Оптимизация технологических параметров упруго-пластической гибки длинномерных обшивок и панелей переменной кривизны

Автор: Малащенко Александр Юрьевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Статья в выпуске: 6-2 т.15, 2013 года.
Бесплатный доступ
Описаны особенности существующих методов определения технологических параметров упруго-пластической гибки. Приведена методика определения поправочных коэффициентов для повышения точности расчета хода нажимного валка (пуансона пресса) методом конечно-элементного моделирования. Описан способ определения закона изменения вертикального перемещения нажимного валка, обеспечивающего равномерность получаемого радиуса кривизны при переходе от симметричной к ассиметричной схеме нагружения при гибке-прокатке.
Гибка, прокатка, формообразование, обшивка, панель
Короткий адрес: https://sciup.org/148202559
IDR: 148202559 | УДК: 621.7.04
Optimization the technological parameters of elastic-plastic bending of long sized skins and panels of variable curvature
Features of existing methods of determination the technological parameters of elastic-plastic bending are described. The method of determination the correction coefficients for increase the accuracy of calculation the run of a press roll (press punch) by a method of final element modeling is given. The way of definition the law of press roll vertical movement change, providing uniformity of the received radius of curvature upon transition from symmetric to the asymmetric scheme of loading at bending-rolling is described.
Текст научной статьи Оптимизация технологических параметров упруго-пластической гибки длинномерных обшивок и панелей переменной кривизны
детали и определение относительно него расстояния до границы зоны упругой деформации с последующим интегрированием эпюры напряжений по площади поперечного сечения [1]. Такой подход может быть использован для деталей прямоугольной формы сечения и простых профилей.
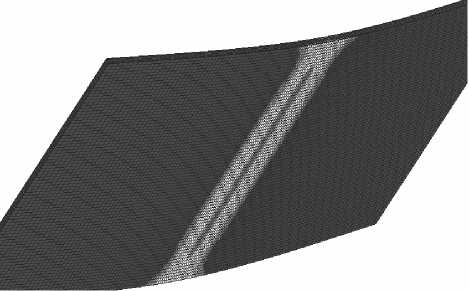
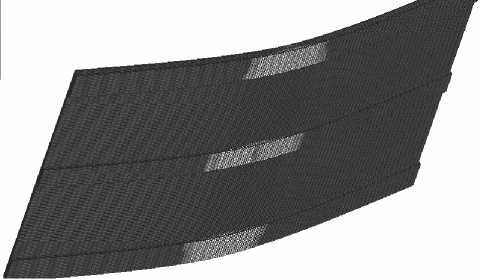
При изгибе деталей типа панелей и обшивок, содержащих конструктивные элементы типа карманов, ребер, утолщений для крепления деталей каркаса, пластическую деформацию приобретают только места подкреплений, а полотно детали деформируется упруго и после разгрузки работает на пружинение. В связи с этим расчет по нейтральному слою не может обеспечить требуемой точности определения настроечных параметров для деталей типа обшивок и панелей. На рис. 1 показано распределение пластических деформаций при изгибе листа прямоугольного сечения и конструктивно-подобного образца обшивки с карманами, которые имеют одинаковую приведенную толщину.
а)
б)
Рис. 1. Пластические деформации при изгибе листа прямоугольного сечения (а) и конструктивно-подобного образца обшивки (б) с одинаковой приведенной толщиной поперечного сечения
Перспективным способом определения технологических параметров упруго-пластической гибки является конечно-элементное моделирование. Преимуществами метода являются высокая точность расчета, возможность учета анизотропии механических свойств материала и применимость для деталей с поперечными сечениями любых геометрических форм. Моделирование изгиба детали целиком возможно только для небольших заготовок с незначительным изменением кривизны. Для длинномерных обшивок и панелей процесс моделирования пробных изгибов с корректировкой хода нажимного валка (пуансона) потребует неприемлемо больших временных затрат. Для снижения трудоемкости расчета предлагается проводить его по типовым поперечным сечениям детали. Для обеспечения требуемой точности каждому изменению приведенной толщины детали типа обшивки на 2 мм должно соответствовать свое контрольное сечение. Для деталей типа панелей контрольные сечения выбираются по изменению числа ребер в поперечном сечении. Расчет технологических параметров предлагается проводить в следующей последовательности:
-
1. На СAD-модели детали в формообразованном состоянии строятся расчетные поперечные сечения по методике, приведенной в [2].
-
2. Определяются требуемые радиусы кривизны аэродинамической поверхности по расчетным сечениям.
-
3. На СAD-модель детали в неформообразованном состоянии наносятся расчетные сечения в том же положении, что и на СAD-модели формообразованной детали.
-
4. По расчетным сечениям вытягиваются 3D-модели типовых участков детали.
-
5. Проводится измерение механических свойств материала заготовки при растяжении в поперечном и продольном направлениях.
-
6. По построенным 3D-моделям строится сетка конечных элементов и создается расчетная модель в специальном программном обеспечении.
-
7. Проводится моделирование изгиба на радиусы кривизны, близкие к крайним значениям их диапазона для типового элемента, соответствующего данному расчетному сечению.
-
8. По полученным значениям остаточных радиусов кривизны и соответствующим им положениях нажимного валка (пуансона) определяются поправочные коэффициенты для расчетной методики, приведенной в [3].
-
9. Значение поправочного коэффициента для требуемого радиуса кривизны типового сечения определяется методом линейной интерполяции.
-
10. По найденным для каждого расчетного сечения поправочным коэффициентам рассчитывается искомый ход нажимного валка (пуансона).
Для участков деталей, расположенных между расчетными сечениями, поправочный коэффициент определяется линейной интерполяцией значений, соответствующих требуемому радиусу кривизны у соседних расчетных сечений.
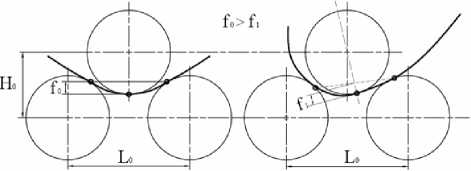
Для операции гибки-прокатки характерна ассиметричная схема нагружения изгибаемой детали (см. рис. 2) [1]. Однако при первоначальном опускании нажимного валка прогиб деформируемого сечения f 0 больше, чем прогиб после перехода гибки-прокатки на ассиметричную схему f 1 . В связи с этим возможно превышение потребной остаточной кривизны детали.
а) б)
Рис. 2. Схемы нагружения при начальном опускании нажимного валка (а) и в процессе гибки-прокатки (б)
На рис. 3 показано распределение пластических деформаций по длине при гибке-прокатке образца материала В95пчТ2 толщиной 16 мм прямоугольного сечения с неизменным настроечным параметром Н 0 . Из рисунка видно, что пластические деформации в точке опускания нажимного валка превышают таковые в конце прокатываемого участка более чем в 1,5 раза. Это может вызвать недопустимые локальные отклонения геометрической формы детали.
Fringe Levels
Contours of Effective Plastic Strain
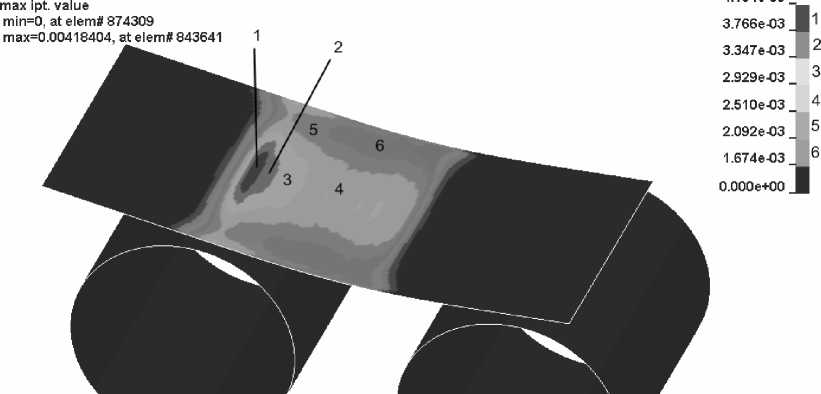
Рис. 3. Распределение пластических деформаций при гибке-прокатке образца прямоугольного сечения с неизменным положением нажимного валка
Для компенсации перегиба требуется осуществить регулировку положения нажимного валка на длине прокатываемого участка равной половине межосевого расстояния опорных валков L0/2. Аналитическое определение закона перемещения нажимного валка, обеспечивающего получение однородной кривизны на данном участке, затруднено, в связи со сложностью математического описания изменения геометрической формы продольной оси изгибаемой детали при переходе от симметричной к ассиметричной схеме нагружения. Поэтому предлагается аппроксимировать закон управления нажимного валка линейной функцией. Для этого требуется провести конечно-элементное моделирование гибки-прокатки начального участка детали с неизменным ходом нажимного валка Zn в процессе прокатки и дополнительным опусканием его на 10% первоначального хода в конечной точке. Затем с помощью функции специализированно программного обеспечения (в данном случае LS-DYNA) определяется ход нажимного валка в конечной точке ZK, необходимый для придания пластических деформаций эквивалентных получаемым в начальной точке. Проводится повторное моделирование с линейным изменением хода нажимного валка от Zn до ZK. При недостаточной точности результатов моделирования находятся дополнительные точки аппроксимации. Результат моделирования гибки-прокатки с корректируемым положением нажимного валка приведен на рис. 4.
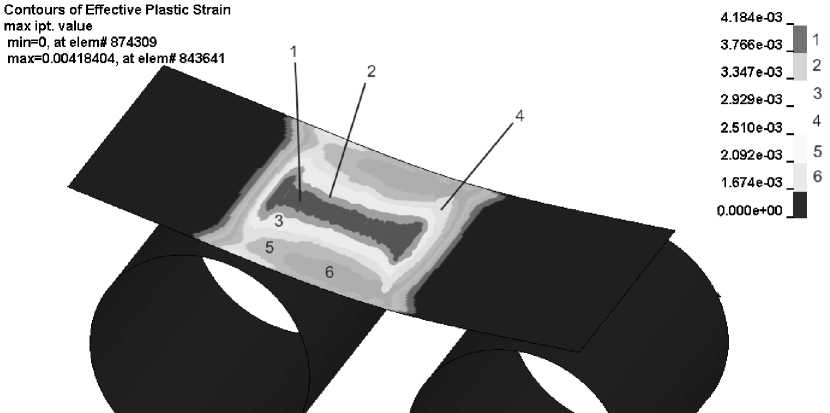
Рис. 4. Распределение пластических деформаций при гибке-прокатке образца прямоугольного сечения с корректируемым положением нажимного валка
Выводы: оптимизация технологических параметров упруго-пластической гибки деталей типа длинномерных обшивок и панелей методом конечно-элементного моделирования позволяет обеспечить требуемую точность расчета и минимизировать затраты на проведение опытных работ на конструктивно-подобных образцах деталей.
Представленная в рамках данной статьи работа проводится при финансовой поддержке правительства Российской Федерации (Минобрнауки России) по комплексному проекту 2012-218-03-120 «Автоматизация и повышение эффективности процессов изготовления и подготовки производства изделий авиатехники нового поколения на базе Научно-производственной корпорации «Иркут» с научным сопровождением Иркутского государственного технического университета» согласно постановлению Правительства Российской Федерации от 9 апреля 2010 г. №218.
Список литературы Оптимизация технологических параметров упруго-пластической гибки длинномерных обшивок и панелей переменной кривизны
- Лысов, М.И. Формообразование деталей гибкой/М.И. Лысов, Н.В. Сосов.-М.: Машиностроение, 2001.388 с.
- Малащенко, А.Ю. Определение технологических параметров гибки-прокатки длинномерных обшивок и панелей крыла//Вестник ИрГТУ. 2013. №11. С. 41-47.
- Пашков, А.Е. Об автоматизации процесса гибки-прокатки деталей типа обшивок крыла в комбинированном процессе формообразования/А.Е. Пашков, А.Ю. Малащенко//Вестник ИрГТУ. 2011. №11. С. 37-42.
