Оптимизация режимов лазерной обработки анизотропной электротехнической стали

Автор: Каюков С.В., Зайчиков Е.Г., Дудоров И.А., Крысанов С.А., Поляков В.Н.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Лазерная техника и технология
Статья в выпуске: 1 т.5, 2003 года.
Бесплатный доступ
Рассмотрен способ создания структурных барьеров с целью снижения магнитных потерь в анизотропной электротехнической стали (АЭС) с помощью лазерного излучения. При использовании для обработки АЭС режима с акустооптической модуляцией добротности получено уменьшение индукции B100 менее чем на 1% при снижении магнитных потерь на 10.12%. Указаны оптимальные значения параметров лазерной обработки АЭС: частота импульсов f, расстояние между пятнами в полосе d, расстояние между полосами D.
Короткий адрес: https://sciup.org/148197739
IDR: 148197739 | УДК: 621.791.72
Optimization of laser processing conditions of anisotropic electrotechnical steel
In this paper a way of creation of structural barriers by laser radiation for decreasing of magnetic losses in anisotropic electrotechnical steel (AES) was discussed. In Q-switched mode decreasing of B100 less than 1% under decreasing of magnetic losses about 10.12% was received. Optimal values of laser processing parameters of AES: frequency of impulses f, interval between marks in line d, distance between lines D were found.
Текст научной статьи Оптимизация режимов лазерной обработки анизотропной электротехнической стали
С увеличением производства электроэнергии быстро возрастает объем производства электротехнической стали. Качество стали этого класса определяется рядом свойств, зависящих от содержания кремния, типа и интенсивности кристаллической текстуры, совершенства кристаллической решетки, величины зерна, количества включений и степени их дисперсности, внутренних напряжений, толщины листа, состояния поверхности листа. Современные холоднокатанные анизотропные электротехнические стали (АЭС) имеют крупное зерно с острой ребровой текстурой (110) [001], при этом ось легкого намагничивания [001] ориентирована вдоль направления прокатки, что обеспечивает высокие эксплуатационные характеристики стали.
Удельные магнитные потери P 1 7/50 (при индукции 1,7 Тл и частоте перемагничивания 50 Гц) и магнитная индукция в слабых B 100 и средних В 800 полях (напряженность 100 А/м и 800 А/м) являются основными нормируемыми показателями качества АЭС. Обычно магнитные потери разделяют на две составляющие: гистерезисную и вихретоковую. Технология изготовления современных АЭС позволяет довести первую до минимального значения и доля вихретоковых потерь в них достигает 80%, поэтому дальнейшее повышение качества АЭС в основном связано с уменьшением вихретокового компонента потерь.
В [1] показано, что величина вихретокового компонента магнитных потерь 8 пропорциональна Е / р , где: E - напряженность электрического поля, р - удельное сопротивление. С другой стороны:
E
d Φ
----~ v , dt
где v - скорость перемещения доменной стенки. Учитывая, то очевидное обстоятельство, что: v ~ fN ~ Df, где: N - количество доменов на единице длины пластины, f - частота перемагничивания, для магнитных потерь, из (1) можно записать:
δ
D 2 f2 ρ
Таким образом, уменьшение ширины основных полосовых доменов должно приводить к заметному снижению магнитных потерь. Известно несколько способов уменьшения ширины основных доменов в АЭС:
-
- уменьшение среднего размера кристаллитов;
-
- отклонение направления [001] острой ребровой текстуры от плоскости листа на угол в= 2 о -3 о ;
-
- создание растягивающих напряжений вдоль оси [001];
-
- создание структурных барьеров.
Вопрос о практическом использовании последнего из способов активно обсуждается с начала 70-х годов [2]. Структурные барь- еры создаются за счет нанесения поперек направления прокатки канавок, деформации листа АЭС шариками, роликами, прокатки рельефными валками, дробеструйным наклепом. В отдельную группу следует выделить методы создания структурных барьеров с помощью лазерного излучения. Авторами [3, 4] отмечено, что непосредственно на участке термического воздействия возникает сложная лабиринтная структура дополнительных доменов, к которым примыкает зона отдельных призматических и клиновидных доменов.
Применительно к структурным барьерам, созданным под действием мощного лазерного излучения, в [5-7] по примеру [8] вводится комплексный параметр, имеющий размерность плотности энергии:
U=P η /VD , (3)
где: P ‒ мощность лазерного излучения, V ‒ скорость сканирования лазерного пучка, D ‒ расстояние между полосами обработки, η ‒ коэффициент поглощения излучения обрабатываемой поверхностью. Параметр U является плотностью энергии излучения, усредненной по всей обрабатываемой площади листа. Эффект от дополнительной обработки АЭС обычно оценивают по P 1,7/50 и B 100. В соответствии с данными [5-7] с увеличением U эффект снижения магнитных потерь достигает максимума при U = 2 Дж/см2, а затем уменьшается. При этом В 100 монотонно падает. Авторы делают вывод, что оптимальному режиму лазерной обработки соответствует U = 2 Дж/см2, при этом эффект снижения потерь составляет около 10%, а относительное снижение магнитной индукции не превышает 4 %.
Как следует из анализа опубликованных данных, до сих пор отсутствует ясное представление о механизме формирования структурных барьеров при лазерном облучении и связи параметров, характеризующих изменения в металле, с параметрами излучения. В зависимости от временных, энергетических и пространственных характеристик излучения может иметь место испарение или плавление участков поверхности, нагрев с изменением состояния и структуры кристаллитов или без такового, с протеканием локальной пластической деформации или без него, формирование остаточных напряжений по-разному распределенных в зоне воздействия и ее окрестности. В связи с этим задачу подбора режимов и условий лазерной обработки АЭС следует рассматривать как многопараметрическую оптимизационную задачу с несколькими критериями, главными из которых являются: максимальное уменьшение магнитных потерь δP(%) = ∆Р1,7/50/Р1,7/50 и минимальное снижение индукции δB(%) = ∆В100/В100.
В рамках настоящей работы принята модель измельчения основных доменов за счет роста тонких клиновидных доменов от границы барьера при перемагничивании. Исходя из этой модели, режимы лазерной обработки следует подбирать так, чтобы получить наибольшую величину градиентов температуры и напряжений в окрестности зоны фокусировки излучения и наибольшую величину скорости нагрева. При этом образования большого количества расплава в зоне воздействия следует избегать, т.к. это приведет к появлению нескомпенсированных растягивающих напряжений, деформации листа и ухудшению магнитных свойств.
Предельная длительность и плотность мощности излучения могут быть получены из простых теплофизических оценок. Приравняв для критического режима скорость перемещения фронта испарения и скорость тепловой волны в модели поверхностного нагрева по-лубесконечного тела для предельной плотности мощности q * и длительности τ * импульсов можно записать:
q*~ρLVχ, τ*~z2. (4) zχ где: χ, LV, ρ ‒ температуропроводность, теплота испарения и плотность облучаемого металла, z ‒ глубина лунки. Взяв для стали ρLv = 5⋅104 Дж/см3, χ = 0,1 см2/с при z = 1…2 мкм получим: q* ~ 5⋅108 Вт/см2, τ* ~ 0,1…0,4 мкс.
Для реализации режимов воздействия такого типа целесообразно использовать Nd:YAG лазеры с акустооптической модуляцией добротности [8, 9]. В этом случае при непрерывном перемещении сфокусированного лазерного пучка по обрабатываемой поверхности зоны воздействия представляют собой отдельные отпечатки округлой формы, расположенные вдоль направления перемещения на расстоянии d, определяемом частотой следования импульсов и скоростью развертки пучка. Совокупность отпечатков в одной строке должна формировать в стали единый структурный барьер. Определить, при каких значениях d это условие выполняется ‒ одна из задач настоящей работы. В задачу работы входит также определение оптимальных значений частоты f следования импульсов, расстояния D между строками и диаметра облучаемого участка.
Описание эксперимента
Схема опытной установки приведена на рис.1. В качестве лазерного излучателя 1 использовался Nd:YAG лазер с непрерывной накачкой, работающий в режиме модуляции добротности. Для перемещения лазерного пучка по обрабатываемой поверхности могут быть использованы дефлекторы различных типов. Поскольку перемещение пучка должно происходить вдоль одной координаты, в настоящей работе использовался дефлектор, представляющий собой вращающееся многогранное зеркало 3 (далее ‒ сканатор).
Требование соответствия максимального угла отклонения пучка и апертуры объектива выполняется, если а 1 = а 0. Для проведения эксперимента использовался сканатор в виде 18гранной призмы ( а 0 = 20 ° ). Фокусировка лазерного пучка осуществлялась при помощи объектива 4 с фокусным расстоянием F . На схеме также обозначены: 2 ‒ оптическая система преобразования пучка, 5 ‒ обрабатываемый лист, перемещающийся со скоростью Vy . Если L ‒ ширина обрабатываемой полосы, 2 а 0 - полный угол отклонения пучка зеркалом 3, Т ‒ время прохождения пучком расстояния L , Vx ‒ линейная скорость перемещения сфокусированного пучка поперек листа, то для этих параметров можно записать следующие очевидные соотношения:
L = 2а0F ; T =-° Vx = 2 to F . (5)
0x to
Расстояние d между пятнами в полосе и расстояние D между соседними полосами можно выразить через другие параметры обработки следующим образом:
j 2 to F d =-----;
f
D = V y — > (6)
to
где: f - частота следования импульсов, to -угловая скорость вращения зеркала.
Производительность W лазерной обра-
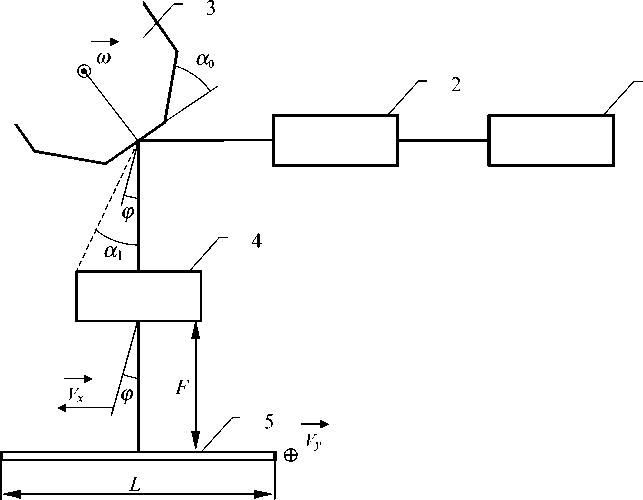
Рис.1. Схема опытной установки лазерной обработки электротехнической стали
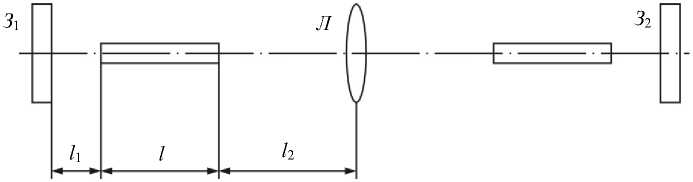
Рис.2. Эквивалентная схема резонатора
ботки естественно определить, как площадь поверхности листа, обрабатываемую за единицу времени:
W = V x D = 2 FV y a 0 = dDf . (7)
Эквивалентная схема используемого в лазерном излучателе 1 резонатора показана на рис.2. Она представляет собой симметричный резонатор с двумя активными элементами, плоскими глухим и полупрозрачным зеркалами З 1 и З 2 и эквивалентной линзой Л , заменяющей поворотное резонаторное зеркало (радиус кривизны поворотного зеркала R= 542 мм). Длина плеч l 1 и l 2 составляет: l 1 = 200 мм, l 2 = 365 мм. Ватт-амперная характеристика для этой схемы показана на рис.3. Расходимость излучения при накачке 30 А составляет 6-7 мрад. Внесение в резонатор диафрагм диаметром 2,5 и 2,1 мм позволило уменьшить расходимость излучения до 3 мрад и 2 мрад соответственно. Ватт-амперные характеристики для этих случаев приведены на рис.4 и рис.5. Для модуляции добротности использовался акустооптический затвор МЗ-321.
В экспериментах использовались стандартные эпштейновские образцы (28 полосок АЭС размером 280 x 30 x 0,27 мм каждая общим весом = 0,5 кг). Измерения P 1 7/50 и B 100 проводились на аппаратах Эпштейна до и после обработки образцов лазерным излучением. Схема аппарата Эпштейна показана на рис.6. Намагничивающая обмотка w 1 образца соединяется последовательно с токовой обмоткой ваттметра, амперметром и источником переменного напряжения. Для контроля частоты переменного тока к источнику напряжения подключен частотомер. К измерительной обмотке w 2 образца параллельно присоединяются обмотка напряжения ваттметра, вольтметры среднего и действующего значений.
При измерениях применяют магнитную цепь в виде квадрата, составленного из пакетов полос при соединении их на углах внахлестку. При таком виде сборки полос в значительной степени снижается магнитное сопротивление на углах пакета и напряженность магнитного поля может быть опреде-
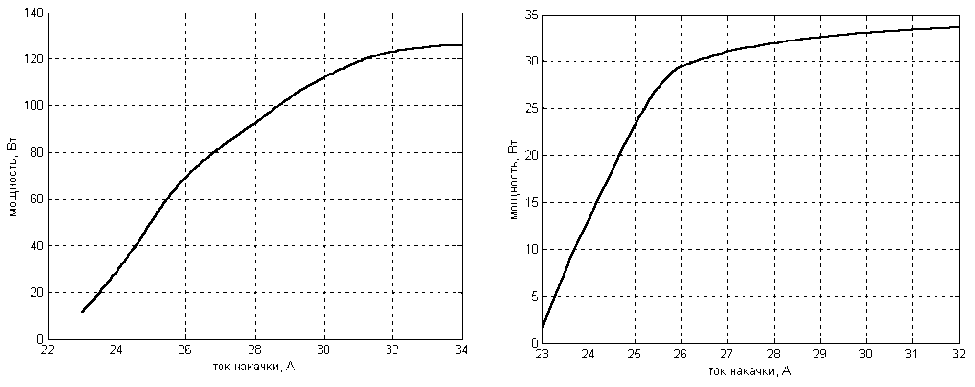
Рис.3. Ватт-амперная характеристика Рис.4. Ватт-амперная характеристика с диафрагмой без диафрагмы диаметром 2,5 мм
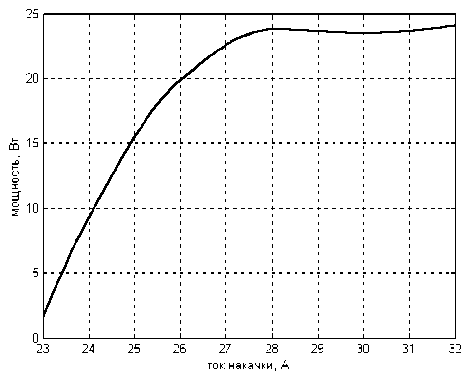
Рис.5. Ватт-амперная характеристика с диафрагмой диаметром 2,1 мм лена с учетом небольшого изменения длины магнитного пути.
