Оптимизация устойчи- вого состава мелкозернистого бетона для 3D-печати с частичной заменой песка золошлаковыми отходами

Автор: Рахимов М.А., Аубакирова З.А., Алдунгарова А.К., Менендес Пидаль де Наваскуэс И., Молдамуратов Ж.Н.
Журнал: Нанотехнологии в строительстве: научный интернет-журнал @nanobuild
Рубрика: Технологии производства строительных материалов и изделий
Статья в выпуске: 3 т.17, 2025 года.
Бесплатный доступ
Введение. В условиях устойчивого строительства важной задачей становится разработка эффективных решений по переработке и повторному использованию золошлаковых отходов, образующихся при работе ТЭЦ. Современные исследования подтверждают потенциал золошлака как частичного заменителя традиционного песка в бетонных смесях. Однако большинство работ сосредоточено на традиционном бетоне и не учитывает специфические требования к реологическим свойствам и межслойной адгезии, критически важным для технологии 3D-печати. Методы и материалы. В исследовании использовались портландцемент М450, золошлак Усть-Каменогорской ТЭЦ, дроблёный песок и суперпластификатор MasterGlenium. Разработка бетонных смесей проводилась поэтапно: базовый состав, контрольный (с повышенным водоцементным отношением) и экспериментальные составы с заменой песка на 25% и 50% золошлака. Образцы изготавливались методом 3D-печати на строительном принтере S-6045 и испытывались на прочность, плотность, межслойную адгезию, а также подвергались микрои наноструктурному анализу. Результаты и обсуждение. В ходе экспериментов были разработаны бетонные смеси с 25% и 50% заменой песка золошлаковыми отходами, показавшие снижение плотности и прочности по сравнению с контрольным составом. Однако смеси с 25% золошлака сохранили удовлетворительную прочность, формоустойчивость и межслойную адгезию. Микрои наноструктурный анализ подтвердил связь между уплотнением структуры и физико-механическими характеристиками. Несмотря на ограничения, исследование продемонстрировало потенциал золошлаковых отходов ТЭЦ как компонента для 3D-печати при условии оптимизации состава и технологии экструзии. Заключение и выводы. Результаты исследований показали, что замена 25% песка золошлаковыми отходами является оптимальной для составов мелкозернистого бетона, предназначенного для 3D-печати. Такой подход позволяет повысить ресурсную эффективность и экологичность строительных технологий без ухудшения эксплуатационных характеристик готовых изделий.
3D-печать бетона, золошлаковые отходы, формоустойчивость, межслойная прочность, устойчивое строительство, микро- и наноструктура
Короткий адрес: https://sciup.org/142244866
IDR: 142244866 | УДК: 691.335 | DOI: 10.15828/2075-8545-2025-17-3-296-306
Optimization of a sustainable composition of fine-grained concrete for 3D printing with partial substitution of sand with fly ash and slag waste
Introduction. In the context of sustainable construction, one of the key challenges is the development of effective strategies for the management and recycling of fly ash and slag waste produced by thermal power plants. Recent studies confirm the potential of such waste as a partial substitute for conventional sand in concrete mixtures. However, most research focuses on conventional concrete and does not consider the specific requirements for rheological properties and interlayer adhesion, which are critical for 3D printing technology. Methods and Materials. The study used Portland cement CEM I 42.5N, fly ash and slag waste from the Ust-Kamenogorsk TPP, crushed sand, and the MasterGlenium superplasticizer. The concrete mix design was developed in stages: a base mix, a control mix (with an increased water-to-cement ratio), and experimental mixes with 25% and 50% sand replacement by fly ash and slag waste. Samples were printed using a construction 3D printer (model S-6045) and tested for compressive strength, density, interlayer adhesion, and subjected to micro and nanostructural analysis. Results and Discussion. Experimental mixtures with 25% and 50% sand replacement showed reduced density and strength compared to the control mix. However, the 25% replacement mix maintained satisfactory strength, shape stability, and interlayer bonding. Micro and nanostructural analysis confirmed the relationship between structural compaction and physical-mechanical properties. Despite some limitations, the study demonstrated the potential of TPP-derived ash and slag waste as a viable component in 3D printing, provided the composition and extrusion parameters are optimized. Conclusion. The results indicate that replacing 25% of sand with fly ash and slag waste is optimal for fine-grained concrete mixtures intended for 3D printing. This approach improves resource efficiency and environmental sustainability without compromising the performance of the final products.
Текст научной статьи Оптимизация устойчи- вого состава мелкозернистого бетона для 3D-печати с частичной заменой песка золошлаковыми отходами
Рахимов М.А., Аубакирова З.А., Алдунгарова А.К., Менендес Пидаль де Наваскуэс И., Молдамуратов Ж.Н. Оптимизация устойчивого состава мелкозернистого бетона для 3D-печати с частичной заменой песка золошлаковыми отходами. Нанотехнологии в строительстве. 2025;17(3):296–306. – EDN: BISWAS.
В современных условиях устойчивого строительства актуальной задачей становится поиск эффективных решений по переработке и вторичному использованию золошлаковых отходов, образующихся в результате работы ТЭЦ. Анализ литературных данных показывает наличие значительного интереса к данной теме, однако также выявляет целый ряд нерешенных вопросов, касающихся применения золошлака в составе мелкозернистого бетона для 3D-печати.
Работы [1, 2] продемонстрировали, что включение золы и шлака в качестве заполнителей может сохранять или даже улучшать прочностные характеристики бетона. Однако оба исследования сосредоточены на традиционном бетоне и не рассматривают специфику реологических свойств, критичных для 3D-печати, а также влияние текстуры и пористости шлаковых компонентов на сцепление между слоями.
В исследовании [3] рассматривалась возможность применения цементно-зольных составов в 3D-печати. Эта работа сосредоточена на свойствах смесей в свежем состоянии без учета долговременной прочности и микро- и наноструктурной стабильности. В работах [4–6] анализировалось влияние параметров 3D-печати (толщина слоя, скорость подачи,
ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ интервал времени между слоями) на прочностные характеристики. Однако они не рассматривают, как конкретный состав заполнителей влияет на формо-устойчивость и адгезию.
В обзоре методов 3D-печати [7] указывается на потенциал минеральных добавок, включая золу и шлак, однако не оценивается их прямое влияние на микро- и наноструктуру напечатанных изделий. Исследователи [8] подчеркнули необходимость индивидуальной адаптации состава под каждый тип 3D-принтера, что усиливает важность подбора активных компонентов на основе золошлака. Исследования [9] описывают пуццолановую активность золы и ее влияние на микро- и наноструктуру и прочность бетона на поздних стадиях твердения. Однако в этой работе отсутствует анализ поведения золы в экструдируемых смесях и в условиях слоистой укладки. В работе [10] отмечается, что летучая зола, образующаяся как побочный продукт на угольных электростанциях, все чаще используется как компонент в производстве высокопрочного бетона. Это подчеркивает ее потенциал как эффективного наполнителя и вяжущего компонента в смесях для 3D-печати.
Понимание реологии имеет критическое значение для управления прокачиваемостью и фор-моустойчивостью, особенно при 3D-печати. Для эффективного использования самоуплотняющегося бетона, как подчеркивается в [11], необходимы численные модели, учитывающие форму конструктивного элемента, характеристики бетонной смеси и особенности технологии укладки – данные принципы актуальны и для 3D-печати. В 3D-печати бетонная смесь нагнетается под высоким давлением и подается с низкой скоростью, что, как отмечается в исследовании [12], требует точной регулировки реологических свойств. Необходимость термообработки для достижения ранней прочности геопо-лимерного бетона, согласно данным [13], ограничивает его применение в монолитных конструкциях. В то же время исследования [14, 18–20] предложили применение золы в геополимерах как альтернативу цементу. Отмечается, что зола способна замещать цемент до 20% [15, 19, 21], однако данное исследование не учитывает специфику 3D-печати. Несмотря на активное развитие аддитивных технологий в строительстве, как указано в работе [16, 22–24], по-прежнему ощущается дефицит комплексных исследований, охватывающих свойства материалов, их пригодность для печати и долговечность изделий.
Таким образом, проведенный анализ исследований последних лет позволяет выделить следующие нерешенные вопросы:
– недостаточное количество исследований, изучающих влияние фракционного состава золошлака на формоустойчивость и адгезию между слоями в условиях 3D-печати;
– отсутствие комплексного подхода, объединяющего микро- и наноструктурный анализ, оценку прочности и реологических свойств в рамках одного исследования;
– ограниченность данных о взаимодействии золошлаковых компонентов с добавками (пластификаторами) в контексте стабильности геометрии изделий при экструзии.
Эти пробелы обосновывают актуальность проведенного исследования, направленного на разработку и оптимизацию состава мелкозернистого бетона для 3D-печати с использованием золошлаковых отходов в качестве частичной замены песка.
Целью настоящего исследования является выявление влияния золошлаковых отходов, используемых в качестве частичной замены песка (в объеме 25% и 50%), на физико-механические и технологические свойства мелкозернистого бетона, предназначенного для 3D-печати.
Исследование направлено на установление закономерностей изменения прочности, пластичности, формоустойчивости и межслойной адгезии бетонной смеси в зависимости от дозировки золошлаковых компонентов, а также на изучение их влияния на микро- и наноструктуру материала.
Полученные результаты послужат основой для разработки эффективного состава мелкозернистого бетона, обеспечивающего стабильность формы, надежность слоистого сцепления и долговечность напечатанных изделий, что позволит рационально использовать промышленные отходы и снизить потребность в природных ресурсах при строительстве.
МАТЕРИАЛЫ И МЕТОДЫ
Для проведения экспериментального исследования были использованы следующие материалы: портландцемент М450 (производства ТОО «Бухтар-минская цементная компания»), дробленый песок, золошлак из золоотвала № 2 Усть-Каменогорской ТЭЦ, а также поликарбоксилатный суперпластификатор MasterGlenium.
Химический состав примененных материалов приведен в табл. 1 и 2. Дробленый песок характеризовался модулем крупности 1,5, насыпной плотностью 1,5 г/см3, истинной плотностью 2,75 г/см3, содержанием глины в комках 0,9% и удельной поверхностью 280 м2/г. Золошлак характеризуется модулем крупности 1,0, насыпной плотностью 1080 г/см³, истинной плотностью 2,4 г/см³ и удельной поверхностью 0,2 м²/г.
По гранулометрическому составу золошлак соответствует требованиям к мелкому заполнителю:
ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
Таблица 1. Химический состав цемента марки М450 (Бухтарминская цементная компания, Казахстан)
|
№ п/п |
Название материала |
Содержание оксидов, % |
||||||||
|
Al2°3 |
FeO3 |
CaO |
MgO |
Na2O |
K2O |
TiO2 |
P2O5 |
SrO |
||
|
1 |
Цемент БЦК |
5,01 |
3,07 |
40,38 |
1,77 |
1,75 |
0,9 |
0,245 |
0,1119 |
0,0426 |
Таблица 2. Химический состав золошлаковых отходов (золоотвал котельной № 2 Усть-Каменогорской ТЭЦ, Казахстан)
Подбор состава осуществлялся на основе требований к мелкозернистому бетону с целью обеспечения формоустойчивости смеси. Формоустойчивость определялась по осадке конуса (рис. 1а). Полученный состав продемонстрировал удовлетворительные характеристики и был принят в качестве базового.
Далее базовый состав был доработан в два этапа. На первом этапе разрабатывался контрольный состав, в котором было увеличено водоцементное соотношение с целью улучшения экструзии, поскольку исходный базовый состав обладал повышенной жесткостью и не обеспечивал стабильную подачу материала через сопло. При определении реологических свойств смеси повышение ее подвижности позволило достичь оптимального баланса между формоустойчивостью и технологичностью, необходимого для применения в 3D-печати (рис. 1б). Необходимость тщательного регулирования отношения воды к цементу и дозировки примесей подтверждается другими исследованиями, включающими комплексные добавки для улучшения свойств смеси [25].
На втором этапе разрабатывался экспериментальный состав. В бетонных смесях песок был частично заменен золошлаком фракции 0,315–0,14 мм в объемах 25% и 50%. Золошлак предварительно просеивался через сито № 2,5–0,16 мм. Угловатая форма


Рис. 1. Определение реологических свойств бетонной смеси: а - определение осадки конуса базового состава (ОК), б – определение подвижности смеси контрольных, экспериментальных составов
ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ дробленого песка использовалась в качестве основы для повышения сцепления в смеси.
Расход материалов был перерассчитан на 25 кг, поскольку опыт показал, что при увеличении массы смеси возникают затруднения при ее перемешивании в бункере, а также снижается стабильность процесса экструзии через сопло из-за конструктивных особенностей оборудования.
Изготовление образцов осуществлялось на строительном 3D-принтере марки S-6045 (рис. 2), установленном в Восточно-Казахстанском техническом университете имени Д. Серикбаева. Принтер предназначен для печати архитектурных и ландшафтных элементов.
Модель S-6045 является усовершенствованной версией серии S, разработанной на базе платформы S-6043. Экспериментальные и контрольные образцы изготавливались методом послойной печати, выдерживались в нормальных условиях и испытывались на прочностные характеристики. Через сутки после печати образцы выпиливались и помещались в камеру нормального твердения, где выдерживались в течение 7, 14 и 28 суток.
Для определения прочности межслойного сцепления применялись испытания на расщепление цилиндрических образцов с использованием пресса ПГМ-1000МГ4. Методика была адаптирована для оценки прочности вдоль контактных слоев, сформированных при 3D-печати, по аналогии с подходом, предложенным в [18]. Общий вид оборудования и схема нагружения представлены на рис. 3.
Прочность на сжатие определялась на гидравлическом прессе ПГМ-1000МГ4 в соответствии с ГОСТ 10180-2012. Общий вид испытания приведен на рис. 4.
Средняя плотность образцов определялась в соответствии с EN 1015–11. Для оценки микро- и наноструктуры применялся сканирующий электронный микроскоп (СЭМ).
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
В результате экспериментального подбора состава, включая регулирование водоцементного отношения и введение пластификатора для обеспечения требуемых реологических свойств смеси, были разработаны контрольные и экспериментальные составы. Изменение дозировок компонентов привело к изменению водоцементного отношения, содержания воды и заполнителей, что отражено в табл. 3.
В табл. 4 представлены экспериментальные данные по плотности, прочности при раскалывании и прочности на сжатие бетонных смесей с различной долей замены песка золошлаковыми отходами.
Анализ данных табл. 4 показывает, что увеличение содержания золошлака приводит к снижению плотности и прочности бетона, особенно на ранних сроках твердения.
На рис. 5 представлено изменение средней плотности бетонных смесей в зависимости от доли замены песка золошлаковыми отходами. Отмечается тенденция к снижению плотности с увеличением

Рис. 2. Строительный 3D-принтер марки S-6045: 1 – печатающая головка, 2 – загрузочный бункер, 3 – механизм поперечного движения, 4 – рама 3D принтер, 5 – готовое изделие

ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
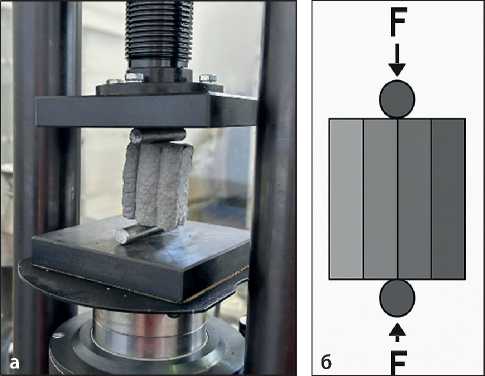
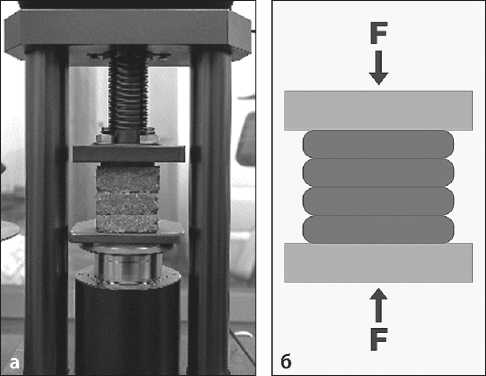
Рис. 3. Испытание на раскалывание – испытание на прочность межслойного соединения
Рис. 4. Испытание на сжатие материалов, напечатанных на 3D-принтере содержания золошлака, что связано с более низкой насыпной плотностью и высокой пористостью золошлаковых частиц.
На рис. 6 представлена динамика изменения осевой прочности на сжатие в зависимости от возраста твердения. Прочность контрольной смеси стабильно превышает показатели образцов с добавлением золошлака, особенно на ранних сроках. Однако к 28 суткам разница снижается, что свидетельствует о развитии пуццолановой активности золошлаковых компонентов.
Рис. 8 демонстрирует аналогичную тенденцию по прочности при раскалывании. Смеси с 25% содержанием золошлака показали приемлемые прочностные характеристики, тогда как при 50% замены наблюдается снижение прочности, особенно на ранних сроках твердения. Это связано с недостаточным уплотнением структуры материала.
На рис. 9 представлены изображения микро-и наноструктуры бетонных образцов, полученные с использованием сканирующей электронной микроскопии (СЭМ).
Микро- и наноструктурный анализ показал, что в смеси с заменой песка на 50% золошлака (в, г) структура менее уплотненная, с выраженной пористостью и незаполненными порами, в то время как смесь с 25% золошлака (а, б) демонстрирует более компактную упаковку гидратных продуктов. Контрольный состав (д, е) характеризуется однородной и плотной структурой с развитой системой
Таблица 3. Экспериментальные составы мелкозернистого бетона с различным содержанием золошлаковых отходов
|
Смесь |
Цемент (кг) |
Дробленый песок (кг) |
Золошлак (кг) |
Вода (мл) |
Пластификатор (мл) |
В/Ц |
|
К |
594 |
1367 |
0 |
220 |
5,94 |
0,37 |
|
(25% золошлак) |
594 |
1025 |
342 |
255 |
5,94 |
0,42 |
|
(50% золошлак) |
594 |
684 |
683 |
298 |
5,94 |
0,50 |
Таблица 4. Физико-механические характеристики бетонных смесей с золошлаком
|
№ |
Плотность, кг/м3 |
Прочность на сжатие в возрасте, дней, МПа |
Прочность на расщепление в возрасте, дней, МПа |
||||||
|
7 |
14 |
28 |
7 |
14 |
28 |
7 |
14 |
28 |
|
|
1 |
2153 |
2171 |
2213 |
12,5 |
23,4 |
25,6 |
2,1 |
2,9 |
3,3 |
|
2 |
1580 |
1593 |
1620 |
8,6 |
18,0 |
19,2 |
1,8 |
2,0 |
2,9 |
|
3 |
1320 |
1320 |
1432 |
6,4 |
11,1 |
15,8 |
1,3 |
1,7 |
1,9 |
ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
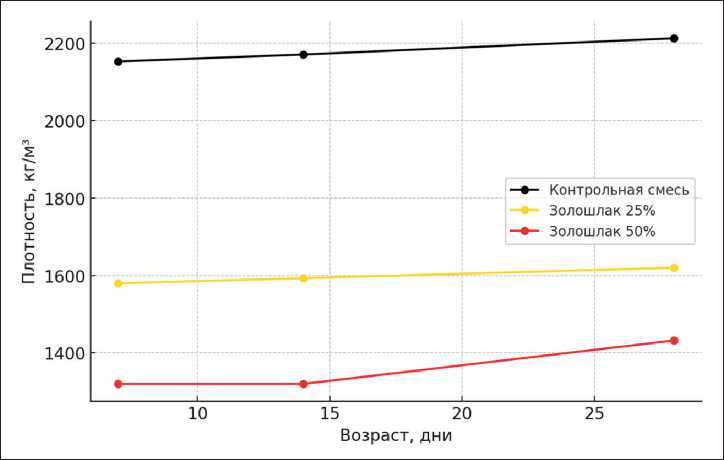
Рис. 5. Средняя плотность бетонных смесей с различной долей замены песка на золошлак (ось X – состав смеси: контроль, 25%, 50%; ось Y – плотность, кг/м³)
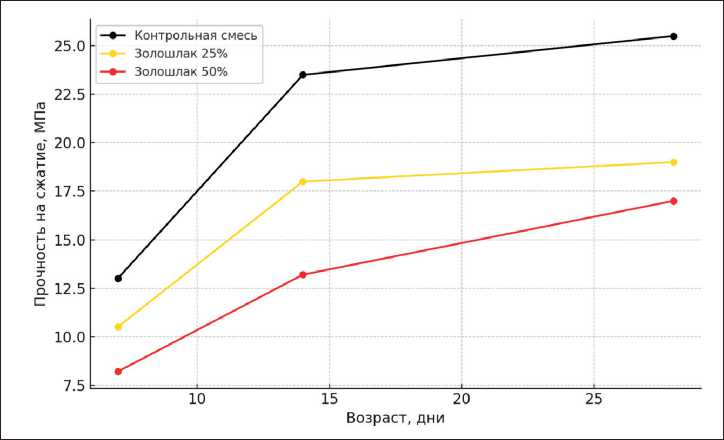
Рис. 6. Динамика прочности на сжатие бетонных смесей с различной долей золошлака в возрасте 7, 14 и 28 суток
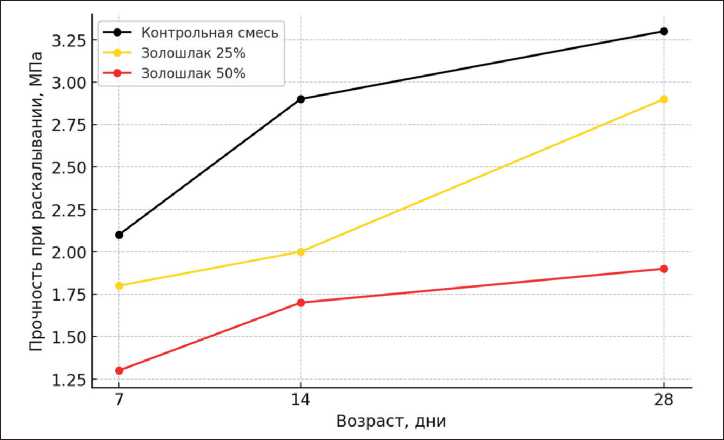
Рис. 7. Прочность при раскалывании бетонных образцов на 7, 14 и 28 сутки в зависимости от доли золошлака
ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
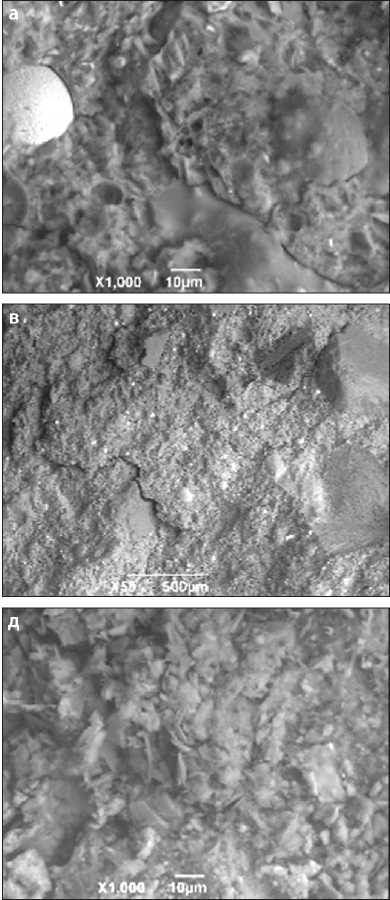
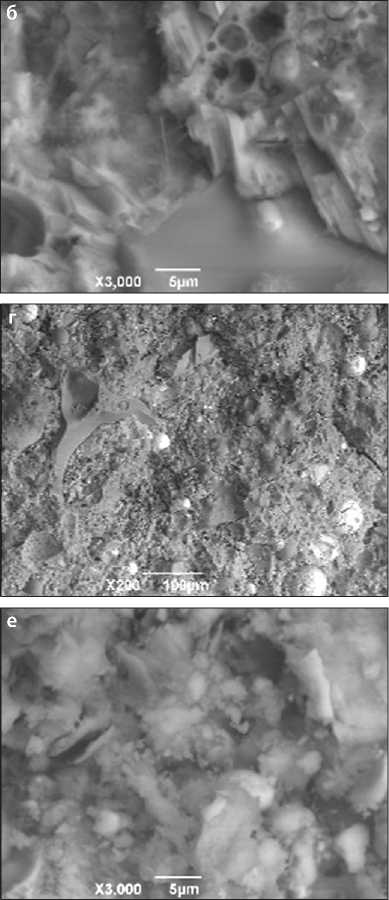
Рис. 8. СЭМ изображения образцов: а, б – 25% золошлака, в, г – 50% золошлака, д, е – контрольный
C–S–H-фаз. Эти наблюдения согласуются с результатами испытаний прочности и подтверждают значительное влияние микро- и наноструктуры на физико-механические свойства смесей.
Предложенный подход отличается от существующих тем, что включает комплексную оценку не только прочностных характеристик, но и формоустой-чивости, межслойной адгезии и технологичности смеси. Использование целенаправленного фракционного отбора золошлака (0,315–0,14 мм) позволило достичь баланса между прокачиваемостью и стабильностью формы, а применение адаптированных режимов экструзии обеспечило стабильность послойной укладки. Полученные образцы отличались удовлетворительной формоустойчивостью и стабильностью слоистой структуры (рис. 9).
Тем не менее, проведенное исследование имеет ряд ограничений. В работе применялся только один тип золошлаковых отходов, что снижает универсальность полученных результатов. Кроме того, прочностные характеристики изучались в пределах 28 суток, в то время как известно, что активность золошлаковых материалов может проявляться на более поздних сроках твердения. Также не проводился анализ устойчивости к воздействию агрессивных сред, а также к циклам замораживания и оттаивания, что необходимо для комплексной оценки долговечности материала.
В дальнейшем планируется продолжить исследования в направлениях, связанных с количественным анализом пористости и фазового состава (например, с применением методов рентгеновской ком-
ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
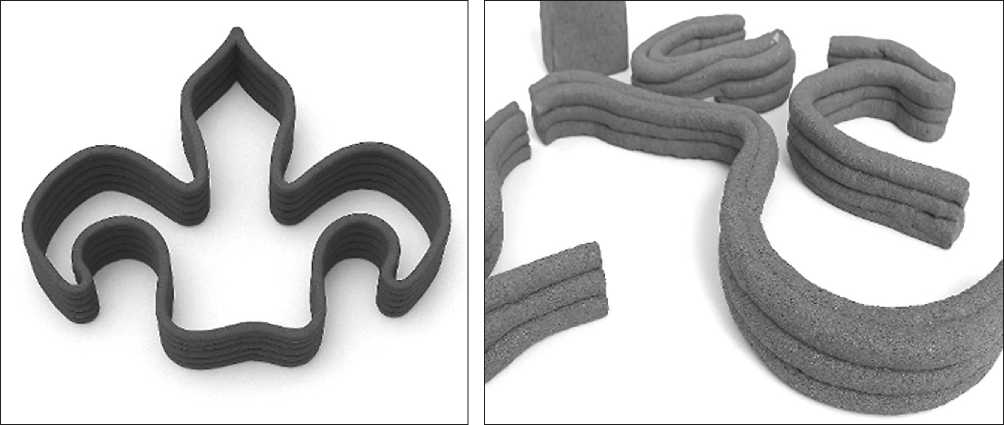
Рис. 9. Внешний вид образцов, полученных методом 3D-печати
пьютерной томографии – X-ray CT и рентгеновской дифракции – XRD), расширением объема статистической выборки, а также с изучением усадки и деформационных свойств, имеющих важное значение для 3D-печатных элементов.
Развитие данного направления также может включать использование различных типов золош-лака и других техногенных добавок, анализ параметров печати (скорости, интервалов между слоями, режимов твердения), а также внедрение цифровых методов контроля и математического моделирования формоустойчивости и прочности. Одной из ключевых задач будущих исследований станет разработка нормативных критериев оценки свойств композитов с использованием промышленных отходов, предназначенных для аддитивного строительства. Предполагаемые трудности связаны с высокой вариативностью состава золошлака, масштабируемостью технологии и необходимостью согласования эксплуатационных требований с параметрами смеси и печати.
Таким образом, проведенное исследование подтвердило возможность эффективного использования золошлаковых отходов в качестве частичной замены песка в бетонных смесях для 3D-печати при условии оптимизации состава и технологических параметров, обеспечивающих требуемые прочностные и технологические характеристики.
ЗАКЛЮЧЕНИЕ
Проведенное исследование позволило успешно реализовать все поставленные задачи и получить комплексную оценку влияния золошлаковых отхо- дов на свойства мелкозернистого бетона, предназначенного для 3D-печати. На основании физикохимического анализа компонентов были обоснованы исходные параметры для подбора состава бетонной смеси. Разработка экспериментальных рецептур с частичной заменой песка на 25% и 50% золошла-ка продемонстрировала, что уровень замены в 25% обеспечивает оптимальное сочетание формоустой-чивости, прочности и технологичности.
Проведенные реологические испытания подтвердили, что смеси с добавлением золошлака могут быть адаптированы к условиям экструзионной печати за счет регулирования водоцементного отношения и дозировки пластификатора. Были определены предельные значения подвижности, обеспечивающие стабильную укладку и надежное межслойное сцепление.
Результаты механических испытаний показали, что прочность на сжатие и при раскалывании у состава с 25% золошлака приближается к контрольному, а микро- и наноструктурный анализ выявил развитие аморфной алюмосиликатной фазы, способствующей упрочнению на поздних стадиях твердения. Эти данные подтверждают эффективность применения золошлака при условии его соответствующей подготовки и дозирования.
Таким образом, полученные результаты позволяют рекомендовать частичную замену песка золошлаковыми отходами на уровне 25% для применения в рецептурах мелкозернистого бетона, используемого в 3D-печати. Это решение не только способствует повышению экологичности строительных технологий, но и расширяет сырьевую базу без ущерба для эксплуатационных характеристик конечного изделия.

ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
