Опыт разработки и изготовления корпусных элементов оптико-электронного модуля космического аппарата из композиционных материалов

Автор: Аккуратов Игорь Леонидович, Алямовский Андрей Иванович, Давыдов Дмитрий Ярославович, Запруднов Дмитрий Модестович, Копыл Николай Иванович, Сеньковский Александр Николаевич, Чернявский Александр Григорьевич
Журнал: Космическая техника и технологии @ktt-energia
Рубрика: Материалы, производство и технологии изделий РКТ
Статья в выпуске: 1 (4), 2014 года.
Бесплатный доступ
Представлены результаты конструкционно-технологической проработки различных вариантов исполнения корпусных элементов оптико-электронного модуля. Выбран вариант исполнения корпусных элементов в виде трехслойных сотовых конструкций с несущими слоями из высокомодульного углепластика. Разработана и апробирована технология изготовления. Выбранные конструкционно-технологические решения подтверждены результатами наземных автономных испытаний.
Конструкционные элементы, углепластик, несущие слои, коэффициент линейного термического расширения, характеристики удельной прочности и жесткости, трехслойная сотовая конструкция
Короткий адрес: https://sciup.org/14343436
IDR: 14343436 | УДК: 629.78.023.024:669
An attempt to develop and build composite structural elements for an electro-optical module of a spacecraft
The paper presents results of engineering and manufacturing process studies for various design variants of structural elements for an electro-optical module. The structural element design that was selected consisted in honeycomb sandwich structure with base layers made of high-modulus carbon fiber reinforced plastic. The manufacturing process was developed and tested. The selected design and manufacturing solutions have been confirmed by the results of ground stand-alone tests.
Текст научной статьи Опыт разработки и изготовления корпусных элементов оптико-электронного модуля космического аппарата из композиционных материалов
АККУРАТОВ И.Л.

АЛЯМОВСКИЙ А.И.

ДАВЫДОВ Д.Я.

ЗАПРУДНОВ Д.М.

КОПЫЛ Н.И.

СЕНЬКОВСКИЙ А.Н.

ЧЕРНЯВСКИЙ А.Г.
CHERNYAVSKY Alexander Grigoryevich — Deputy General Designer at RSC Energia
Одной из основных систем космического аппарата (КА) дистанционного зондирования Земли (ДЗЗ) является оптикоэлектронный модуль (ОЭМ). Вариант конструкционной компоновки системы оптикоэлектронного наблюдения (СОЭН) представлен на рис. 1 [1].
В работах [2, 3] изложены основные требования к конструкционным материалам, применяемым при изготовлении ОЭМ. Особо жесткие требования к конструкционным материалам предъявляются при создании СОЭН для длительной работы в составе КА в условиях космического пространства без возможности эксплуатационного обслуживания [4].
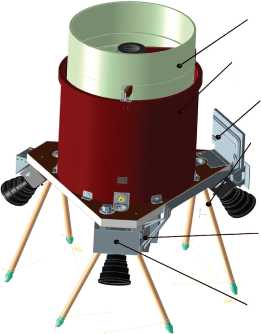
Звездный датчик
Оптико-электронная аппаратура
Стержневой элемент крепления ОЭМ к КА
Рис. 1. Конструктивная компоновка системы оптикоэлектронного наблюдения космического аппарата дистанционного зондирования Земли
Бленда
Корпус блока двухзеркального
Радиатор
В настоящей публикации рассмотрены вопросы выбора материалов, конструкционно-технологических вариантов, представлены основные этапы изготовления конструкционных элементов корпуса блока двухзеркального ОЭМ (несущая панель, тубус, балки крепления вторичного зеркала) и результаты статических испытаний корпуса.
Требования к корпусу блока двухзеркального
При разработке корпуса блока двухзеркального учитывались следующие технические требования:
-
• масса корпуса не более 30 кг;
-
• температурная деформация вдоль продольной оси тубуса между первичным и вторичным зеркалами в процессе эксплуатации в условиях космического пространства (в интервале температур +10…–30 оС) не более 0,02 мм;
-
• перемещение вторичного зеркала относительно первичного в процессе наземной юстировки не должно превышать 0,02 мм вдоль продольной оси тубуса и 0,1 мм в радиальном направлении;
-
• материалы для изготовления конструкционных элементов корпуса при эксплуатации на солнечно-асинхронной орбите должны быть радиационно-стойкими не менее десяти лет;
-
• в процессе эксплуатации ОЭМ в условиях космического пространства общая потеря массы примененных материалов не должна превышать 1%, содержание летучих конденсирующихся веществ не более 0,1%;
-
• температурный интервал при хранении и транспортировке корпуса блока двухзеркального в составе ОЭМ –40 …+50 оС.
Выбор конструкционно-технологического исполнения корпуса
При выборе концепции конструкционнотехнологического исполнения элементов корпуса ОЭМ было рассмотрено пять различных вариантов:
-
1. Изготовление элементов корпуса из металлических сплавов по традиционным технологиям (сварка, клепка и т.д.).
-
2. Элементы корпуса выполнены в виде трехслойных сотовых конструкций с несущими слоями (НС) из алюминиевого сплава Д16АТ.
-
3. Цельноформованный корпус (тубус) из углепластика с двумя силовыми шпангоутами.
-
4. Ферменная конструкция корпуса из стержневых углепластиковых элементов с законцовками (фитингами) из титанового сплава.
-
5. Конструкционные элементы корпуса выполнены в виде трехслойных сотовых конструкций с НС из листового углепластика.
Проведенный анализ рассмотренных вариантов исполнения конструкционных элементов корпуса блока двухзеркального показал, что:
-
• из-за высоких значений коэффициентов линейного термического расширения (КЛТР) ( α ≥ (8…25) ⋅ 10–6 1/К) и высокой плотности ( ρ = 2,7…7,8 г/см3) металлических сплавов конструкции на их основе (варианты 1 и 2) не будут удовлетворять требованиям по температурным деформациям и допустимой массе;
-
• для обеспечения высоких требований к жесткости конструкции тубуса из цельноформованного углепластика, его масса без учета фитингов крепления первичного зеркала и закладных элементов должна превышать заданную массу более чем в два раза;
-
• ферменная конструкция требует трудоемких в изготовлении фитингов из титановых сплавов, а также дорогостоящей оснастки для точной фиксации (сборки) при склеивании углепластиковых стержней с фитингами. Кроме этого, по предварительной оценке, масса ферменной конструкции будет в 1,5 раза превышать лимитную массу;
-
• наиболее полно предъявленным требованиям соответствуют корпусные элементы ОЭМ (тубус, несущая панель и балки крепления вторичного зеркала) в виде трехслойных сотовых конструкций с НС из углепластика, имеющего минимальный КЛТР ( α ≤ 0,5 ⋅ 10–6 1/К), низкую плотность ( ρ = 1,4…1,7 г/см3) и максимальные характеристики удельной жесткости ( Е / ρ ≤ 20 000 км).
В общем виде трехслойная конструкция состоит из двух относительно тонких внешних НС из материала, имеющего высокие характеристики прочности и жесткости, связанных посредством клеевого соединения со слоем легкого заполнителя, толщина которого значительно больше толщины НС.
Трехслойные сотовые конструкции в сравнении с традиционными типами подкрепленных панелей и оболочек при одинаковых эксплуатационных нагрузках (изгиб, сжатие) имеют существенно меньшую массу благодаря высокому моменту инерции сечения. Массовая эффективность трехслойных сотовых конструкций тем больше, чем выше характеристики удельной прочности и жесткости НС [5].
Проектная компоновка корпуса блока двухзеркального из трехслойных сотовых конструкционных элементов показана на рис. 2.
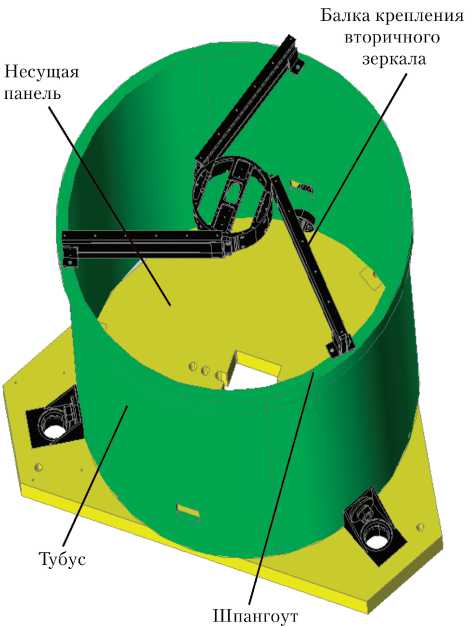
Рис. 2. Проектная компоновка корпуса блока двухзеркального
В табл. 1 представлены полученные РКК «Энергия» сравнительные характеристики удельной прочности и жесткости однонаправленных углепластиков серии КМУ-4 на основе различных углеродных наполнителей и связующего марки ЭНФБ.
Таблица 1
Характеристики удельной прочности и жесткости однонаправленных углепластиков серии КМУ-4
|
Наименование материала |
Плотность, р , кг/м3 |
Удельная прочность, а / р , км |
Удельная жесткость, ( Е - 10—3)/ р , км |
|
Углепластик КМУ-4Л-0,1 на основе углеродной ленты ЛУП-0,1 |
1 500 |
43,3 |
10,7 |
|
Углепластик КМУ-4Э-0,08 на основе углеродной ленты Элур-0,08П |
1 500 |
53,3 |
8,0 |
|
Углепластик КМУ-4К на основе углеродной ленты Кулон-П |
1 700 |
41,2 |
15,9 |
|
Углепластик КМУ-4У на основе углеродной ткани УТ-900/2500 (схема армирования 0 ° /90 ° ) |
1 500 |
40,0 |
4,0 |
Исходя из данных, представленных в табл. 1, и учитывая изложенное выше, в качестве основного материала для изготовления НС тубуса, несущей панели и балок крепления вторичного зеркала был выбран углепластик КМУ-4К на основе высокомодульной углеродной ленты Кулон-П.
Для производства П-образных окантовывающих торцевых профилей несущей панели, балок крепления вторичного зеркала и площадок под установку приборов был использован углепластик КМУ-4У на основе углеродной ткани УТ-900/2 500.
С учетом условий нагружения и допустимых деформаций корпуса блока двухзеркального в процессе отработочных испытаний и натурной эксплуатации были выбраны следующие схемы армирования (углы выкладки однонаправленного углеродного препрега) НС трехслойных корпусных элементов:
-
• несущая панель — 0°/+60°/–60°/–60°/ +60°/0°;
-
• балки крепления вторичного зеркала — 90°/0°/0°/0°/90°/0°/0°/0°/90°/0°/0°/0°/90°;
-
• тубус — 90°/0°/90°кп*/90°/0°, где * — слой клеевого препрега (предварительно пропитанный материал) на основе высокомодульной углеродной ленты Кулон-П и клеевой пленки ВК-41.
Несущие слои тубуса были изготовлены по интегральной схеме из предварительно отформованных листовых заготовок, армированных по схеме 0°/90° с эффектом памяти формы. Соединение предварительно отформованных заготовок при склеивании тубуса проводили через специально разработанный высокомодульный углеродный клеевой препрег на основе углеродной ленты Кулон-П и пленочного клея ВК-41.
Определение характеристик прочности клеевых соединений на основе разработанного клеевого препрега
В процессе отработки технологии изготовления клеевого препрега был выбран режим уплотнения препрега и экспериментально определены механические характеристики клеевых соединений на его основе при сдвиге и равномерном отрыве.
Характеристики прочности клеевого препрега при сдвиге были определены по ОСТ 92-1477-78 (с использованием стандартных пластин размером 70 x 20 x 2 мм из алюминиевого сплава Д16АТ с подготовкой поверхности пескоструйной обработкой) и приведены в табл. 2.
Таблица 2
Характеристики прочности при сдвиге клеевого соединения Д16АТ + клеевой препрег + Д16АТ
|
№ образца |
1 |
2 |
3 |
4 |
5 |
|
Характер разрушения |
Межслоевой сдвиг клеевого препрега |
||||
|
Предел прочности при сдвиге, τ , кгс/см2 |
135 |
196 |
154 |
185 |
178 |
|
Среднеарифметическое значение предела прочности при сдвиге, τ ср, кгс/см2 |
170 |
||||
Для определения реализации характеристик прочности клеевого препрега в составе конструкции были проведены испытания клеевого соединения КМУ-4К + клеевой препрег + КМУ-4К на сдвиг и равномерный отрыв.
Испытания на сдвиг проводили в два этапа — при приложении нагрузки параллельно армированию клеевого препрега (табл. 3) и перпендикулярно армированию (табл. 4).
Таблица 3
Характеристики прочности клеевого соединения КМУ-4К + клеевой препрег + КМУ-4К при сдвиге вдоль направления армирования препрега
|
№ образца |
1 |
2 |
3 |
4 |
5 |
|
Характер разрушения |
Межслоевой сдвиг углепластика КМУ-4К |
||||
|
Предел прочности при сдвиге, τ , кгс/см2 |
98 |
91 |
102 |
81 |
80 |
|
Среднеарифметическое значение предела прочности при сдвиге, τ ср, кгс/см2 |
90 |
||||
Таблица 4
Характеристики прочности клеевого соединения КМУ-4К + клеевой препрег + КМУ-4К при сдвиге перпендикулярно направлению армирования препрега
|
№ образца |
1 |
2 |
3 |
4 |
5 |
|
Характер разрушения |
Межслоевой сдвиг углепластика КМУ-4К |
||||
|
Предел прочности при сдвиге, τ , кгс/см2 |
97 |
81 |
110 |
92 |
104 |
|
Среднеарифметическое значение предела прочности при сдвиге, τ ср, кгс/см2 |
97 |
||||
Определение характеристики прочности клеевого соединения КМУ-4К + клеевой препрег + КМУ-4К при равномерном отрыве проводили на специализированных образцах диаметром 38 мм. Характеристики прочности клеевого соединения при равномерном отрыве приведены в табл. 5.
Таблица 5
Характеристики прочности клеевого соединения КМУ-4К + клеевой препрег + КМУ-4К при равномерном отрыве
|
№ образца |
1 |
2 |
3 |
4 |
5 |
|
Характер разрушения |
По углепластику КМУ-4К |
По углепластику КМУ-4К |
По клеевому препрегу |
По углепластику КМУ-4К |
По клеевому препрегу |
|
Прочность клеевого соединения, σ , МПа |
20 |
17 |
23 |
15 |
17 |
Примечание: среднеарифметическое значение прочности клеевого соединения σ ср = 18 МПа.
Характер разрушения и значения прочности клеевых соединений, представленных в табл. 2, 3 и 4, показывают, что характеристика сдвиговой прочности отвержденного клеевого препрега почти в два раза выше аналогичного параметра углепластика КМУ-4К.
Исходя из результатов испытаний на равномерный отрыв клеевого соединения (табл. 5), можно сделать вывод, что характеристики прочности отвержденного клеевого препрега и углепластика КМУ-4К практически одинаковы при нагружении в направлении, ортогональном плоскости армирования. Это подтверждается характером разрушения клеевого соединения: три разрушения в плоскости армирования углепластика КМУ-4К и два — в плоскости армирования отвержденного препрега.
Результаты проведенных исследований подтвердили правильность выбора клеевого препрега на основе высокомодульной углеродной ленты Кулон-П и пленочного клея ВК-41 для склеивания интегральных НС тубуса из предварительно отформованных листовых заготовок с эффектом памяти формы.
Выбор сотового заполнителя
В качестве сотового заполнителя в несущей панели и балках крепления вторичного зеркала для обеспечения максимальной жесткости и минимальных термических деформаций был использован углесотопласт УСП специального назначения на основе углеродной ленты Элур-П 0,08 и связующего марки ЭНФБ (совместная разработка РКК «Энергия» с ООО «НПП “НИКЭ”» (г. Днепропетровск, Украина) и ООО «Куранты» (г. Москва,
Россия), а в конструкции тубуса — сотовый заполнитель марки АМг-2Н-2,5П.
Склеивание несущих слоев с сотовым заполнителем проводили пленочным клеем ВК-41.
Физико-механические свойства при мененных сотовых заполнителей, опреде ленные в процессе входного контроля, при ведены в табл. 6.
Таблица 6
Физико-механические свойства сотовых заполнителей
|
Марка сотового заполнителя |
Размер грани ячейки, мм |
Предел прочности, кгс/см2, не менее |
Модуль упругости при сдвиге, кгс/см2 |
Объемная масса, кг/м3, не более |
|||
|
При сжатии |
При сдвиге |
||||||
|
Параллельно клеевым полосам |
Перпендикулярно клеевым полосам |
Параллельно клеевым полосам |
Перпендикулярно клеевым полосам |
||||
|
УСП-5-90* |
5,0 |
60 |
30 |
16 |
4 720 |
3 600 |
90 |
|
УСП-5-120** |
5,0 |
80 |
35 |
20 |
5 900 |
4 500 |
120 |
|
АМг2-Н-2,5-30 |
2,5 |
16 |
12 |
7 |
1 950 |
1 150 |
54 |
Примечание: * — заполнитель на основе углеродной ленты ЭЛУР-П 0,08; ** — заполнитель на основе углеродной ленты ЭЛУР-ПА.
Основные операции технологического процесса изготовления корпусных элементов
Разработанный процесс изготовления несущей панели и балок крепления вторичного зеркала включал в себя следующие основные операции:
-
• автоклавное формование углепластиковых листовых заготовок для изготовления НС;
-
• подгонка и сборка блоков углесото-панелей;
-
• сборка и склеивание НС с углесото-панелями с базированием по центральному титановому вкладышу (несущая панель) или торцевым титановым вкладышам (балки крепления вторичного зеркала);
-
• проведение отверстий и вклеивание титановых втулок по кондуктору;
-
• заделка торцов несущей панели и балок крепления вторичного зеркала углепластиковыми П-образными профилями.
Последовательность изготовления тубуса:
-
• изготовление клеевого препрега (лента Кулон-П + ВК-41);
-
• вакуумное формование углепластиковых заготовок, армированных по схеме 0 ° /90 ° (с эффектом памяти формы) для изготовления НС;
-
• формообразование и склеивание базового НС из углепластиковых заготовок через клеевой препрег (рис. 3);
-
• формообразование и склеивание сотового заполнителя с базовым НС (рис. 4);
-
• формообразование замыкающего НС и склеивание его с сотовым заполнителем (рис. 5);
-
• формообразование сотового заполнителя шпангоута с одновременным вакуумным склеиванием его с тубусом и замыкающим НС шпангоута (рис. 6);
-
• механическая обработка торцевых поверхностей тубуса;
-
• вырезка отверстий на станке с ЧПУ под установку титановых закладных элементов;
-
• заделка торцов тубуса углепластиковыми накладками;
-
• вклеивание закладных элементов.
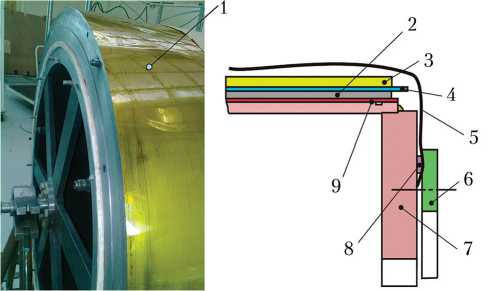
Рис. 3. Формообразование и вакуумное склеивание базового несущего слоя из углепластиковых заготовок через клеевой препрег: 1 — антиадгезионная полиимидная пленка; 2 — базовый несущий слой; 3 — обкладной стеклопластиковый лист; 4 — антиадгезионная фторопластовая пленка; 5 — вакуумный мешок; 6 — прижимное кольцо; 7 — стальная оправка; 8 — герметизирующий жгут; 9 — полиимидная пленка
Склеивание тубуса проводили на стальной цилиндрической оправке. Во избежание коробления и разрушения НС из предварительно отформованных углепластиковых заготовок из-за существенной разницы КЛТР оправки и углепластиковых НС, был разработан специальный многоступенчатый режим склеивания тубуса, обеспечивающий минимальные технологические напряжения в НС в процессе нагрева и охлаждения.
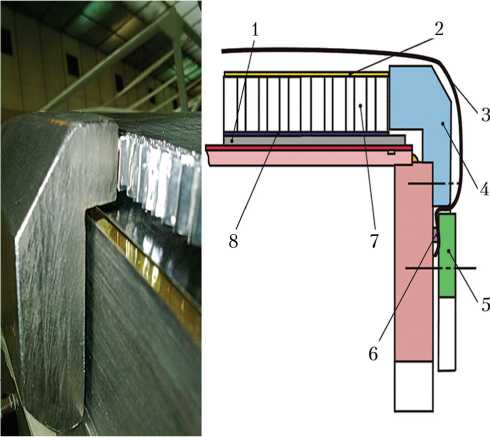
Рис. 4. Формообразование и склеивание сотового заполнителя с базовым несущим слоем: 1 — базовый несущий слой; 2 — обкладной стеклопластиковый лист; 3 — вакуумный мешок; 4 — ограничительное кольцо; 5 — прижимное кольцо; 6 — герметизирующий жгут; 7 — сотовый заполнитель; 8 — клей пленочный ВК-41
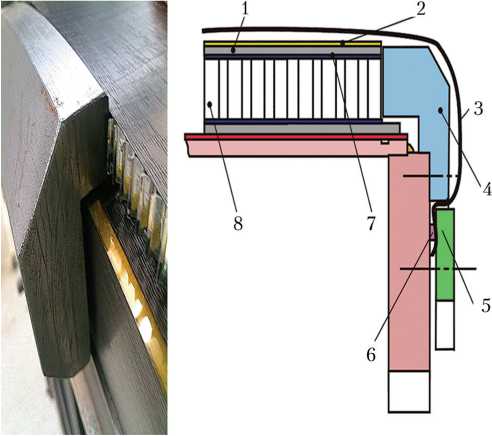
Рис. 5. Формообразование замыкающего несущего слоя и склеивание его с сотовым заполнителем: 1 — замыкающий несущий слой; 2 — обкладной стеклопластиковый лист; 3 — вакуумный мешок; 4 — ограничительное кольцо; 5 — прижимное кольцо; 6 — герметизирующий жгут; 7 — клей пленочный ВК-41; 8 — сотовый заполнитель
Тубус после завершения работ по заделке торцов, установки кронштейнов и закладных элементов представлен на рис. 7.
Корпус блока двухзеркального ОЭМ после окончательной сборки показан на рис. 8.
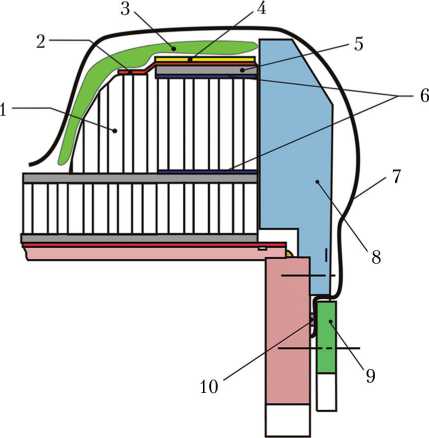
Рис. 6. Формообразование сотового заполнителя шпангоута с одновременным склеиванием его с тубусом и замыкающим несущим слоем шпангоута: 1 — технологический ограничитель из сотового заполнителя; 2 — антиадгезионная фторопластовая пленка; 3 — дренажный слой; 4 — обкладной стеклопластиковый лист; 5 — несущий слой шпангоута; 6 — клей пленочный ВК-41; 7 — вакуумный мешок; 8 — ограничительное кольцо; 9 — прижимное кольцо; 10 — герметизирующий жгут

Рис. 7. Общий вид тубуса
Результаты статических испытаний корпуса блока двухзеркального
После изготовления корпус блока двухзеркального успешно прошел статические и наземные автономные испытания (вибрационные, термовакуумные и др.) в составе ОЭМ.
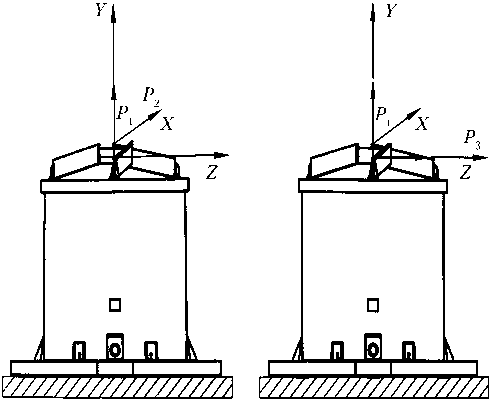
Схемы нагружений при статических испытаниях представлены на рис. 9.
Проведение статических испытаний корпуса блока двухзеркального показано на рис. 10.
Результаты статических испытаний, проведенных РКК «Энергия», приведены в табл. 7.

Рис. 8. Корпус блока двухзеркального оптико-электронного модуля: 1 — несущая панель; 2 — тубус; 3 — балка крепления вторичного зеркала
Таблица 7
Результаты испытаний корпуса блока двухзеркального при статическом нагружении
|
Допустимые деформации по требованиям ТЗ, мм |
Экспериментально определенные деформации, мм |
|||||||
|
Схема нагружения № 1 |
Схема нагружения № 2 |
|||||||
|
Δ Х |
Δ У |
Δ Z |
Δ Х 1 |
Δ У 1 |
Δ Z 1 |
Δ Х 2 |
Δ У 2 |
Δ Z 2 |
|
≤ 0,1 |
≤0,02 |
≤0,1 |
0,068 |
0,016 |
0,006 |
0,001 |
0,018 |
0,072 |
а) б)
Рис. 9. Схемы нагружений при статических испытаниях: а — схема нагружения № 1 (P1 = 4±0,2 кгс, P2 = 12±0,6 кгс); б — схема нагружения № 2 (P1 = 4±0,2 кгс, P3 = 12±0,6 кгс)
Примечание: P 1 , P 2 , P 3 — нагружения по осям Y, X, Z соответственно.

Рис. 10. Статические испытания корпуса блока двухзеркального: 1 — груз (силовозбудитель) 6 кгс; 2 — базовое силовое основание; 3 — стойка; 4 — индикатор регистрации перемещений; 5 — корпус блока двухзеркального
Выводы
В соответствии с предъявляемыми эксплуатационными требованиями обоснован выбор материалов и разработаны конструкционно-технологические решения для исполнения корпусных элементов блока ОЭМ из композиционных материалов.
Разработан углеродный сотовый заполнитель УСП специального назначения на основе углеродной ленты Элур П-0,08 и связующего марки ЭНФБ для изготовления несущей панели и балок крепления вторичного зеркала корпуса блока двухзеркального ОЭМ.
Показана возможность изготовления цилиндрических трехслойных сотовых конструкций с использованием листовых углепластиковых заготовок с эффектом памяти формы и клеевого препрега на основе высокомодульной углеродной ленты Кулон-П и пленочного клея ВК-41.
Разработан и апробирован многоступенчатый режим склеивания цилиндрических трехслойных сотовых конструкций с несущими слоями из листовых углепластиковых заготовок, предотвращающий коробление и разрушение несущих слоев в процессе воздействия технологического избыточного давления, нагрева и охлаждения.
Получены положительные результаты статических и наземных автономных испытаний, подтвердившие правильность выбранных конструкционно-технологических решений.
Список литературы Опыт разработки и изготовления корпусных элементов оптико-электронного модуля космического аппарата из композиционных материалов
- Савиных В.П., Соломатин В.А. Оптико-электронные системы дистанционного зондирования. М.: «Недра», 1995. 310 с.
- Попов Н.Н., Бурлак И.Ю. Материаловедение и технология конструкционных материалов. М.: МИИГАиК, 2006. 176 с.
- Попов Н.Н., Бурлак И.Ю. Практические работы по материаловедению и технологии конструкционных материалов. М.: МИИГАиК, 2006. 260 с.
- Братухин А.Г., Погосян М.А., Суворов В.И., Тарасенко Л.В. Конструкционные и функциональные материалы современной авиации. М.: МАИ, 2007. 304 с.
- Кобелев В.Н., Коварский Л.М., Тимофеев С.И. Расчет трехслойных конструкций: Справочник. М: Машиностроение, 1984. 304 с. Статья поступила в редакцию 05.06.2013 г.
