Оптимизация технологических параметров инжекционного литья высокоточных полимерных деталей с использованием цифрового моделирования и серого реляционного анализа

Автор: Н.В. Галкина, А.И. Хаймович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.28, 2026 года.
Бесплатный доступ
В статье представлены результаты исследований, направленных на повышение качества высокоточных изделий из полимерных композиционных материалов (ПКМ), получаемых методом инжекционного литья. Апробирована методика многокритериальной оптимизации технологических параметров литья, основанная на интеграции планирования экспериментов по методу Тагучи, компьютерного инженерного анализа (CAE-анализ) в среде Moldex3D и серого реляционного анализа (Grey Relational Analysis, GRA). Методика применена для зубчатого колеса из армированного полиэфирэфиркетона (PEEK). Определен оптимальный набор технологических параметров, обеспечивающий минимальное коробление, остаточные напряжения и усадку. Проведен сравнительный анализ качества армированной и неармированной отливки, количественно доказавший преимущества гибридной технологии с использованием закладного элемента, изготовленного методом селективного лазерного сплавления (СЛС).
Инжекционное литье, цифровое моделирование, оптимизация, метод Тагучи, серый реляционный анализ, CAE-анализ, Moldex3D, полимерные композиционные материалы, зубчатое колесо
Короткий адрес: https://sciup.org/148333240
IDR: 148333240 | УДК: 621.7 | DOI: 10.37313/1990-5378-2026-28-1-57-63
Optimization of Injection Molding Process Parameters for High-Precision Polymer Parts Using Digital Modeling and Grey Relational Analysis
The article presents the results of research aimed at improving the quality of high-precision parts made from polymer composite materials (PCM) produced by injection molding. A methodology for multi-criteria optimization of molding process parameters was tested, based on the integration of experimental design using the Taguchi method, computer-aided engineering analysis (CAE) in the Moldex3D environment, and Grey Relational Analysis (GRA). The methodology was applied to a gear wheel made of reinforced polyetheretherketone (PEEK). An optimal set of process parameters was determined to ensure minimal warpage, residual stresses, and shrinkage. A comparative analysis of the quality of reinforced and non-reinforced castings was conducted, quantitatively proving the advantages of the hybrid technology using an insert manufactured by selective laser melting (SLM).
Текст научной статьи Оптимизация технологических параметров инжекционного литья высокоточных полимерных деталей с использованием цифрового моделирования и серого реляционного анализа
Производство высокоточных деталей из полимерных композиционных материалов (ПКМ), таких как ответственные зубчатые колеса, предъявляет повышенные требования к геометрической точности, минимальному короблению и стабильности механических свойств. Технология инжекционного литья, являясь одним из основных методов изготовления таких деталей, характеризуется многопараметричностью процесса, где на качество отливки влияют десятки взаимосвязанных факторов [1]. Традиционный эмпирический подход к настройке режимов литья приводит к значительным временным и материальным затратам на этапе подготовки производства.
Современным решением данной проблемы является переход к проактивному управлению качеством на этапе конструкторско-технологической подготовки (КТПП) с использованием средств цифрового моделирования (CAE-систем) [2]. Однако, результаты CAE-анализа, как правило, представляют собой распределенные поля параметров (температура, напряжения, перемещения), что затрудняет принятие однозначного решения о выборе оптимальных технологических режимов. Для решения этой задачи необходимы методы, позволяющие проводить интегральную количественную оценку качества на основе результатов виртуального моделирования.
В данной работе проводилась апробация методики повышения качества управления качеством инжекционного литья с использованием планирования эксперимента и средств имитационного моделирования путем анализа метрик качества процесса формообразования при инжекционном литье за счет выбора технологических параметров литья и рациональной конструкции пресс-формы (система подвод расплава) на примере изделия колесо зубчатое. Задача решалась за счет многокритериальной оптимизации параметров инжекционного литья высокоточного зубчатого колеса из ПКМ с применением комплекса методов: разработки метрик качества на основе QFD-метода (Quality Function Deployment), планирование эксперимента по Тагучи, имитационного моделирования в CAE-системе Moldex3D и последующего использования серого реляционного анализа для определения наилучшей комбинации технологических параметров инжекционного литья, обеспечивающих получение качественной отливки.
ОБЪЕКТ И МЕТОДЫ ИССЛЕДОВАНИЯ
В качестве объекта исследования выбрана деталь «Колесо зубчатое» (рисунок 1а) из полимерного композита PEEK VICTREX Vectrex 90HMF40. Для повышения жесткости и минимизации усадки в конструкцию заложен армирующий элемент (рисунок 1б), изготовленный из стали 40Х13 методом селективного лазерного сплавления (СЛС) на установке SLM 280 HL. Проектирование и расчеты проводились для 16-гнездной пресс-формы с горячеканальной литниковой системой.
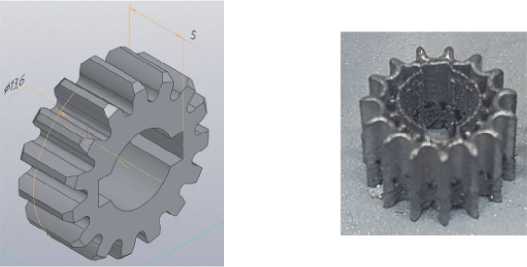
а) б)
Рисунок 1 – а) Модель детали «Колесо зубчатое»; б) Модель армирующего элемента
Предлагаемая методика оптимизации конструкции пресс-формы и технологических параметров процесса инжекционного литья включает несколько основных этапа.
На первом этапе проводится анализ технических требований заказчика, перевод их в технологические параметры процесса литья с использованием QFD-метода и выполняется планирование эксперимента на основе метода Тагучи. Для выявления ключевых технологических параметров инжекционного литья, влияющих на качество отливки детали «Колесо зубчатое», было проведено анкетирование заказчика и построен «Дом качества». Было выделено 8 двухуровневых управляемых параметров: температура впрыска расплава, температура пресс-формы, давление впрыска, давление подпрессовки, профиль давления впрыска, время заполнения, время выдержки под давлением и количество точек подвода расплава. Значения параметров представлены в таблице 1. С использованием метода Тагучи на основе ортогональной матрицы L₁₂ составлен план эксперимента (таблица 2), который позволил исследовать влияние всех факторов при минимальном количестве виртуальных экспериментов (12 экспериментов).
Также на основании построенного дома качества технологические процессы литья и технические характеристики изделия были переведены в метрики качества, по которым выполнялось сравнение результатов имитационного моделирования процесса инжекционного литья. Для оценки качества получаемых отливок были выбраны следующие метрики качества:
o коробление – интегральный показатель деформации детали после извлечения и остывания;
o остаточные термические напряжения по фон-Мизесу – показатель уровня внутренних напряжений;
o смещение, обусловленное ориентацией волокна – параметр, характеризующий анизотропию усадки в армированном материале;
o объемная усадка – ключевой фактор, влияющий на точность размеров;
o рыхлоты, пустоты – качественный показатель, характеризующий совершенство заполнения формы.
Второй этап заключается в имитационном моделирование (CAE-анализ) процесса инжекционного литья. Для каждого из 12 наборов параметров по плану эксперимента было проведено полное имитационное моделирование процесса инжекционного литья в программном комплексе Moldex3D R13, для выполнения которого были построены сеточные модели зубчатого колеса, закладного элемента и систем пресс-формы. В результате имитационного моделирования для каждых из 12-ти экспериментов были получены данные необходимые для расчета выбранных на первом этапе метрик качества:
-
o коробление – оценивался размах значений, относительная погрешность, разность смещений в характерных точках и форма гистограммы распределения;
-
o остаточные термические напряжения по фон-Мизесу – учитывалось максимальное значение по отливке;
-
o смещение, обусловленное ориентацией волокна – оценивалось максимальное значение и форма гистограммы;
Таблица 1 – Управляемые и дестабилизирующие параметры
|
У 1 |
у 2 |
У з |
У 4 |
x 1 |
х 2 |
x 3 |
x 4 |
й |
ь |
^ 3 |
Ь |
γ |
|
|
1 |
1,727 |
432,450 |
0,187 |
0,106 |
0,438 |
0,543 |
0,613 |
0,066 |
0,532 |
0,479 |
0,449 |
0,883 |
0,614 |
|
2 |
1,653 |
534,356 |
0,051 |
0,126 |
0,356 |
0,833 |
0,000 |
0,316 |
0,583 |
0,374 |
1,000 |
0,612 |
0,685 |
|
3 |
2,236 |
549,930 |
0,180 |
0,105 |
1,000 |
0,877 |
0,582 |
0,052 |
0,333 |
0,362 |
0,461 |
0,905 |
0,538 |
|
4 |
1,574 |
525,550 |
0,088 |
0,101 |
0,269 |
0,808 |
0,165 |
0,000 |
0,649 |
0,382 |
0,751 |
1,000 |
0,766 |
|
5 |
1,504 |
592,750 |
0,199 |
0,103 |
0,192 |
1,000 |
0,669 |
0,031 |
0,721 |
0,333 |
0,427 |
0,941 |
0,694 |
|
6 |
1,635 |
577,660 |
0,155 |
0,102 |
0,337 |
0,957 |
0,468 |
0,015 |
0,597 |
0,343 |
0,516 |
0,970 |
0,676 |
|
7 |
1,679 |
274,980 |
0,269 |
0,143 |
0,385 |
0,094 |
0,984 |
0,531 |
0,564 |
0,841 |
0,336 |
0,484 |
0,497 |
|
8 |
1,525 |
241,930 |
0,273 |
0,135 |
0,216 |
0,000 |
1,000 |
0,421 |
0,698 |
1,000 |
0,333 |
0,542 |
0,575 |
|
9 |
1,359 |
284,210 |
0,206 |
0,165 |
0,032 |
0,120 |
0,700 |
0,794 |
0,939 |
0,805 |
0,416 |
0,386 |
0,635 |
|
10 |
1,330 |
318,640 |
0,122 |
0,148 |
0,000 |
0,218 |
0,318 |
0,582 |
1,000 |
0,695 |
0,610 |
0,462 |
0,726 |
|
11 |
1,481 |
319,720 |
0,234 |
0,181 |
0,166 |
0,221 |
0,825 |
1,000 |
0,749 |
0,692 |
0,377 |
0,333 |
0,528 |
|
12 |
1,421 |
383,840 |
0,100 |
0,153 |
0,100 |
0,404 |
0,220 |
0,654 |
0,832 |
0,552 |
0,693 |
0,433 |
0,663 |
Таблица 2 – Полученный план экспериментов
|
=S 03 S з О 3 ® 3 S Цн к/ 1—1 нм К СП |
о ей е |
□3 Н й □3 U 3 м |
^ 5 и с |
и и 0J и ей ч |
S S о « 5 С |
5 й « 3 ч С S и в О |
S н a s q оз з § и а а « 3 Ч m |
ей аг а 3 m |
са U св й В |
|
7 |
1 |
380 |
180 |
180 |
54 |
1 |
0,030 |
2 |
1 |
|
1 |
2 |
380 |
180 |
180 |
54 |
1 |
0,050 |
4 |
2 |
|
8 |
3 |
380 |
180 |
220 |
176 |
2 |
0,030 |
2 |
1 |
|
2 |
4 |
380 |
220 |
180 |
176 |
2 |
0,030 |
4 |
2 |
|
3 |
5 |
380 |
220 |
220 |
54 |
2 |
0,050 |
2 |
2 |
|
9 |
6 |
380 |
220 |
220 |
176 |
1 |
0,050 |
4 |
1 |
|
4 |
7 |
400 |
180 |
220 |
176 |
1 |
0,030 |
4 |
2 |
|
10 |
8 |
400 |
180 |
220 |
54 |
2 |
0,050 |
4 |
1 |
|
5 |
9 |
400 |
180 |
180 |
176 |
2 |
0,050 |
2 |
2 |
|
6 |
10 |
400 |
220 |
220 |
54 |
1 |
0,030 |
2 |
2 |
|
11 |
11 |
400 |
220 |
180 |
176 |
1 |
0,050 |
2 |
1 |
|
12 |
12 |
400 |
220 |
180 |
54 |
2 |
0,030 |
4 |
1 |
-
o объемная усадка – оценивался размах значений и относительная погрешность;
-
o рыхлоты, пустоты – оценивалось количество воздушных образований в отливки и места их расположения.
На третьем этапе использовался серый реляционный анализ (Grey Relational Analysis, GRA). Поскольку выходные параметры разнонаправлены (требуется минимизация всех, кроме Air Trap), для их интегральной оценки и выявления наилучшего набора технических параметров процесса для получения наиболее качественной отливки был применен серый реляционный анализ [3, 4]. Этот метод теории «серых систем» позволяет соотнести множество сравниваемых экспериментов с идеальной эталоном. Процесс использования серого реляционного анализа включал следующую последовательность.
Сначала проводилась нормировка экспериментальных данных для каждого отклика по принципу «меньше – лучше» по формуле (1).
x ij
У ц - min уУу max j y jj - min j y jj ’
Уу = maxn yn - наиболее негативная характеристика качества (максимальные значения по каждому параметру) среди n = 1....12 рассматриваемых параметров инжекционного литья. Наилучший нор- мированный результат соответствует значению 1.
Далее проводился расчет коэффициентов grey relation для каждого отклика в каждом эксперименте относительно идеального значения по формуле (2).
Г. = ij
mini min j | x0 - x;j | +Z maxt max j | x0 - x j | | x 0 - x j | +Z maxt max j | x0 - x j |
где x i 0 – это идеальный результат (т.е. лучший нормализованный результат =1) для i – характеристики качества, Z = [ 0,1 ] — (distinguishing) коэффициент отличия, целью которого является ослабление эффекта max i max j | x 0 - x j |, когда он становится слишком большим и, следовательно, увеличивает разницу значимости grey relational коэффициента. В общем, его значение принимается равным 0,5, если все параметры процесса имеют равный вес.
Завершающим было определение интегральной реляционной оценки (GREY relational grade) для каждого i-го эксперимента как средневзвешенного значения коэффициентов grey relation (формула (3)). Весовые коэффициенты были назначены экспертно, исходя из значимости параметров: относительная погрешность смещения – 0.3, максимальные напряжения – 0.2, относительная погрешность усадки – 0.3, максимальное смещение от ориентации волокна – 0.2.
m l
Yj =Е ■
1=1 ZI i=1
где l – уровень значимости -ой характеристики качества.
На основании полученных результатов CAE-моделирования для всех 12 экспериментов был выполнен Grey Relational Analysis , результаты которого сведены в таблицу 3. На рисунке 2 приведена Box Plot диаграмма сравнения гистограмм распределения эффекта влияния ориентации волокна на коробление. Максимальное значение интегральной реляционной оценки, а также минимальный разброс значений эффекта влияния ориентации волокон на коробление были получены для эксперимента №4. Это указывает на то, что данный набор технологических параметров наиболее близок к идеальному с точки зрения комплексного качества по всем оцениваемым критериям.
Оптимальными параметрами инжекционного литья для получения качественной отливки исследуемого зубчатого колеса являются: температура впрыска – 380 °C; температура пресс-формы – 220 °C; давление впрыска – 180 Мпа; давление подпрессовки – 176 Мпа; профиль давления впрыска – №2 (повышение давления на завершающей стадии); время заполнения – 0.03 с; время выдержки под давлением – 4 с; количество точек подвода расплава – 2. Ключевыми факторами, определившими высокое качество, стали использование двух точек подвода расплава, обеспечивающее более симметричное заполнение и меньшие перепады давления; а также повышенное давление подпрессовки, эффективно компенсирующее усадку.
Таблица 3 – Результаты grey relational анализа
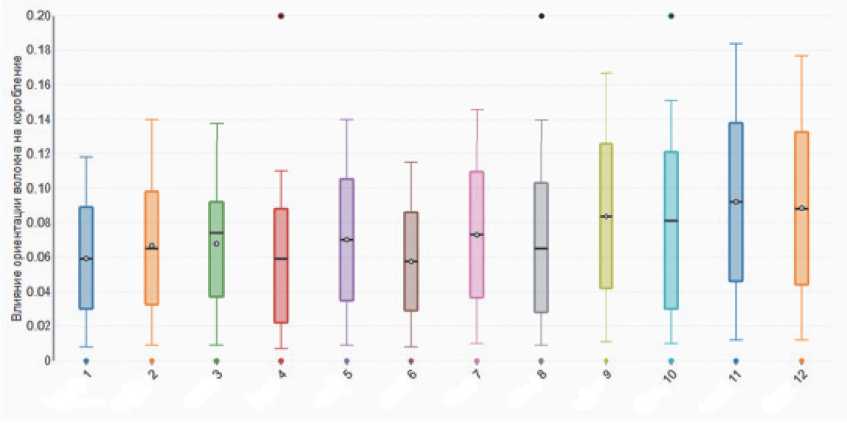
Рисунок 2 – Box plot для сравнения гистограммы распределения эффекта влияния ориентации волокна на коробление
Сравнительный анализ армированной и неармированной отливки. Для количественной оценки эффективности гибридной технологии использования закладного элемента было проведено дополнительное моделирование отливки без закладного элемента при определенных оптимальных параметрах (режим №4). По результатам моделирования был также проведен Grey relational анализ для сравнения двух вариантов (Таблица 4) и сравнение по методу Box plot гистограмм распределения эффекта влияния ориентации волокна на коробление (рисунок 3). Несмотря на то, что гистограмма распределения эффекта влияния ориентации волокна на коробление армированной отливки имеет больший разброс значений, однако, общая интегральная оценка качества по всем параметром для армированной отливки существенно выше, чем для неармированной. Это наглядно демонстрирует, что закладной элемент, изготовленный с помощью аддитивных технологий, выполняет роль жесткого каркаса, эффективно противодействуя объемной усадке полимерной матрицы и снижая общее коробление детали.
Таблица 4 – Результаты grey relational анализа
|
л |
У 1 |
У 3 |
У 4 |
x |
x |
x |
x 4 |
|||||
|
Расчет для армированной отливки |
1,574 |
525,5 |
0,088 |
0,101 |
0 |
0 |
0 |
1 |
||||
|
Расчет для неармированной отливки |
1,737 |
553,4 |
0,237 |
0,079 |
1 |
1 |
1 |
0 |
||||
|
^ 1 |
£ |
^ 3 |
^ 4 |
Y |
||||||||
|
Расчет для армированной отливки |
1 |
1 |
1 |
0,333 |
0,8 |
|||||||
|
Расчет для неармированной отливки |
0,333 |
0,333 |
0,333 |
1 |
0,533 |
|||||||
ЗАКЛЮЧЕНИЕ
Апробирована методика управления качеством инжекционного литья с использованием планирования эксперимента и средств имитационного моделирования путем анализа метрик качества процесса формообразования при инжекционном литье за счет выбора технологических параметров литья и рациональной конструкции пресс-формы на примере изделия колесо зубчатое. Методика основана на синергии QFD-метода (выбор метрик качества), метода Тагучи (для планирования виртуальных экспериментов), CAE-моделирования в Moldex3D (для получения данных для выполнения оценки качества полученных изделий) и серого реляционного анализа (для интегральной оценки и принятия решения о наиболее оптимальных технологических параметрах, обеспечивающих получения качественного изделия).
010 3 ioos |008
*007
g 0 06 8
JOOS 8 Sow
I 0 02
CD
001 о


Рисунок 3 – Box plot для сравнения гистограммы распределения эффекта влияния ориентации волокна на коробление для армированной (1) и неармированной (2) отливки
Для зубчатого колеса из армированного PEEK определен оптимальный набор технологических параметров, обеспечивающий наилучшее комплексное качество по критериям минимального коробления, остаточных напряжений и усадки. Установлено, что наиболее значимое влияние оказывают количество точек подвода материала и давление подпрессовки .
Количественно доказана высокая эффективность гибридной технологии, сочетающей инжекционное литье ПКМ с закладным армирующим элементом, изготовленным методом СЛС . Интегральный показатель качества армированной отливки на 50% превысил показатель неармированной, что подтверждает целесообразность применения данного подхода для производства высокоточных ответственных деталей.
Применение разработанной методики в рамках регламента конструкторско-технологической подготовки позволяет существенно сократить количество дорогостоящих физических итераций экспериментов при отладке пресс-форм и технологических режимов, переведя процесс поиска оптимума в виртуальную среду.
