Оптимизация состава и свойств керамического композита на основе барита и бентонита

Автор: Айдаралиев Ж.К., Кайназаров А.Т., Рашид кызы Б., Пугачева И.Н., Суйунбек уулу А.
Журнал: Нанотехнологии в строительстве: научный интернет-журнал @nanobuild
Рубрика: Результаты исследований ученых и специалистов
Статья в выпуске: 6 т.17, 2025 года.
Бесплатный доступ
Введение. В настоящее время барит активно используется в различных отраслях народного хозяйства, в том числе в бу- мажной, строительной, лакокрасочной, резиновой, химической, металлургической и электротехнической промышленно- сти, а также в сельском хозяйстве и медицине. Литературный анализ показал, что состав и свойства барита зависят от его месторождения. Для переработки барита разработаны различные технологии, в том числе методы получения материалов для разнообразных областей применения. Особое внимание уделяется созданию радиационно-стойких и радиационно-за- щитных материалов, включая радиационно-стойкие бетоны и керамику. Методы и материалы. В Кыргызской Республике насчитывается более 40 месторождений барита. Среди них особенно выделяется месторождение «Арсы», запасы которого находятся в достаточном объеме. Химический состав барита месторождения «Арсы» был исследован с использованием атомно-эмиссионного спектрального анализа, рентгенофлуоресцентного метода и силикатного химического анализа. Результаты анализа показали, что химический состав барита включает сульфат бария (BaSO₄) в количестве около 89–91%. Остальные компоненты представлены примесями: кальций (Ca) – 8–8,4%, диоксид кремния (SiO₂) – 1,6–1,8%, оксид алюминия (Al₂O₃) – 0,1–0,13%, оксид железа (Fe₂O₃) – 0,15–0,25%. Микрокремнезем представляет собой тонкодисперсный порошок, со- стоящий из частиц диоксида кремния (SiO₂) размером от 0,1 до 0,3 микрометра. Содержание SiO₂ составляет около 85–98%. В его составе также присутствуют примеси: оксид алюминия (Al₂O₃) – 0,2–0,8%, оксид железа (Fe₂O₃) – 0,1–0,5%, оксид кальция (CaO) – около 0,5%. Химический состав бентонита Абширского месторождения характеризуется следующим содержанием компонентов: диоксид кремния (SiO₂) – 65,84%, оксид алюминия (Al₂O₃) – 14,8%, оксид железа (Fe₂O₃) – 4,35%, оксид кальция (CaO) – 2,85%, оксид магния (MgO) – 1,76%, потери при прокаливании (п.п.п.) – 2,72%, прочие примеси – 7,68%. Для перера- ботки баритового порошка был применен гидрокавитатор, обеспечивающий эффективную обработку жидких сред за счет сочетания кавитационного и механического воздействия. Результаты. Для разработки технологии и оптимизации состава и свойств керамического композита в качестве сырьевых компонентов были использованы бентонитовая глина, тонко- измельченный барит и микрокремнезем. Эксперимент проводился по четырехфакторному плану В4. На основе уровней варьирования факторов и полученных экспериментальных данных были построены уравнения регрессии, описывающие зависимость плотности, водопоглощения, прочности и усадки материала. В соответствии с этими уравнениями были раз- работаны номограммы, отражающие влияние исследуемых факторов в рамках экспериментального плана. Были опреде- лены оптимальные параметры, обеспечивающие высокую прочность керамического композита: содержание баритового порошка – около 20–25%, микрокремнезема – около 5%, температура обжига – приблизительно 850 °C, продолжительность термообработки – 30–45 минут. Далее баритовый порошок был переработан с использованием гидрокавитатора, после чего были определены технологические режимы и физико-технические характеристики порошка после кавитационной обработки. Состав и свойства баритового порошка были исследованы с использованием рентгенодифрактометрического анализа, выполненного на дифрактометре AL-27MINI в диапазоне 2θ от 10° до 70°. Фурье-ИК спектры регистрировались на спектрометре IRSpirit-T, оснащенном приставкой QATR-S, в диапазоне 400–4000 см–1. Заключение. Оптимизация со- става и свойств керамического композита на основе анализа математических моделей указывает на целесообразность использования баритового порошка в количестве около 20–30% и микрокремнезема – до 10%, при температуре обжига 850–900 °C и длительности термообработки 30–45 минут. Такой состав позволяет достичь высоких показателей прочности и водостойкости материала. После кавитационной обработки баритовый порошок изменяет свою химическую активность и допускается к использованию в составе композита в количестве до 20% по массе от массы бентонита. Добавление более 20% баритового порошка вызывает интенсивные химические реакции, обусловленные присутствием серы, что приводит к разрушению структуры материала. В связи с этим рекомендуется ограничить количество баритовой добавки уровнем до 20%, чтобы избежать нежелательных эффектов, включая взрывные или разрушительные процессы в структуре керамического композита.
Барит, сульфат бария, микрокремнезем, диоксида кремния (SiO₂), бентонит, гидрокавитатор, оптимизация, номограмма, керамический композит
Короткий адрес: https://sciup.org/142246548
IDR: 142246548 | УДК: 666.3/7+54 | DOI: 10.15828/2075-8545-2025-17-6-715-732
Optimization of the composition and properties of a ceramic composite based on barite and bentonite
Introduction. Currently, barium sulfate is actively used in various industries, including paper manufacturing, construction, paints and coatings, rubber, chemical, metallurgical, and electrical engineering industries, as well as in agriculture and medicine. Literature analysis has shown that the composition and properties of barium sulfate depend on its deposit. Different processing technologies have been developed for barium sulfate, including methods for producing materials for a wide range of applications. Particular attention is given to creating radiation-resistant and radiation-shielding materials, including radiation-resistant concretes and ceramics. Methods and materials. In Kyrgyz Republic, there are more than 40 barium sulfate deposits. Among them, the "Arsy" deposit stands out particularly, with sufficient reserves. The chemical composition of barium sulfate from the "Arsy" deposit was analyzed using atomic emission spectrometry, X-ray fluorescence method, and silicate chemical analysis. The analysis results showed that the chemical composition of barium sulfate includes barium sulfate (BaSO₄) at about 89–91%. The remaining components are impurities: calcium (Ca) – 8–8.4%, silicon dioxide (SiO₂) – 1.6–1.8%, aluminum oxide (Al₂O₃) – 0.1–0.13%, and iron oxide (Fe₂O₃) – 0.15–0.25%. Micro-silica is a fine-dispersed powder consisting of silicon dioxide (SiO₂) particles ranging from 0.1 to 0.3 micrometers in size. Its SiO₂ content is approximately 85–98%. It also contains impurities: aluminum oxide (Al₂O₃) – 0.2–0.8%, iron oxide (Fe₂O₃) – 0.1–0.5%, and calcium oxide (CaO) – about 0.5%. The chemical composition of bentonite from the Abshir deposit is characterized by the following component contents: silicon dioxide (SiO₂) – 65.84%, aluminum oxide (Al₂O₃) – 14.8%, iron oxide (Fe₂O₃) – 4.35%, calcium oxide (CaO) – 2.85%, magnesium oxide (MgO) – 1.76%, loss on ignition (LOI) – 2.72%, and other impurities – 7.68%. For processing barium sulfate powder, a hydrocavitator was used, which ensures effective treatment of liquid media through a combination of cavitational and mechanical effects. Results. To develop the technology and optimize the composition and properties of the ceramic composite, bentonite clay, finely ground barium sulfate, and micro-silica were used as raw materials. The experiment was conducted based on a four-factor plan B4. Regression equations describing the dependence of the material’s density, water absorption, strength, and shrinkage on the varying levels of the factors were constructed from the levels of factor variation and the experimental data obtained. Corresponding nomograms reflecting the influence of the studied factors within the experimental plan were developed based on these equations. Optimal parameters ensuring high strength of the ceramic composite were identified: barium sulfate content of about 20–25%, micro-silica content of approximately 5%, firing temperature around 850 °C, and heat treatment duration of 30–45 minutes. Subsequently, the barium sulfate powder was processed using a hydrocavitator, after which the technological modes and physical-technical characteristics of the powder after cavitation treatment were determined. The composition and properties of the barium sulfate powder were analyzed using X-ray diffractometry, performed on an AL-27MINI diffractometer within the 2θ range of 10° to 70°. Fourier-IR spectra were recorded on an IRSpirit-T spectrometer equipped with a QATR-S accessory, within the range of 400–4000 cm–1. Conclusion. Optimization of the composition and properties of the ceramic composite based on the analysis of mathematical models indicates that it is advisable to use barium sulfate powder in an amount of about 20–30% and micro-silica up to 10%, at a firing temperature of 850–900 °C and a heat treatment duration of 30–45 minutes. Such a composition allows achieving high strength and water resistance of the material. After cavitation treatment, barium sulfate powder changes its chemical activity and can be used in the composite in an amount up to 20% by mass relative to the bentonite. Adding more than 20% of barium sulfate powder causes intense chemical reactions due to the presence of sulfur, leading to the destruction of the material’s structure. Therefore, it is recommended to limit the barium sulfate content to a maximum of 20% to avoid undesirable effects, including explosive or destructive processes within the ceramic composite structure.
Текст научной статьи Оптимизация состава и свойств керамического композита на основе барита и бентонита
Айдаралиев Ж.К., Кайназаров А.Т., Рашид кызы Б., Пугачева И.Н., Суйунбек уулу А. Оптимизация состава и свойств керамического композита на основе барита и бентонита. Нанотехнологии в строительстве. 2025;17(6):715–732. https://doi. org/10.15828/2075-8545-2025-17-6-715-732. – EDN: SQPEGQ.
Aidaraliev Z.K., Kainazarov A.T., Rashid kyzy B., Pugacheva I.N., Suiunbek uulu A. Optimization of the composition and properties of a ceramic composite based on barite and bentonite. Nanotechnologies in Construction. 2025; 17(6):715–732. https://doi. org/10.15828/2075-8545-2025-17-6-715-732. – EDN: SQPEGQ.
В настоящее время барит активно используется в различных отраслях народного хозяйства: в качестве утяжелителя буровых растворов, а также в бумажной, строительной, лакокрасочной, резиновой, химической, металлургической, электротехнической промышленности, сельском хозяйстве, медицине (для защиты от рентгеновских лучей), пиротехнике и других сферах.
В [1] проведен анализ современного состояния и тенденций развития рынка баритового сырья, а также оценка возможностей возобновления добычи барита в Республике Коми. Приведены сведения о ресурсах, запасах, месторождениях, объемах добычи барита в различных странах мира, импортно-экспортных операциях и ценах. Показано, что потребление барита в течение многих лет связано главным образом с бурением разведочных и эксплуатационных скважин на нефть и газ. Вместе с этим, возрастает использование барита в химической, лакокрасочной, резинотехнической и других отраслях промышленности.
В работе [2] кристаллические порошки барита и рутила были измельчены в лабораторной шаровой мельнице в различных газовых средах – воздухе, азоте и гелии. Отмечено резкое увеличение интенсивности образования субмелкозернистых частиц порошка барита в среде гелия по сравнению со средами воздуха и азота.
Система двух смешивающихся жидкостей была экспериментально проверена в качестве генератора наночастиц на примере синтеза наночастиц сульфата бария при контакте растворов прекурсоров, находящихся в разных фазах: фаза 1 – (H2O + тетрагидрофуран), фаза 2 – (H2O) [3].
В работе [4] установлено, что модифицирование цемента нано- и/или микроразмерными гидросиликатами бария способствует увеличению содержа-
ния различных гидросиликатов кальция в структуре цементного камня, а также снижению содержания портландита и гидросульфоалюминатов кальция.
По данным анализа химико-минерального и фракционного составов, а также физико-химических характеристик бентонитовой глины Северо-Джамансайского месторождения (Каракалпакстан), установлена возможность ее применения в производстве керамических теплоизоляционных материалов различного назначения [5].
На основе примеров применения кавитационных технологий для интенсификации гидромеханических и массообменных процессов, а также деструкции веществ, сделан вывод о том, что кавитация существенно усиливает многие химико-технологические процессы в жидкой среде [6–8].
В работе [9] рассмотрен процесс диспергирования мела в вертикальных бисерных мельницах с применением дополнительных воздействий в виде гидродинамической кавитации и ультразвука. Представлены результаты экспериментальных исследований эффективности измельчения при использовании различных методов.
В [ 10] представлена информация о современном состоянии разработки и получения нанопленок, нанопокрытий, наномембран, нанотрубок, наностержней и нанопроволок в мировой практике и в России.
Использование оксида церия в составе шихты способствует повышению тугоплавкости и химической стойкости получаемого керамического материала [11]. Добавление борной кислоты способствует формированию стекловидной фазы при обжиге и снижает температуру жидкофазного спекания керамики. Совместное применение оксида церия и борной кислоты обеспечивает эффект самоглазуро-вания поверхности изделий, а также остекловывания частиц керамического материала.
В статье [12] представлена технология получения новых радиационно-защитных керамических мате-
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ риалов на основе высокоглиноземистого вяжущего и заполнителя – оксида висмута, обеспечивающих высокие физико-механические и радиационно-защитные свойства.
В статье [13] рассмотрены возможности использования барита (BaSO4) для разработки технологии новых композиционных материалов. Показано, что введение диоксида кремния (SiO2) способствует получению материалов с улучшенными эксплуатационными свойствами.
В работе [14] получена пористая керамика на основе α-Al2O3 с использованием эффекта зонального уплотнения при спекании порошковых заготовок, изготовленных из высокодисперсных продуктов сгорания чешуйчатых частиц алюминиевого порошка ПАП-2 в воздушной среде.
Потребление барита расширяется, что связано с внедрением в производство барийсодержащей керамики, обладающей улучшенными физико-техническими свойствами, а также с ростом потребностей ядерной энергетики, поскольку барит является наиболее доступным и дешевым компонентом для защитных установок и сооружений.
МЕТОДЫ И МАТЕРИАЛЫ
В Кыргызской Республике выявлено более 40 объектов барита. Три из них расположены в Чуйской области, девять – в Нарынской, два – в Ошской и один – в Баткенской области. Среди них выделяется месторождение барита «Арсы», где запасы барита, находящегося в контуре полиметаллических руд при содержании 10–15%, по категории C2, составляют 122,8 тыс. тонн. Общие запасы руды на месторождении оцениваются в 1124 тыс. тонн.
Химический состав барита месторождения Арсы был исследован с использованием атомно-эмиссионного спектрального анализа, рентгенофлуоресцентного анализа и силикатного химического анализа. Рентгенодифрактометрический анализ проводился на дифрактометре AL-27MINI в диапазоне 2θ от 10° до 70°. Скорость сканирования составляла 4°/мин при шаге 0,04°. Рабочее напряжение и сила тока составляли, соответственно, 30 кВ и 10 мА. Фурье-ИК спектры были зарегистрированы на спектрометре

Рис. 1. Барит месторождения Арсы
IRSpirit-T, оснащенном приставкой QATR-S, в диапазоне 400–4000 см–¹. Фоновая коррекция выполнялась перед каждой записью для устранения атмосферных искажений.
Химический состав барита месторождения Арсы в Кыргызстане приведен в таблице 1.
Химический анализ показал, что барит месторождения Арсы, по сравнению с другими месторождениями, отличается высоким содержанием основного компонента и немного иным составом примесей (см. табл. 1). Основу минерала составляет сульфат бария (BaSO4) – соединение бария и серы.
Микрокремнезем представляет собой тонкодисперсный порошок, состоящий из частиц диоксида кремния (SiO2) размером от 0,1 до 0,3 микрометра. Основной химический состав микрокремнезема приведен в таблице 2.
Гранулометрический состав бентонитовой глины Абширского месторождения приведен в таблице 3 (в %).
Основные показатели химического состава бентонита Абширского месторождения представлены в таблице 4.
Для разработки и оптимизации керамических композиционных материалов в качестве основного сырья была использована бентонитовая глина, а в качестве модифицирующих добавок – барит и микрокремнезем. Целью эксперимента являлось определе-
Таблица 1. Химический состав барита месторождения Арсы
|
Барит месторождения Арсы |
Химические элементы, мг/кг х10–1 |
||||
|
Методы определения |
Ba |
Ca |
SiO 2 |
Al 2 O 3 |
Fe 2 O 3 |
|
Атомно-эмиссионный спектральный анализ |
90 |
8 |
1,8 |
0,1 |
0,2 |
|
Рентгено-флуоренцентный анализ XLЗТ-960 |
91 |
8,4 |
1,6 |
0,13 |
0,15 |
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ ние оптимального сочетания компонентного состава и параметров термообработки, обеспечивающих наилучшие физико-механические характеристики: плотность, прочность на сжатие, водопоглощение и объемную усадку.
Формование образцов производилось в формах размерами 20×20×5 см. Сушка проводилась при температуре 100–105 °C в течение 2 часов, после чего образцы подвергались термообработке при температуре от 800 до 900 °C в течение 10–45 минут. Оптимизация состава проводилась с использованием методов экспериментально-статистического моделирования на основе четырехфакторного планирования эксперимента (план В₄), в котором варьировались следующие факторы: Х1 – содержание барита, %; Х2 – содержание микрокремнезема, %; Х3 – температура термообработки, °C; Х4 – время термообработки, мин.
В качестве целевых функций (откликов) были выбраны: Y1 – плотность, г/см³; Y2 – водопоглощение, %; Y3 – прочность на сжатие после обжига, МПа; Y4 – объемная усадка, %.
Гидрокавитатор предназначен для обработки жидких и жидко-твердых сред с использованием гидродинамической кавитации и механического воздействия [8].
Таким образом, гидрокавитатор обеспечивает эффективную обработку жидких сред за счет совмещения кавитационного и механического воздействия.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Баритовая порода изначально была раздроблена с помощью дробилки до состояния крошки (рис. 2). Далее дробленая крошка была измельчена в шаровой мельнице в течение 45 минут (рис. 3). Полученный порошок барита просеивали через сито с размером ячеек 0,23 мм.
Полученный нами порошок (рис. 3) использовали в качестве наполнителя, имеющего гранулометрический состав, определенный нами с помощью ситового анализа (табл. 5).
Гранулометрический состав порошков определили с помощью ситового метода. Удельная плотность


Рис. 2. Баритовая крошка
Рис. 3. Измельченный порошок барита
Таблица 2. Состав микрокремнезема
|
№ п/п |
Наименование |
Химическая формула |
Содержание, в % |
|
1 |
Диоксид кремния |
SiO 2 SiO_2SiO |
85–98 |
|
2 |
Оксид алюминия |
Al 2 O 3 Al 2 O_3Al 2 O 3 |
0,2–0,8 |
|
3 |
Оксид железа |
Fe 2 O 3 Fe2O3Fe 2 O 3 |
0,1–0,5 |
|
4 |
Оксид кальция |
CaOCaOCaO |
0,5 |
Таблица 3. Гранулометрический состав бентонитового сырья
|
Наименование месторождения |
Содержание фракций, %, размером, мм |
|||||
|
Абширская бентонитовая глина |
0,005–0,01 |
0,01–0,05 |
0,05–0,1 |
0, 1–0,25 |
0,25–0,5 |
0,5–1,0 |
|
38,60 |
22,65 |
5,59 |
18, 25 |
5, 65 |
8, 85 |
|
Таблица 4. Химический состав бентонита Абширского месторождения
|
SiO 2 |
Al 2 O 3 |
Fe 2 O 3 |
CaO |
MgO |
Другие примеси |
П.п.п. |
Сумма |
|
65,84 |
14,8 |
4,35 |
2,85 |
1,76 |
7,68 |
2,72 |
96,32 |
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ порошка была равна 8,9 г/см3, а отношение максимального размера частиц к минимальному размеру составляло 600:1.
Был проведен 4-х-факторный эксперимент по плану В4 (табл. 6). Варьировались 4 рецептурных фактора: Х1 – барит, %; Х2 – микрокремнезем, %; Х3– температура термообработки, С°; Х4– время термообработки, мин.; остальное – бентонит.
Уровни варьирования четырех факторов представлены в табл. 7. Параметрами оптимизации служили: Y1 – плотность, кг/м3, Y2 – водопоглощение %; Y3 – прочность на сжатие, МПа; Y4 – объемная усадка, %.
На основе уровней варьирования факторов (табл. 7) и результатов эксперимента по плану (табл. 8) были получены уравнения регрессии для плотности, водопоглощения, прочности и усадки материала. На основании этих уравнений были построены номограммы, соответствующие плану эксперимента.
Математическая модель, описывающая зависимость плотности, представлена в следующем виде:
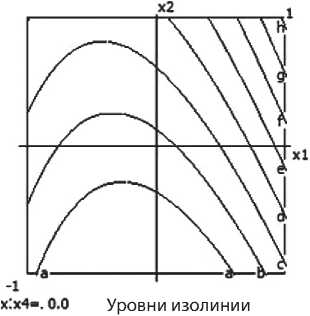
Y1 (ρ ) = 1,536 + 0,015 x3x4. (1)
Модель признана адекватной, значение критерия Фишера Fa = 1,182 < 1. Установлено, что наибольшее влияние на плотность оказывает взаимодействие температуры и времени термообработки. Единственным значимым фактором является именно это взаимодействие (x3x4). Остальные факторы и квадратичные взаимодействия статистически значимого влияния не продемонстрировали.
Таким образом, плотность образцов увеличивается при одновременном повышении температуры и времени обжига. Это связано с более плотным спеканием материала при интенсивной термообработке.
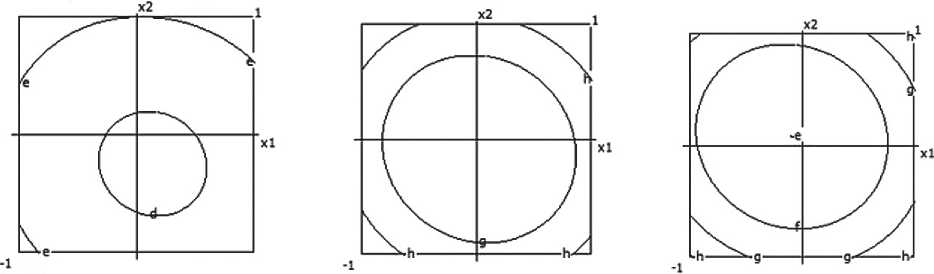
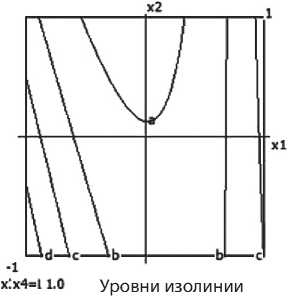
Следовательно, для повышения плотности материала рекомендуется использовать максимальные значения температуры и времени обжига в пределах исследованного диапазона. Номограммы плотности керамического композита в девяти точках факторного пространства по осям X3 и X4 представлены на рис. 4.
Уравнение математической модели, характеризующей водопоглощение, выглядит следующим образом:
Y2 = 10,18 + 0,31 х1 – 0,54 х12 + 0,27 х1х4 –
– 0,07 х3 х4. (2)
Модель признана адекватной (Fa = 1,279 < 1).
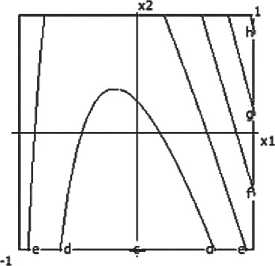
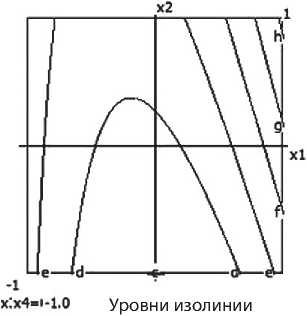
Модель показала, что водопоглощение материала снижается при увеличении содержания микрокремнезема и повышении температуры, а также зависит от взаимодействия факторов.
Наиболее значимое влияние оказывают содержание барита (x1) и его квадратичный эффект (x12), взаимодействие барита с временем термообработки (x1x4), а также, в меньшей степени, взаимодействие температуры и времени термообработки (x3x4).
При увеличении количества барита водопо-глощение керамического композита сначала возрастает, а затем уменьшается, что подтверждается отрицательным квадратичным эффектом (x12 <0). Увеличение времени и температуры термообработки способствует снижению водопоглощения.
Таблица 5. Гранулометрический состав баритового порошка
|
Средний размер порошка, d мкм |
Соотношение баритового порошка |
|
|
в грамме |
в процентах |
|
|
Менее 50 |
10,6 |
1,53 |
|
75 |
20,0 |
19,88 |
|
150 |
25,0 |
24,85 |
|
257 |
25,0 |
24,85 |
|
457 |
20,0 |
19,88 |
Таблица 6. Уровни варьирования факторов
|
Уровни факторов |
Значение факторов |
|||
|
Х 1 – барит, % |
Х 2 – микрокремнезем, % |
Х 3 – температура термообработки, 0С |
Х 4 – время термообработки, мин. |
|
|
–1 |
10 |
0 |
800 |
15 |
|
0 |
20 |
5 |
850 |
30 |
|
1 |
30 |
10 |
900 |
45 |
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ
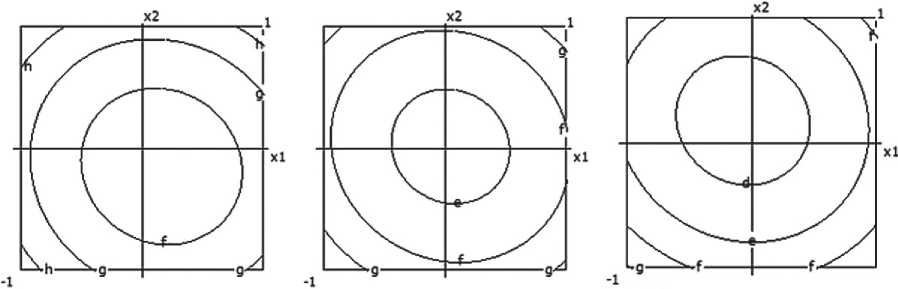
Номограммы водопоглощения керамического композита Y 1 = f ( x 1, x 2) в девяти точках факторного пространства x3 и x4 показаны на рис. 5.
Оптимальный результат достигается при умеренном содержании барита (около 20%) и увеличенном времени обжига.
Математическая модель прочности на сжатие (Y3) керамического композита представлена следующим уравнением:
-
Y3 = 1,16 + 0,13 х1 + 0,47 х12 + 0,13 х1х2 +
+ 0,16х1х3 + 0,16 х2 + 0,25 х2х3 + 0,17 х3 –
– 0,78 х32 + 0,1 х3 х4 + 0,1 х4. (3)
Модель признана неадекватной (Fрасч > Fкр; Fa = 9,414 > 1), что указывает на необходимость ее корректировки или проведения дополнительного эксперимента.
Прочность на сжатие керамического композита увеличивается при росте содержания барита, микрокремнезема и температуры обжига. Однако избыточно высокая температура в сочетании с длительной выдержкой оказывает отрицательное влияние на прочностные характеристики материала.
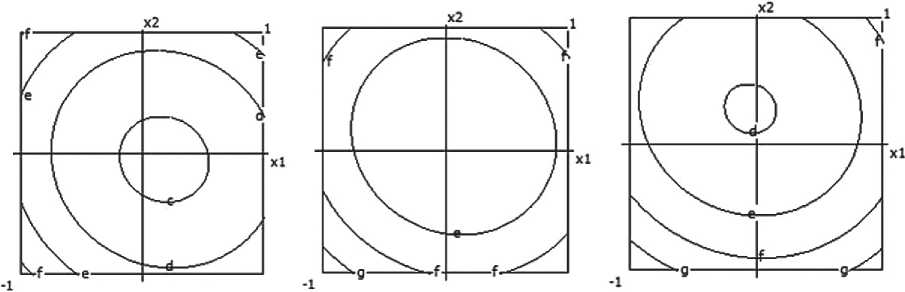
Номограммы прочности керамического композита в девяти точках факторного пространства по осям X3 и X4 представлены на рис. 6.
Анализ влияющих факторов показал следующее:
-
• Основные факторы: x1 (барит), x2 (микрокремнезем), x3 (температура), x4 (время термообработки);
-
• Квадратичный эффект температуры (x32): отрицательный – указывает на снижение прочности при чрезмерно высоких температурах;
-
• Значимые взаимодействия: x1x3 и x2x3.
Наибольшая прочность керамического композита достигается при умеренном содержании барита
Таблица 7. План и результаты эксперимента
|
№ |
Нормализованные переменные |
Натуральные переменные |
Результаты эксперимента |
|||||||||
|
X1 |
X2 |
X3 |
X4 |
X1 – барит, % |
Х2 – микрокремнезем, % |
Х3 – температура обжига, С° |
Х4 – время обжига, мин. |
Y4 – объемная усадка, % |
Y1 – плотность, г/см 3 |
Y2 – водо-поглощение, % |
Y3 – прочность на сжатие (после обжига), МПа |
|
|
1 |
+ |
+ |
+ |
+ |
30 |
10 |
900 |
45 |
35 |
1,59 |
10,95 |
2.25 |
|
2 |
+ |
+ |
+ |
– |
30 |
10 |
900 |
15 |
28 |
1,45 |
10,16 |
1,75 |
|
3 |
+ |
+ |
– |
+ |
30 |
10 |
800 |
45 |
34 |
1,6 |
11,28 |
0,57 |
|
4 |
+ |
+ |
– |
– |
30 |
10 |
800 |
15 |
37 |
1,67 |
10,46 |
0,51 |
|
5 |
+ |
– |
+ |
+ |
30 |
0 |
900 |
45 |
31 |
1,53 |
11,98 |
1,37 |
|
6 |
+ |
– |
+ |
– |
30 |
0 |
900 |
15 |
36 |
1,67 |
10,54 |
0,39 |
|
7 |
+ |
– |
– |
+ |
30 |
0 |
800 |
45 |
33 |
1,62 |
10,50 |
0,62 |
|
8 |
+ |
– |
– |
– |
10 |
10 |
900 |
45 |
37 |
1,53 |
10,46 |
1,22 |
|
9 |
– |
+ |
+ |
+ |
10 |
10 |
900 |
15 |
35 |
1,55 |
0,85 |
0,43 |
|
10 |
– |
+ |
+ |
– |
10 |
10 |
800 |
45 |
36 |
1,46 |
10,38 |
1,0 |
|
11 |
– |
+ |
– |
+ |
10 |
10 |
800 |
15 |
41 |
1,6 |
9,66 |
0,37 |
|
12 |
– |
+ |
– |
– |
10 |
0 |
900 |
45 |
37 |
1,65 |
10,00 |
0,39 |
|
13 |
– |
– |
+ |
+ |
10 |
0 |
900 |
15 |
35 |
1,59 |
10,52 |
0,72 |
|
14 |
– |
– |
+ |
– |
10 |
0 |
900 |
15 |
34 |
1,57 |
10,50 |
0,50 |
|
15 |
– |
– |
– |
+ |
10 |
0 |
800 |
45 |
35 |
1,61 |
11,54 |
0,82 |
|
16 |
– |
– |
– |
– |
10 |
0 |
800 |
15 |
38 |
1,71 |
10,62 |
0,78 |
|
17 |
+ |
0 |
0 |
0 |
30 |
5 |
850 |
30 |
26 |
1,44 |
11,42 |
0,87 |
|
18 |
– |
0 |
0 |
0 |
10 |
5 |
850 |
30 |
33 |
1,46 |
10,53 |
2,25 |
|
19 |
0 |
+ |
0 |
0 |
20 |
10 |
850 |
30 |
44 |
1,56 |
9,22 |
2,26 |
|
20 |
0 |
– |
0 |
0 |
20 |
0 |
850 |
30 |
35 |
1,35 |
10,80 |
0,25 |
|
21 |
0 |
0 |
+ |
0 |
20 |
5 |
900 |
30 |
25 |
1,26 |
9,87 |
0,256 |
|
22 |
0 |
0 |
– |
0 |
20 |
5 |
800 |
30 |
39 |
1,49 |
10,20 |
0,37 |
|
23 |
0 |
0 |
0 |
+ |
20 |
5 |
850 |
45 |
38 |
1,45 |
9,90 |
1,75 |
|
24 |
0 |
0 |
0 |
– |
30 |
5 |
850 |
15 |
34 |
1,45 |
10,12 |
0,50 |
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ
Y1-плотность
x:x4»L 1.0 Уровни изолинии x:x4-i 1.0 Уровни изолинии x:x4=. i.o Уровни изолинии ar 1.200 b: 1.300 £-1.400 dr 1.500 a- 1.200 b> 1.250 £=1.300 d'1.350 ar 1.200 b= 1.250 £= 1.300 d= 1.350
e= 1.600 f= 1.700 g= 1.800 h= 1.900 e= 1.400 f- 1.450 g- 1.500 h' 1.550 e- 1.400 S 1.450 g- 1.500 h= 1.550
x:x4=i o.o Уровни изолинии x:x4=i o.o Уровни изолинии x:x4-. o.o Уровни изолинии a= 1.200 b= 1.250 c= 1.300 d= 1.350 a- 1.200 b= 1.250 c= 1.300 d= 1,350 a= 1.200 b= 1.250 c= 1.300 d= 1.350
e= 1.400 f= 1.450 g= 1.500 h= 1.550 e= 1.400 f= 1.450 g= 1.500 h= 1.550 e. 1.400 f-1.450 g= 1.500 h-1.550
x:x4=i-i.O Уровни изолинии x:x4=i-1.0 Уровни изолинии x:x4=.-i.o Уровни изолинии a-1.400 b= 1.450 c= 1.500 d= 1.550 a- 1.300 b= 1.350 £- 1.400 d= 1.450 a= 1.250 b= 1.300 £= 1.350 d= 1.400
-
e. 1.600 f= 1.650 g. 1.700 h= 1.750 e> 1.500 f* 1.550 g. 1.600 h= 1.650 e= 1.450 f- 1.500 g= 1.550 h= 1.600
Рис. 4. Номограммы плотности керамического композита Y 1 = f ( x 1, x 2) в девяти точках факторного пространства x3 и x4
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ
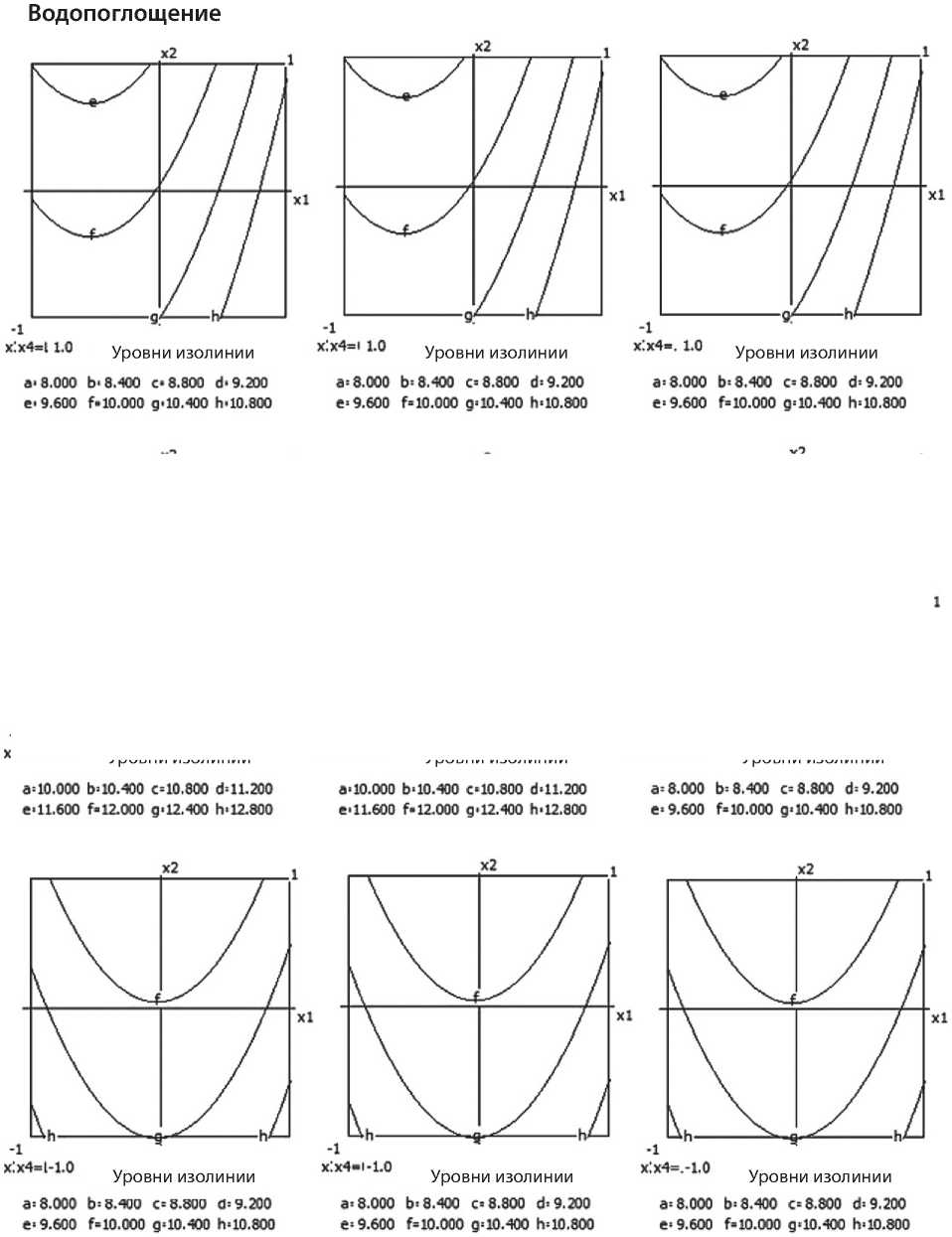
Рис. 5. Номограммы водопоглощения керамического композита Y 1 = f ( x 1, x 2) в девяти точках факторного пространства x3 и x4

РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ
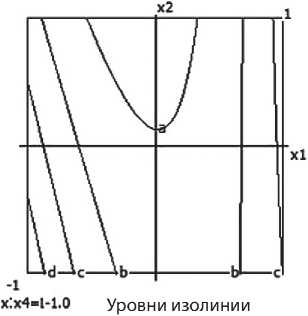
Прочность на сжатие
a=0.200 b= 0.400 £=0.600 d= 0.800
e> 1.000 f= 1.200 g-1.400 h= 1.600
x:x4=i 1.0 Уровни изолинии
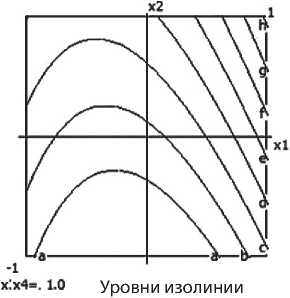
a=0.400 b= 0.600 £=0.800 d= 1.000
e> 1.200 f= 1.400 gi 1.600 h-1.800
a-0.600 b> 0.800 c> 1.000 d'1.200
e- 1.400 f. 1.600 g> 1.800 h< 2.000
a-0.200 b= 0.400 £=0.600 d=0.800
e> 1.000 f* 1.200 g- 1.400 h> 1.600
a. 0.600 b-0.800 c= 1.000 d= 1.200
e> 1.400 f- 1.600 g- 1.800 h- 2.000
a. 0.400 b> 0.600 c= 0.800 d= 1.000
e< 1.200 Ь 1.400 g> 1,600 hl 1.800
a-0.200 b. 0.400 c.0.600 d. 0.800
«■ 1.000 f= 1.200 g« 1.400 h> 1.600
a-0.600 b-0.800 £= 1.000 d> 1.200
e> 1.400 f= 1.600 g< 1.800 hi 2.000
a. 0.400 b= 0.600 £=0.800 d. 1.000
ei 1.200 f* 1,400 g> 1.600 hi 1.800
Рис. 6. Номограммы прочности керамического композита Y 1 = f ( x 1, x 2) в девяти точках факторного пространства x3 и x4
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ
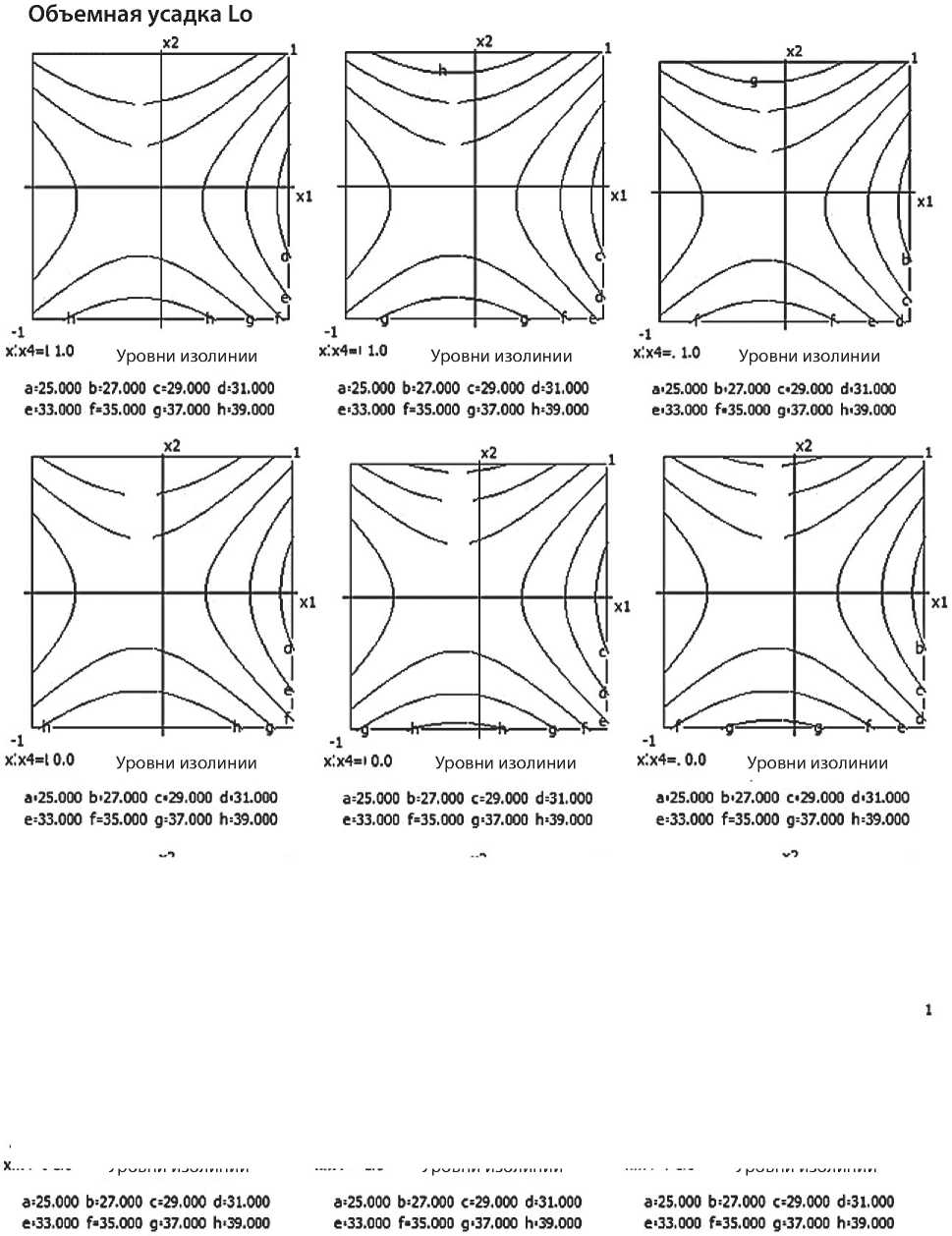
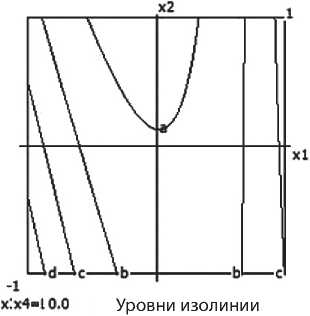
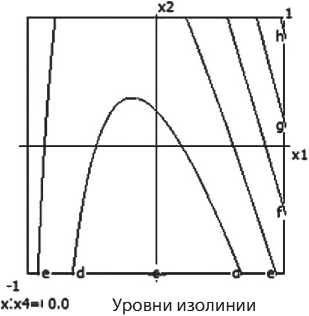
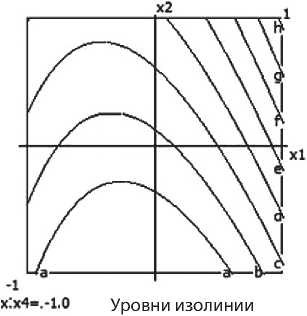
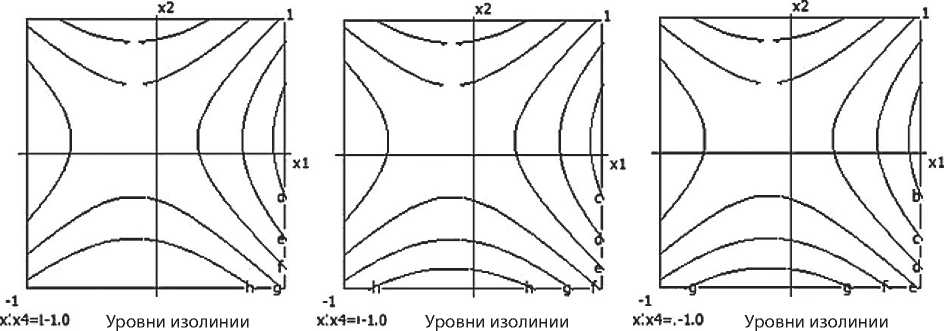
Рис. 7. Номограммы усадки керамического композита в зависимости от состава и технологических факторов
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ и микрокремнезема, а также при температуре термообработки около 850 °C. Повышение температуры до 900 °C приводит к деградации структуры материала и снижению прочности, что подтверждается отрицательным значением коэффициента при x32. В то же время длительное время обжига оказывает положительное влияние на прочностные характеристики.
Рекомендованные параметры для обеспечения высокой прочности:
-
• Содержание барита: ~20–25%;
-
• Содержание микрокремнезема: ~5%;
-
• Температура обжига: ~850 °C;
-
• Время термообработки: ~30–45 минут.
На основании экспериментальных данных была получена математическая модель, описывающая объемную усадку (Lo):
-
( Y4) = 33,98 – 1,5 х1 – 4,43 х12– 2,0 х3 +
-
+ 5,57 х22 + 1,13 х2х4 + 0,5 х3х4. (4)
Модель признана неадекватной (Fа = 2,647 > 1), что указывает на необходимость ее доработки или проведения дополнительного эксперимента.
Построена номограмма усадки керамического композита по уравнению (3) в зависимости от состава и технологических факторов (рис. 7).
Установлено, что объемная усадка материала уменьшается при повышении содержания барита и понижении температуры обжига.
Анализ влияния факторов:
-
• Содержание барита (x1) и его квадратичный эффект (x12) оказывают наибольшее влияние – при увеличении барита усадка снижается.
-
• Температура обжига (x3) также способствует снижению объемной усадки.
-
• Микрокремнезем (x22), напротив, при увеличении приводит к росту усадки.
-
• Существенное влияние также оказывают взаимодействия факторов:
-
– x2•x4 (МКМ × время)
-
– x3•x4 (температура × время) – особенно при длительном времени термообработки.
Таким образом, увеличение содержания барита и температуры обжига в керамическом композите способствует снижению его объемной усадки. Напротив, высокое содержание микрокремнезема, осо-
бенно в сочетании с длительным временем термообработки, приводит к увеличению усадки.
Также установлено, что взаимодействие факторов (в частности, микрокремнезема и времени обжига) оказывает значительное влияние на объемную усадку материала.
Минимальная усадка керамического композита достигается при: Барит – >25%; Микрокремнезем (МКМ) – ≤5%; Температура обжига ≥850 °C; Время обжига ≥30 мин.
В кавитатор заливали 30 литров воды, затем добавляли 6 кг баритового тонкоизмельченного порошка (рис. 4). Устройство включали, и оно работало в течение 2 часов, после чего было отключено. По завершении процесса гидрокавитационной обработки барита баритовый порошок извлекали из воды с помощью фильтра с размером ячеек 100 мкм, изготовленного из тканого материала.
Технологические режимы гидрокавитатора и содержание баритового порошка приведены в табл. 9. Из таблицы видно, что после кавитации тонкоиз-мельченный порошок составлял 32,78%, а оставшиеся 67,22% находились в воде.
После кавитационной обработки баритовый порошок начинает связываться между частицами, что позволяет формовать полученную массу. При этом баритовая суспензия приобретает слабый запах, напоминающий сероводород. Этот эффект объясняется частичным разложением барита с выделением соединений бария и серы.
Полученный баритовый порошок после кавитации был сформован в виде кубика размером 4×4×4 см.
Физико-технические характеристики баритового порошка, отформованного в виде кубика, представлены в табл. 9.
Из табл. 10 видно, что полученный порошок обладает высокой плотностью, низкой усадкой и достаточной прочностью для обеспечения связующего эффекта.
ИК-спектр баритового порошка после кавитационной обработки свидетельствует об изменении его состава и структуры (рис. 9).
Для дальнейшего исследования был проведен рентгеноструктурный анализ барита до и после ги-дрокавитационной обработки (рис. 10 и 11).
Таблица 8. Технологические режимы и содержание баритового порошка после кавитации
|
№ п/п |
Состав смеси |
Технологические характеристики |
Содержание порошка |
||||
|
Вода , л |
Барит, г |
Время обработки, мин |
Температура нагрева, о С |
Давление, Па |
Твердая масса в виде порошка |
Прочие фракции, оставшиеся в водной среде |
|
|
1 |
30 |
6000 |
120 |
35 |
10 |
4900 |
1100 |
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ

Рис. 8. Образцы барита после кавитации
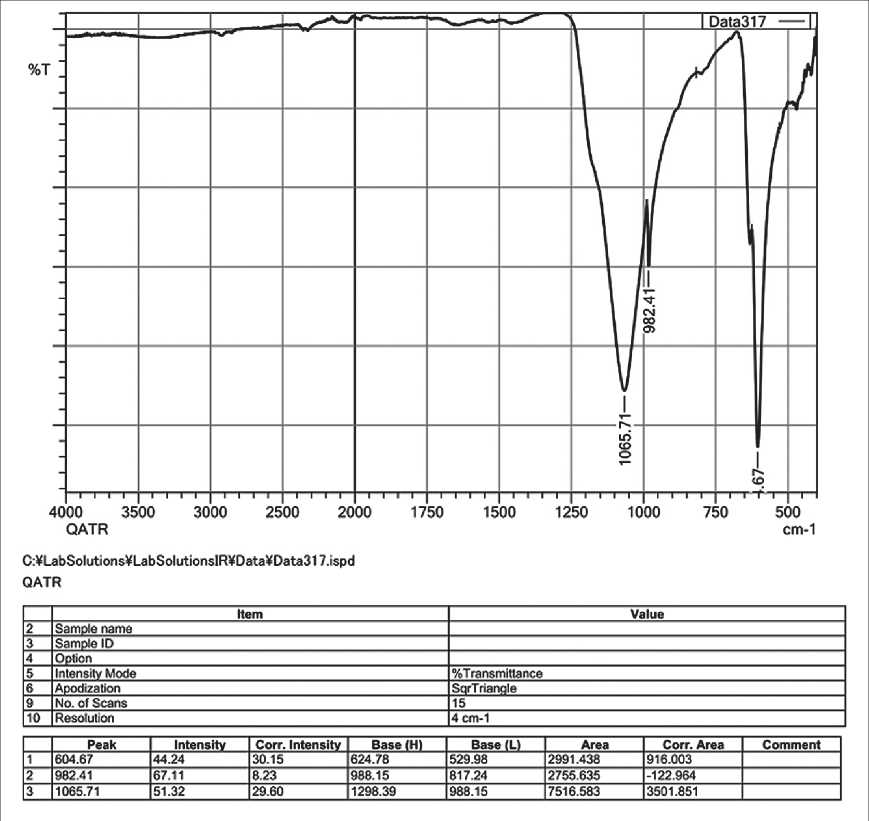
Таблица 9. Физико-технические характеристики баритового порошка
|
№ п/п |
Масса кубика, г |
Объем кубика, см3 |
Усадка после сушки, % |
Плотность, кг/м3 |
Прочность на сжатие после сушки, кПа |
|
1 |
108,45 |
52,20 |
13 |
2070 |
2.8 |
|
2 |
136,56 |
59,4 |
1,0 |
2290 |
2.94 |
|
3 |
128 |
57,6 |
4 |
2220 |
2.9 |
Рис. 9. ИК-спектр баритового порошка после гидрокавитационной обработки
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ
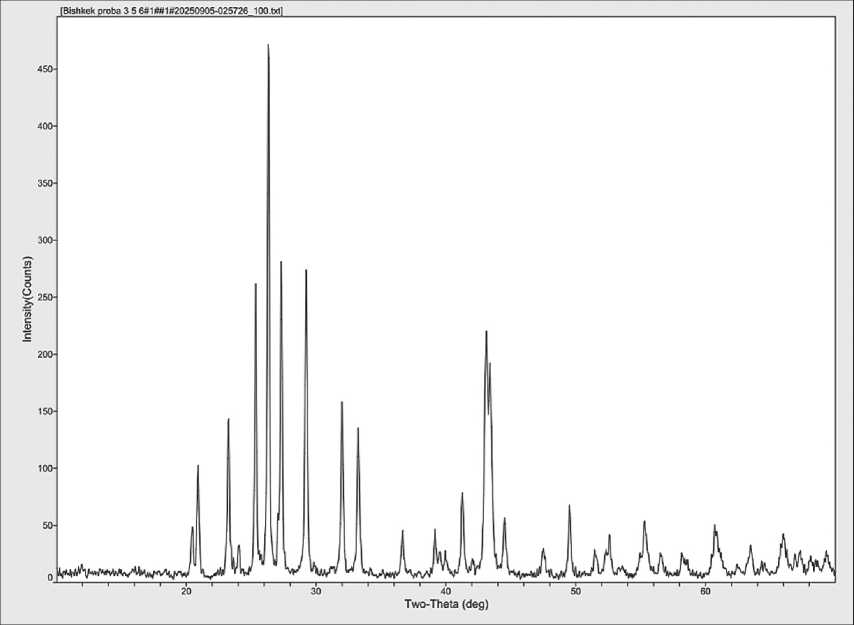
Рис. 10. Дифрактограмма баритового порошка до кавитационной обработки
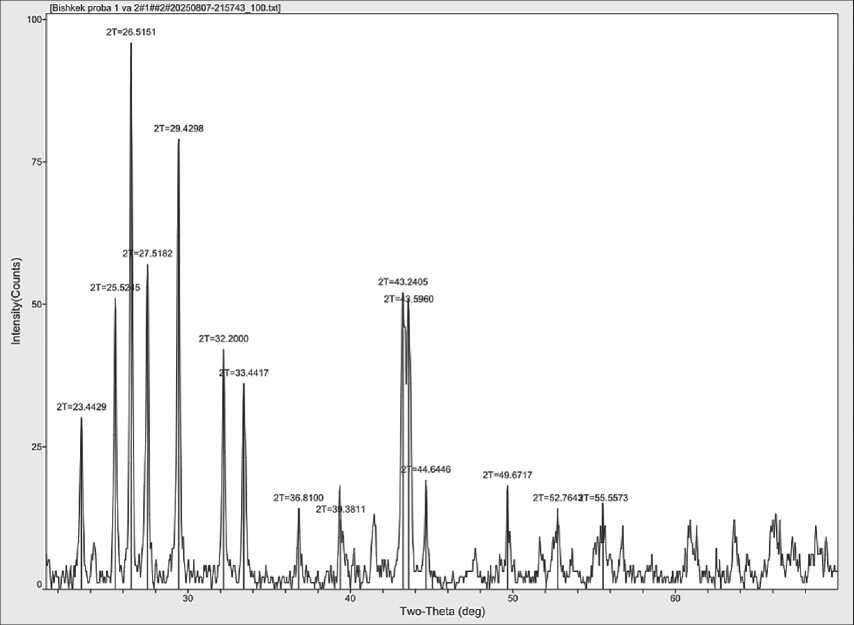
Рис. 11. Дифрактограмма баритового порошка после гидрокавитационной обработки
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ
Сравнение дифрактограмм баритового порошка до и после обработки с использованием гидрокавита-тора показывает, что после обработки размер частиц уменьшается до нанометрового уровня, а интенсивность отражений возрастает, что свидетельствует об улучшении условий для связующего взаимодействия в керамическом композите.
В дальнейшем исследовании был определен элементный состав баритового порошка после кавитационной обработки. Результаты исследования представлены на рис. 12.
Как видно из рис. 12, результаты исследования подтверждают изменения в элементном составе баритового порошка после кавитационной обработки.
Analyzed result
SamnlHnformation
Sample name File name Application Date Analyzed by Counts Comment
2 proba
2 proba Umumiy.
2025/8/15 15:17
method
£ШШ__ cps/mA Х2000 1.0-1—и------
о
X900 До n .
0.8-
s
о
Й- 0.6-^
CO c Ф
N
0.4-
0.2-
0.0
О CO D
5^
ф
X300
о 0
э С
ON
о
co
X200
с Ф Wt-
О
та co
co
z ели
OJ
1.5 2.0 2.5 3.0 4.0 5.0 6.0 7.0 6
RX9
Си
Mo
-8
20 25 30 35
Al
keV
|
No. |
Component |
Result |
Unit |
Stat. Err. |
LLD |
LLQ |
|
1 |
MgO |
0.367 |
mass% |
0.0281 |
0.0736 |
0.221 |
|
2 |
A12O3 |
1.03 |
mass% |
0.0146 |
0.0229 |
0.0687 |
|
3 |
SiO2 |
8.09 |
mass% |
0.0207 |
0.0104 |
0.0311 |
|
4 |
SO3 |
29.2 |
mass% |
0.0190 |
0.0189 |
0.0568 |
|
5 |
CaO |
1.01 |
mass% |
0.0093 |
0.0105 |
0.0314 |
|
6 |
Sc2O3 |
0.0712 |
mass% |
0.0058 |
0.0165 |
0.0494 |
|
7 |
ТЮ2 |
0.560 |
mass% |
0.0333 |
0.0990 |
0.297 |
|
8 |
V2O5 |
0.809 |
mass% |
0.0157 |
0,0448 |
0.134 |
|
9 |
MnO |
0.296 |
mass% |
0.0072 |
0.0192 |
0.0576 |
|
10 |
Fe2O3 |
0.349 |
mass% |
0.0058 |
0.0140 |
0.0420 |
|
И |
CuO |
0.0232 |
mass% |
0.0007 |
0.0008 |
0.0025 |
|
12 |
ZnO |
0.0743 |
mass% |
0.0010 |
0.0006 |
0.0019 |
|
13 |
SrO |
1.00 |
mass% |
0.0020 |
0.0025 |
0.0074 |
|
14 |
ZrO2 |
1.91 |
mass% |
0.0047 |
0.0025 |
0.0075 |
|
15 |
SnO2 |
0.0519 |
mass% |
0.0012 |
0.0020 |
0.0059 |
|
16 |
TeO2 |
0.0312 |
mass% |
0.0013 |
0.0030 |
0.0089 |
|
17 |
BaO |
52.2 |
mass% |
0.442 |
0.0739 |
0.222 |
|
18 |
Nd2O3 |
1.19 |
mass% |
0.0571 |
0.156 |
0.469 |
|
19 |
Sm2O3 |
0.290 |
mass% |
0.0084 |
0.0100 |
0.0299 |
|
20 |
Eu2O3 |
1.38 |
mass% |
0,0175 |
0.0343 |
0.103 |
Рис. 12. Элементный анализ баритового порошка после гидрокавитационной обработки
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ

ВЫВОДЫ И ЗАКЛЮЧЕНИЕ
Рис. 13. Разрушение керамического композита при содержании баритового порошка 50%
порошка более 20% начинается разрушение структуры композита (табл. 11 и рис. 14). Образцы керамического композита представлены на рис. 15 и 16.
Барий (Ba) составляет 52,2%, оксид серы (SO3) – 29,2%, третье по содержанию место занимает оксид кремния (SiO2) – 8,09%. Остальные компоненты присутствуют в малых количествах.
Далее на основе баритового порошка после кавитационной обработки и бентонита были получены керамические композиты (табл. 10).
Установлено, что при увеличении содержания баритового порошка более 20% в составе керамического композита происходит его разрушение вследствие бурных химических реакций (рис. 13).
Это связано с повышением температуры во время обжига, что, в свою очередь, обусловлено разложением оксида серы, входящего в состав баритового порошка.
Полученный керамический композит, изготовленный методом полусухого прессования, подтверждает, что при увеличении содержания баритового
– Исследован химический состав основных сырьевых компонентов, используемых для получения керамических композитов: барита (месторождение Арсы), микрокремнезема и бентонитовой глины (Абширское месторождение).
– Оптимизация состава и свойств керамического композита на основе экспериментально-статистических моделей подтвердила целесообразность

Рис. 14. Разрушение керамического композита, полученного методом полусухого прессования
Таблица 10. Керамический композит на основе бентонита и баритового порошка после кавитационной обработки
|
№ п/п |
Состав смеси, % |
Технологические характеристики |
Физико-технические характеристики |
|||
|
Бентонит |
Барит |
Температура обжига |
Время термообработки, мин |
Плотность после обжига, г/см3 |
Прочность на сжатие, кПа |
|
|
1 |
90 |
10 |
800 |
30 |
1,43 |
21,574 |
|
2 |
80 |
20 |
800 |
30 |
1,70 |
11,767 |
|
3 |
50 |
50 |
800 |
30 |
разрушены |
разрушены |
Таблица 11. Керамический композит, полученный методом полусухого прессования
|
№ п/п |
Состав смеси, % |
Технологические характеристики |
Физико-технические характеристики |
|||||
|
Бентонит |
Барит |
Волластонит |
Давление прессование, МПа |
Температура обжига, оС |
Время обжига, мин |
Плотность после обжига, г/см3 |
Прочность на сжатие, М Па |
|
|
1 |
80 |
10 |
10 |
0,75 |
800 |
30 |
2100 |
80,62 |
|
2 |
60 |
20 |
20 |
0,75 |
800 |
30 |
2300 |
114,37 (разрушены) |
|
3 |
5 |
30 |
20 |
0,75 |
800 |
30 |
2380 |
53,75 (разрушены) |
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ

Рис. 15. Керамический композит: бентонит – 90%, баритовый порошок после кавитационной обработки – 10 % (температура обжига – 800 оС, время обжига – 30 мин)

Рис. 16. Керамический композит: бентонит – 80%, баритовый порошок после кавитационной обработки – 20 % (температура обжига – 800 оС, время обжига – 30 мин)
использования барита в количестве 20–30% и микрокремнезема – до 10% при температуре обжига 850–900 °C и продолжительности термообработки 30–45 минут. Указанный состав и технологический режим обеспечивает получение композита с высокими показателями прочности и водостойкости.
Баритовый порошок был переработан с использованием гидрокавитатора, после чего исследованы его физико-технические свойства. Также были получены и проанализированы физико-технические характеристики керамических компози-
тов на основе бентонита и барита, прошедшего кавитационную обработку.
– Установлено, что при содержании более 20% кавитированного баритового порошка и температуре обжига выше 900 °C материал проявляет высокую химическую активность, что приводит к разрушению структуры и взрывной реакции.
В связи с этим для получения устойчивого керамического композита рекомендуется использовать не более 20% баритового порошка и около 80% бентонита при температуре обжига до 850 °C и продолжительности термообработки 30 минут.
