Оптимизация технологии глиноземного производства в филиале ОАО «СУАЛ» «УАЗ - СУАЛ» при переработке боксита СТБР

Автор: Пустынных Е.В., Нифонтов А.А., Пересторонин А.В., Панов А.В.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 5 т.7, 2014 года.
Бесплатный доступ
Представлены данные по переработке боксита СТБР в глиноземном производстве филиала ОАО «СУАЛ» «УАЗ-СУАЛ», показаны результаты опытно-промышленных испытаний на переделах: размол, автоклавное выщелачивание, сгущение и промывка красного шлама при изменении сырьевой корзины глиноземного производства и реализация результатов опытно промышленных испытаний в глиноземном производстве.
Глиноземное производство, боксит стбр, помол, содовыделение, кристалл соды, автоклавное выщелачивание
Короткий адрес: https://sciup.org/146114870
IDR: 146114870 | УДК: 66.011
Optimization of the technology of alumina refinery of branch OJSC «SUAL» «UAZ - SUAL» in processing of bauxite STBR
Presents data on the processing of bauxite СТБР in alumina refinery Branch of OJSC «SUAL» «UAZ - SUAL». There are the results of trials of the stages: grinding, autoclave digestion, thickening and washing of red mud, when the basket bauxite is change. Presents final date the results of trials in the alumina refi nery.
Текст научной статьи Оптимизация технологии глиноземного производства в филиале ОАО «СУАЛ» «УАЗ - СУАЛ» при переработке боксита СТБР
В промышленном масштабе в филиале ОАО «СУАЛ» «УАЗ-СУАЛ» бокситы Средне-Тиманской группы (СТБР) начали перерабатывать с 1998 г. при одновременном вводе в производство с бокситом Северо-Уральского бокситового рудника (СУБР). Для определения эффективности и уточнения параметров переработки такого сырья применительно к условиям «УАЗа» в середине 1995 г. на завод была поставлена опытная партия боксита в количестве 12 тыс. т, на которой проведены промышленные испытания 9–23 августа 1995 г. С 1998 г. филиал ОАО «СУАЛ» «УАЗ-СУАЛ» перерабатывает боксит СТБР в промышленном масштабе с постепенным увеличением его доли в сырьевой корзине предприятия, и в июле 2012 г. был осуществлен переход на переработку 100 % боксита СТБР.
Особенности минералогии
Бокситы Вежаю-Ворыквинского месторождения, в настоящее время перерабатываемые на «УАЗе», относятся к бемит-шамозит-гематитовому типу с небольшой примесью ди
Таблица 1. Состав различных партий бокситов СТБР
Главным глиноземсодержащим минералом бокситов СТБР является бемит, более химически активная форма гидроксида алюминия по сравнению с диаспором бокситов СУБРа (табл. 1). Содержание бемита в бокситах в среднем варьируется от 40 до 56 %. Диаспор содержится в небольшом количестве – 1-4 %. Кремнийсодержащие минералы представлены шамозитом, каолинитом и гидрослюдой. Содержание данных минералов колеблется значительно, что служит отличительной особенностью всех бокситов Средне-Тиманской группы [1].
Низкомодульным бокситам присуще более высокое содержание шамозита. Химический состав шамозитов очень непостоянен. Соотношение FeO и Fe2O3 в шамозите меняется, что определяет его растворимость в щелочно-алюминатных растворах. По нашим данным, при температуре ~235 °С шамозит разлагается не более чем на 20 %, а в отдельных случаях практически полностью переходит в красный шлам. Следует отметить, что для бокситов с более высоким содержанием шамозита характерна наибольшая степень его разложения.
Основным железосодержащим минералом в бокситах СТБР является гематит. Содержание гетита в среднем составляет 4-5 %, однако в шамозитизированных бокситах достигает 8÷10 %.
Так как добыча боксита СТБР производится открытым способом, влажность боксита в среднем по году равна 17÷18 % (в переходные периоды достигает 19÷20 %), а в отдельных партиях поднимается до 23 %. Бокситы Среднего Тимана характеризуются повышенным содержанием цинка, содержание которого варьируется от 0,02 до 0,061 % [2].
Технологические проблемы и пути оптимизации технологии
При освоении боксита СТБР в существующей технологической схеме глиноземного производства «УАЗа» возник ряд технологических проблем, потребовавших первоочередного решения:
-
- высокое содержание влаги в боксите, особенно в переходные периоды;
-
- повышенное газовыделение в процессе автоклавного выщелачивания;
-
- увеличение количества шлама при переходе на переработку боксита с кремневым модулем ~ 6,5 единиц;
-
- быстрое зарастание автоклавов и транспортных перетоков автоклавных батарей;
-
- повышенный фон кремнезема, переходящего в щелочно-алюминатный раствор в процессе автоклавного выщелачивания;
-
- повышенное содержание железа в товарном глинозёме за счёт мелкодисперсного и растворимого железа;
-
- повышенное содержание микропримесей, таких как цинк, фтор, марганец [2].
Определены основные пути оптимизации действующей технологии:
-
- загрубление помола боксита;
-
- снижение концентрации оборотного раствора, оптимизация процесса содовыделе-ния;
-
- снижение дозировочного модуля;
-
- снижение температуры автоклавного выщелачивания боксита текущего поступления до ~228 °С;
-
- определение наиболее эффективных реагентов для разделения пульпы красного шлама;
-
- увеличение межпромывочного периода выпарных батарей.
Загрубление помола боксита
По исследованиям, проведенным специалистами ОАО «РУСАЛ ВАМИ», измельчаемость боксита СТБР в 1,3÷1,5 раза выше, чем боксита СУБР, и его переработка в отделении размола «УАЗа» по действующей технологии (спроектированной на ввод в производство боксита СУБР) приводит к значительному переизмельчению боксита СТБР. При этом содержание фракции «–56 мкм» в бокситовой пульпе достигает 87÷89 %.
Для загрубления помола боксита СТБР на одном из технологических участков глиноземного производства проведены испытания и в настоящее время используется схема с сокращенным количеством песковых мельниц: 2÷3 вводящие мельницы (Ø2,7 х L 3,6 м) и одна песковая трубная мельниц (Ø2,2 х L12,0 м) с двухстадийной классификацией бокситовой пульпы. Использование предлагаемой схемы в производстве позволило снизить переизмельчение и повысить крупность бокситовой пульпы по классу «+160 мкм» до 3,5 %, при этом производительность мельниц участка возросла ~на 30 %.
В данный момент в цехе подготовки сырья проходят промышленные испытания по применению схемы одностадийной классификации пульпы. По предварительным результатам использование данной схемы для загрубления помола боксита достаточно эффективно и снижает удельный расход электроэнергии.
Снижение концентрации оборотного раствора, содовыделение, изменение межпромывочного периода
Промышленные испытания по снижению концентрации каустической щелочи в оборотном растворе были первоначально проведены при переработке смеси бокситов СУБР и СТБР – 527 – в соотношении 1:3 и 3:2. Снижение концентрации с 295÷301 до 285÷291 г/дм3 привело к увеличению производительности выпарных батарей по слабому раствору до ~ 6 % и увеличению межпромывочного цикла выпарных батарей на ~ 20 %. Общее снижение расхода 7 атм. пара было достигнуто на уровне 0,032÷0,05 Гкал на 1 т глинозема. Однако на переделе автоклавного выщелачивания было отмечено снижение химического извлечения Al2O3 из боксита в расчете от теоретически возможного в среднем на 0,51÷0,71 % и увеличение расхода сырой пульпы на ~ 3,7 % в расчете на 1 т глинозема.
Переработка 100 % бокситов СТБР привела к изменению физических и химических свойств алюминатных растворов и снизила содержание соды в них, что вызвало ухудшение фильтруемости и снижение скорости ее осаждения на узле отделения соды. Одним из возможных вариантов решения данной проблемы является подача содовой затравки [4]. Для улучшения фильтруемости и увеличения скорости осаждения впервые в промышленном масштабе была опробована технология роста кристалла соды при введении в продукционный выпарной аппарат содовой затравки [3]. Испытания проводили в трех режимах по содержанию твердой фазы в упаренном алюминатном растворе: 80 (без содовой затравки), 130 (1-й режим), 145 г/дм3 (2-й режим) на выпарной батаре № 21 участка № 11, для чего был смонтирован узел подачи сгущенной содовой пульпы из содоотстойника на выпарную батарею. По результатам испытаний построены зависимости, показывающие изменение во времени плотности упаренной пульпы и концентрации Na2Oку (рис. 1–4).
Средние показатели работы выпарной батареи при работе с содовой затравкой и без нее представлены в табл. 2.
Снижение дозировочного модуля
Проведены промышленные испытания по снижению каустического модуля выщелоченной пульпы с 1,59÷1,67 до 1,53÷1,61 ед. При переработке боксита СТБР с кремниевым модулем 6,6÷7,3 ед. наблюдалось снижение степени извлечения Al 2 O 3 из боксита в раствор на ~2,2 %. Снижение каустического модуля выщелоченной пульпы позволило понизить модуль алюминатного раствора, поступающего в систему декомпозиции, на 0,02÷0,04 ед. и, соответственно, увеличить наработку гидроксида до ~4,5 %.

Рис. 1. Изменение концентрации Na2Oку от времени (1-й режим)
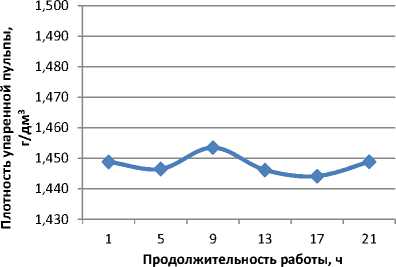
Рис. 2. Изменение плотности упаренной пульпы от времени (1-й режим)
Таблица 2. Средние показатели работы выпарной батареи
|
Анализируемая среда |
Без содовой затравки |
1-й режим |
2-й режим |
|
Содержание твердой фазы в упаренной пульпе, г/дм3 |
80 |
130 |
145 |
|
Межпромывочный период, ч |
17,5 |
24,3 |
44,3 |
|
Средний размер кристалла соды, мм |
0,179 |
0,300 |
0,398 |
|
Концентрация Na 2 O ку, г/дм3 |
285,12 |
277,15 |
283,95 |
|
Плотность упаренного раствора, г/дм3 |
1,430 |
1,448 |
1,472 |
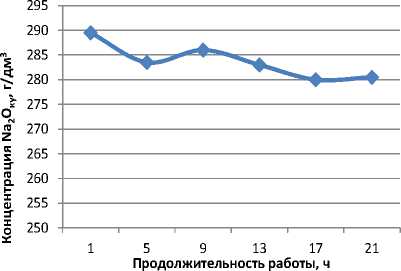
Рис. 3. Изменение концентрации Na2Oку от времени (2-й режим)
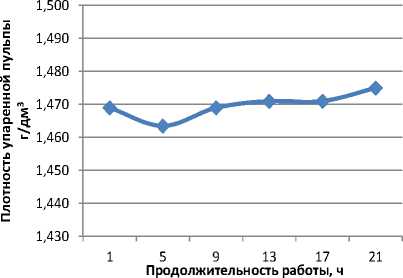
Рис. 4. Изменение плотности упаренной пульпы от времени (2-й режим)
Снижение температуры автоклавного выщелачивания боксита до 230÷228 °С
Температура обработки боксита СТБР щелочно-алюминатным раствором – один из основных факторов, определяющих степень извлечения Al 2 O 3 . Целью проведения промышленных испытаний в январе-мае 2013 г. являлось определение возможности снижения температуры выщелачивания до 230÷228 °С при сохранении регламентированных значений дозировочного модуля и химического извлечения Al2O3 из боксита в раствор. Испытания показали, что при выщелачивании боксита СТБР с кремниевым модулем ~6,35 ед. при температуре ~228 °С снижения степени извлечения Al2O3 из боксита в раствор не отмечено, при этом извлечение глинозема в раствор в среднем составляет более 97,0 % от теоретически возможного. Периодически было зафиксировано резкое снижение химического извлечения Al2O3 на 1,5÷2,0 %, обусловленное, вероятно, неравномерностью минералогического состава тиманского боксита по содержанию в нем диаспора.
Подбор реагентов для эффективного разделения пульпы красного шлама
Боксит СТБР характеризуется увеличенным шламообразованием и высоким удельным расходом флокулянта. Для снижения удельной стоимости обработки красного шлама при со-– 529 – хранении заданных технологических параметров проводятся промышленные испытания по подбору наиболее эффективных реагентов и оптимальных параметров процесса (содержание твердого в пульпе питания сгустителей, дозировка и ввод флокулянта в различные точки, рН раствора для приготовления реагента).
Проблемы зарастания
Переработка 100 % боксита СТБР приводит к увеличенному зарастанию технологического оборудования:
-
- забивка автоматических и ручных сдувок на автоклавных батареях;
-
- заиливание выносных сифонов автоклавных батарей с верхним подводом пара;
-
- уменьшение периодов работы автоклавных батарей между чистками с 5-6 до 3-4 месяцев;
-
- увеличение количества чисток трубопроводов сырой пульпы.
Проблемы зарастания решаются увеличением количества чисток, но для сохранения коэффициента использования оборудования снижено время чистки и ремонта с 14 до 9 дней за счет механизации (применение установок высокого давления «Woma», «Hammelman») и организации многосменной работы. Проводится подбор реагентов для проведения химической очистки теплообменного оборудования.
Дальнейшие направления работ по оптимизации технологии
-
1. Отработка технологии получения средних щелоков для выщелачивания боксита СТБР путем смешения оборотных растворов различных концентраций. Определена концентрация оборотного раствора для низко- и высококонцентрированного упаривания. Низкоконцентрированное упаривание осуществляется до концентрации 240 г/л по каустической щелочи. Для выделения соды концентрация оборотного раствора составляет 300 г/л по каустической щелочи.
-
2. Перевод пяти корпусных батарей для получения низкоконцентрированного оборотного раствора без содовыделения.
-
3. Увеличение корпусности выпарных батарей участка № 3 с трех до четырех и пяти.
-
4. Проведение промышленных испытаний по снижению модуля выщелоченной пульпы без значительного снижения химического извлечения.
Результаты работы
В таблице 3 представлены основные расходные коэффициенты на 1 т глинозема при переработке смеси бокситов в соотношении 50/50 и при 100 % СТБР.
Выводы
-
1. В июле 2012 г. был осуществлен переход на переработку 100 % боксита СТБР в глиноземном производстве филиала ОАО «СУАЛ» «УАЗ – СУАЛ».
-
2. Содержание основных минералов бокситов СТБР значительно колеблется, что вызывает периодическое снижение химического извлечения Al2O3 на 1,5^2,0 % на переделе автоклавного выщелачивания.
-
3. Определены основные технологические проблемы при изменении сырьевой корзины, показаны пути решения технологических проблем, проведен ряд опытно-промышленных испытаний, произведена корректировка технологических режимов на переделах: размол, автоклавное выщелачивание, сгущение и промывка красного шлама, содовыделение.
-
4. Достигнуто снижение расхода теплоэнергии на 6,75 % и электроэнергии на 5,12 % при переработке 100 % боксита СТБР относительно работы глиноземного производства при переработке шихты 50 % боксита СУБР и 50 % боксита СТБР.
Таблица 3. Средние показатели работы глиноземного производства «УАЗа»
|
Наименование |
Единицы измерения |
50 СУБР / 50 СТБР 5 месяцев 2012 г. |
100 % СТБР 5 месяцев 2013 г. |
|
Боксит ( сух) |
т |
2,4460 |
2,5834 |
|
Теплоэнергия |
Гкал |
3,5544 |
3,3148 |
|
Электроэнергия |
Квт |
422,46 |
400,84 |
|
Сода |
кг |
108,85 |
147,15 |
|
Флокулянт |
кг |
0,7110 |
0,9373 |
|
Известь |
т |
0,0527 |
0,1074 |
