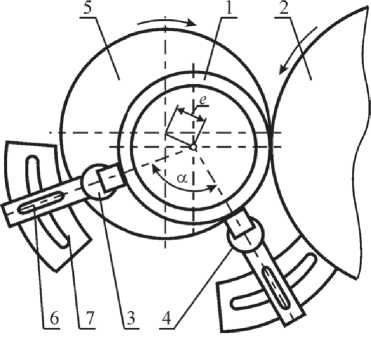
Рис. 1. Схема шлифования дорожки качения кольца подшипника:
1 – заготовка, 2 – шлифовальный круг, 3,4 –опоры, 5 – планшайба, 6, 7 – каретки, α – угол между опорами, е- эксцентриситет
На рис. 2 и 3 показаны модели процесса шлифования при различных СОЖ.
В таблице приведены оптимальные режимы шлифования
Исследования показали, что при шлифовании с водной СОЖ скорость вращения детали несколько ниже на 10-15 %, в тоже время врезная подача увеличилась в 2,4-2,6 раза. Таким образом, производительность процесса шлифования увеличилась в диапазоне исследуемой шероховатости поверхности в более, чем два раза.
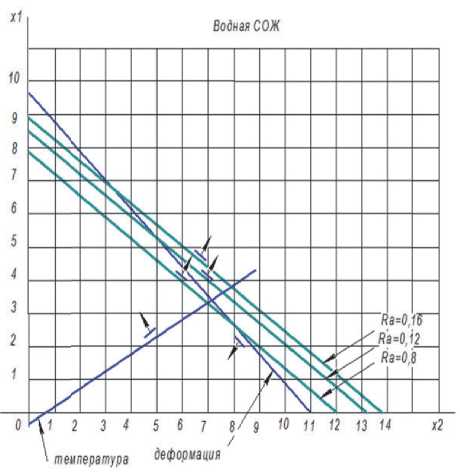
Рис. 2. Модель оптимизации режимов шлифования для водных СОЖ
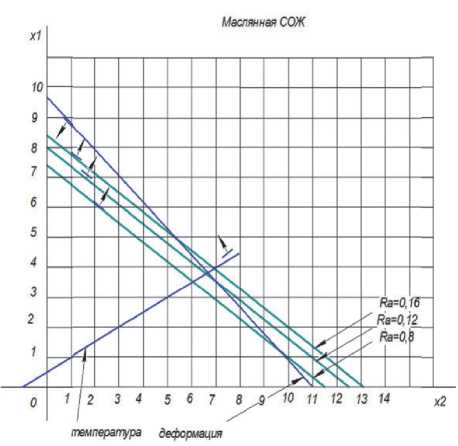
Рис. 3. Модель оптимизации режимов шлифования для масляных СОЖ
Список литературы Оптимизация процесса шлифования колец подшипников на жестких опорах
- Исследование процесса шлифования дорожки качения приборных подшипников» (часть 1) / Н.В. Носов, Р.Г. Гришин, В.А. Родионов, А.А. Широнин, О.В. Родионова // Известия Самарского научного центра Российской академии наук. 2011. Т. 13. № 4(3). С. 1161 - 1164.
- Родионов В.А., Родионова О.В. Исследование шероховатости дорожки качения приборного подшипника» // Известия Самарского научного центра Российской академии наук. 2016. Т.18. № 4(2). С. 373 - 377.
- Родионова О.В. Оптимизация процесса профильного шлифования кольца подшипника» // Известия Самарского научного центра Российской академии наук. 2016. Т.18. № 4(2). С.378 - 382.
