Оптимизация технологического процесса производства комбинированной высокорастяжимой пряжи пневмомеханическим способом прядения

Автор: Дягилев Андрей Степанович
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 1 (16), 2009 года.
Бесплатный доступ
Статья посвящена оптимизации технологического процесса прядения комбинированной высокорастяжимой пряжи пневмомеханическим способом. Для пряжи линейной плотностью 50 текс с вложением эластомерной нити Дорластан 15 текс оптимизированы крутка и предварительное растяжение эластомерного компонента. Определена область Парето параметров оптимизации, и предложен комплексный критерий, характеризующий качество комбинированной высокорастяжимой пряжи.
Текстильные материалы, пневмомеханический способ прядения, оптимизация технологических процессов, комбинированные пряжи, свойства пряж, физико-механические свойства, технологические процессы, параметры процессов, высокорастяжимые пряжи, производство пряж, пневмомеханическое прядение, формирование пряж, показатели пряж, оптимизация процессов, комбинированные высокорастяжимые пряжи
Короткий адрес: https://sciup.org/142184555
IDR: 142184555
Текст научной статьи Оптимизация технологического процесса производства комбинированной высокорастяжимой пряжи пневмомеханическим способом прядения
На кафедре ПНХВ УО «ВГТУ» разработан технологический процесс получения комбинированной высокорастяжимой пряжи на пневмомеханических прядильных машинах БД-200 и ППМ 120. Отличительной особенностью данной технологии является возможность формирования комбинированной высокорастяжимой пряжи путем подачи комплексной эластомерной нити в рабочую зону прядильной камеры [1]. Для нового технологического процесса актуальна задача оптимизации, направленная на поиск оптимальных значений как одной, так и нескольких физикомеханических характеристик комбинированной высокорастяжимой пряжи. Необходимо произвести выбор целевого параметра оптимизации. К комбинированной высокорастяжимой пряже могут предъявляться разные требования при переработке в различный ассортимент текстильных изделий.
При формировании комбинированной высокорастяжимой пряжи на пневмомеханической прядильной машине наибольшее влияние на физикомеханические свойства комбинированной пряжи оказывают крутка волокнистого компонента и предварительное растяжение эластомерного компонента [2], которые и были взяты в качестве входных факторов эксперимента: X 1 – крутка (500 – 1000, интервал варьирования 250), кр/м; X 2 – предварительное растяжение эластомерной нити (200 – 400, интервал варьирования 100), %.
В условиях РУП «БПХО» и лабораторных условиях кафедры ПНХВ и кафедры ткачества УО «ВГТУ» был проведен полный факторный эксперимент для пряжи линейной плотностью 50 текс, в качестве эластомерного сердечника использовалась эластомерная нить Дорластан линейной плотностью 15 текс, обкручивающий компонент – хлопок 100%.
На комбинированную высокорастяжимую пряжу пневмомеханического способа прядения не существует нормативных документов, характеризующих ее физико- механические свойства, поэтому использовались государственные отраслевые стандарты для эластомерных [3] и текстурированных [4] нитей. Критериями оптимизации были определенны следующие показатели физико-механических свойств комбинированной пряжи: Y1 – разрывная нагрузка, сН; Y2 – коэффициент вариации по разрывной нагрузке, %; Y3 – коэффициент вариации по линейной плотности, %; Y4 – разрывное удлинение, мм; Y5 – коэффициент вариации по разрывному удлинению, %; Y6 – извитость, %; Y7 – растяжимость, %; Y8 – устойчивость извитости, %.
После реализации матрицы планирования и проведения корреляционнорегрессионного анализа экспериментальных данных с помощью пакета прикладных программ «STATISTICA» было определенно, что Y 1 имеет сильную прямую связь с Y 4 (r=0,727) и сильную обратную связь с Y 5 (r=-0,819), при этом Y 4 и Y 5 имеют между собой сильную обратную связь (r=-0,805). Так же Y 6 имеет функциональную связь с Y 7 (r=0,996), это обусловлено тем, что растяжимость ( R ) и степень извитости ( E ) пряжи определяются на основании одних и тех же исходных данных:
L - L L - L
R = -2—L • 100 и E = -2—1- • 100
и где
-
l 1 - длина мотка нити с грузом предварительного натяжения, мм;
-
l 2 - длина мотка нити под действием растягивающей нагрузки, мм.
При решении задачи оптимизации технологического процесса производства комбинированной высокорастяжимой пряжи целесообразно исключить показатель извитости (Y 6 ), разрывное удлинение (Y 4 ) и коэффициента вариации по разрывному удлинению (Y 5 ).
Коэффициенты регрессионных моделей физико-механических свойств комбинированной высокорастяжимой пряжи пневмомеханического способа прядении линейной плотностью 50 текс:
-
• для разрывной нагрузки:
FP = 564.9+19.816X + 59.983X2-76.25X1X2-109.4X2-55.9X2
-
• для коэффициента вариации по разрывной нагрузке:
F = 11.13 + 0.3383X, + G.516X2-G.805X,X2 -0.75X2 + 0.145X2 (3) CVP 1 2 1 2 12
-
• для коэффициента вариации по линейной плотности:
F = 6.4 + 3.085X, + 0.685X, + 8.845XX2 + 5.71X2 + 3.36X2
C VT 1 2 1 2 12
-
• растяжимость:
FR = 181.82-16.323X1 -21.806X2 -69.235X1X2 -26.585X2 -48.555X2
-
• устойчивость извитости:
FB = 95- 2.456X1 + 4.111X2 - 25.705X1X2 -9.365X2 - 29.45X2
Для удовлетворения требованиям, предъявляемым к комбинированной высокорастяжимой пряже в процессе ткачества, на зависимости показателей пряжи физико-механических свойств пряжи были наложены ограничения и тем самым получена система неравенств (7), ограничивающая область значений для параметров технологического процесса при производстве комбинированной пряжи линейной плотностью 50 текс.
|
FP > 550 cH |
F P |
^ max |
|
F < 11,5% C VP |
FC |
^ min VP |
|
F < 8% (7) C VT |
F C |
^ min VT |
|
F R > 165% |
F R |
^ max |
|
F > 80% B |
F B |
^ max |
Каждый из оптимизируемых показателей комбинированной пряжи (8) может служить целевой функцией при решении задачи оптимизации физикомеханических характеристик пряжи для конкретного ассортимента изделий. Для решения задачи оптимизации по каждому параметру (8) с наложением ограничений
(7) в границах факторного пространства
<
1 < X 1 < 1
- 1 < X 2 < 1
использовалась система
компьютерной математики Maple, и были найдены компромиссные решения для каждого из параметров (таблица 1).
Таблица 1 – Зависимость показателей пряжи от параметров технологического процесса
|
Параметр |
6 s s CO DC S CL » ~ >s H CD О C >S CD О H CD CU о co cu 5 ° “ c CD CD T T T CD CU T X CU CD £ |
Значения оптимизируемых параметров |
|||
|
В натуральных значениях |
В кодированных значениях |
||||
|
о T 5 H ° ->> s Q. s 1 = о bi |
CD О .о 5 CD°. C s CU CD 5 CL H $ CD s X S S o CU ГТ |_ CD О o Ct Я ro CD °- IX Q. CD c |
X1 |
X2 |
||
|
Разрывная нагрузка, сН (Y 1 ) |
581,44 |
717,5 |
350 |
-0,13 |
0,5 |
|
Коэффициент вариации по разрывной нагрузке, % (Y 2 ) |
10,97 |
675 |
301 |
-0,3 |
0,01 |
|
Коэффициент вариации по линейной плотности, % (Y 3 ) |
4,72 |
567,5 |
383 |
-0,73 |
0,83 |
|
Растяжимость, % (Y 7 ) |
184,35 |
700 |
292 |
-0,2 |
-0,08 |
|
Устойчивость извитости, % (Y 8 ) |
96,34 |
620 |
330 |
-0,52 |
0,3 |
При оптимизации технологического процесса прядения комбинированной высокорастяжимой пряжи пневмомеханическим способом целесообразно найти такое компромиссное решение, при котором наблюдается оптимальное сочетание показателей физико-механических свойств пряжи. С этой целью может использоваться обобщенный технологический критерий – функция желательности [5 с. 24]. Таким критерием может служить комплексный показатель качества, для
P хлопчатобумажных нитей [6 с.276] он имеет вид: П =---p— , где Pp - разрывная
T • Cvp нагрузка нити, cH; СР - коэффициент вариации по разрывной нагрузке, %; T -линейная плотность нити, текс. Для комбинированной высокорастяжимой пряжи комплексный показатель качества может иметь вид:
P • R • B
П™ _------ вр VP VT
Y -Y -Y
Y _ 11 J7 8%
Y 2 Y 3
По значениям комплексного критерия, рассчитанным по (9) с помощью пакета прикладных программ «STATISTICA», была построена регрессионная модель:
F' _ 876681.15 -66234.75X . + 3861.20X 2 -525395X ,X2 - 297727.88X 2 -494381.64X 2 (10) к.к. 1 2 1 2 1 2
Таким образом, задача оптимизации технологического процесса производства комбинированной высокорастяжимой пряжи пневмомеханического способа прядения сводится к нахождению экстремума функции комплексного критерия (10) с наложением ограничений (7). При оптимизации физико-механических свойств пряжи с целью переработки в конкретный ассортимент изделий в уравнении, описывающем комплексный критерий качества (9), целесообразно оставлять только наиболее значимые для выбранного изделия физико-механические параметры пряжи. Так же можно ограничится одним наиболее значимым параметром пряжи (таблица 1).
При решении задачи нахождения максимума комплексного критерия (10) в системе компьютерной математики Maple были найдены оптимальные значения входных параметров. В кодированных значениях X 1 = -0.353; X 2 = 0.228. В натуральных значениях крутка комбинированной пряжи - 662 кр/м; предварительное растяжение эластомера - 323 %. Расчетные и экспериментальные значения целевых параметров в точке максимума комплексного критерия приведены в таблице 2.
Таблица 2 – Параметры пряжи в точке максимума комплексного критерия
|
Параметр |
Расчетное значение |
Экспериментальное значение |
|
Разрывная нагрузка, сН |
561,15 |
572,92 |
|
Коэффициент вариации по разрывной нагрузке, % |
11,10 |
11,48 |
|
Коэффициент вариации по линейной плотности, % |
5,64 |
5,82 |
|
Растяжимость, % |
182,34 |
188,42 |
|
Устойчивость извитости, % |
96,17 |
100,08 |
Как видно из таблицы, разность между расчетными и экспериментальными значениями не превышает 5%. Графическое представление решения оптимизационных задач для нахождения экстремумов целевых функций (8, 10) и область Парето входных параметров, ограниченная линиями равного уровня (7), представлена на рисунке 1(а). На рисунке 1(б) представлены линии равного уровня, векторное поле и точка экстремума функции комплексного критерия качества (10) комбинированной высокорастяжимой пряжи.
С использованием методов математического планирования эксперимента получены рациональные физико-механические показатели комбинированной высокорастяжимой пряжи линейной плотностью 50 текс. Физико-механические показатели полученной пряжи обеспечивают возможность ее переработки в ассортимент тканых изделий.
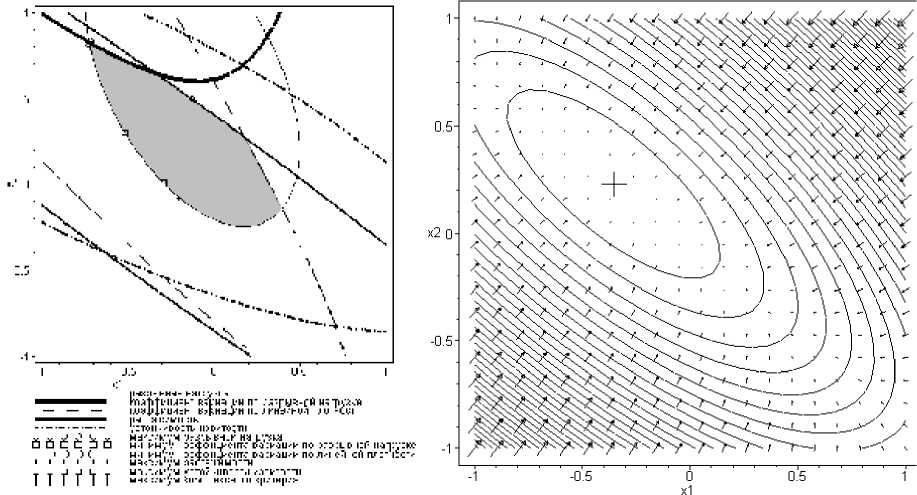
а
б
Рисунок 1 – Графическое представление решения оптимизационной задачи а) Область Парето оптимизируемых параметров; б) Линии равного уровня и векторное поле комплексного критерия
Список литературы Оптимизация технологического процесса производства комбинированной высокорастяжимой пряжи пневмомеханическим способом прядения
- Дягилев, А. С. Технологический процесс получения высокорастяжимой комбинированной пряжи пневмомеханического способа прядения/А. С. Дягилев, А. Г. Коган//Вестник Витебского государственного технологического университета. -2007. -№ 13. -С. 27-30.
- Дягилев, А. С. Структура высокорастяжимой комбинированной пряжи пневмомеханического способа прядения/А. С. Дягилев, А. Г. Коган//Текстильная промышленность. Научный альманах. -2007. -№8. -С. 12-14.
- ГОСТ 28843-90. Нить полиуретановая спандекс. Методы испытаний. -Москва: Издательство стандартов, 1991. ─ 10 с.
- ГОСТ 23363-2001. Нити синтетические текстурированные. Методы определения показателей извитости. ─ Введ. 2003-03-01. -Москва: Издательство стандартов, 2001. ─ 10 с.
- Тихомиров, В. Б. Планирование и анализ эксперимента (при проведении исследований в легкой и текстильной промышленности)/В. Б. Тихомиров. ─ Москва: «Легкая индустрия», 1974.
- Кукин, Г. Н. Текстильное материаловедение (волокна и нити): учебник для вузов/Г. Н. Кукин, А. Н. Соловьев, А. И. Кобляков. -2-е изд., перераб. и доп. ─ Москва: Легпромбытиздат, 1989. -352 с.
